También podría gustarte
- Ventajas y Desventajas de Las Distribuciones de PlantaDocumento5 páginasVentajas y Desventajas de Las Distribuciones de PlantaIvana de Garfias25% (4)
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- Ejemplos de Distribucion de PlantaDocumento8 páginasEjemplos de Distribucion de PlantaValerin Crizztal AlvarezAún no hay calificaciones
- Distribución Por CelulasDocumento7 páginasDistribución Por CelulasMarcos Onell Stulzer CastilloAún no hay calificaciones
- 3.2 Tipos de Distribución en PlantaDocumento9 páginas3.2 Tipos de Distribución en Planta'Ivan RuizAún no hay calificaciones
- Tema 3 Planeación y Diseño de InstalacionesDocumento47 páginasTema 3 Planeación y Diseño de InstalacionesKatiz Vasquez100% (2)
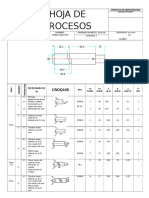
- Hojas de Procesos TesisDocumento7 páginasHojas de Procesos TesisCristian MoretaAún no hay calificaciones
- Codigos Iso - FanucDocumento3 páginasCodigos Iso - FanucSebastian Moya RiveraAún no hay calificaciones
- MandrinadoDocumento12 páginasMandrinadoKevin DAún no hay calificaciones
- Cómo Se Mecaniza Una Cola de MilanoDocumento19 páginasCómo Se Mecaniza Una Cola de MilanoSAndres100% (10)
- 4to CONTROL DISEÑO DE PLANTA PDFDocumento5 páginas4to CONTROL DISEÑO DE PLANTA PDFBrayans Fernando Silva ValenciaAún no hay calificaciones
- Distribución Por ProcesoDocumento18 páginasDistribución Por ProcesoBenjamin Santos SalinasAún no hay calificaciones
- Definiciones Básicas - Plantas IndustrialesDocumento8 páginasDefiniciones Básicas - Plantas Industrialesmarco antonio robles palenciaAún no hay calificaciones
- Línea de ProducciónDocumento10 páginasLínea de ProducciónYarelis Muegue100% (2)
- Qué Es La Distribución de EquiposDocumento6 páginasQué Es La Distribución de EquiposMontserrat HerreraAún no hay calificaciones
- Act.6 Tipos de Distribución-PdiDocumento7 páginasAct.6 Tipos de Distribución-PdiconanAún no hay calificaciones
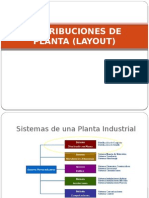
- Distribuciones de Planta (Layout)Documento99 páginasDistribuciones de Planta (Layout)cvegasuazo100% (1)
- Distribucion de Equipo en PlantaDocumento8 páginasDistribucion de Equipo en PlantaStephanie CamoAún no hay calificaciones
- A1-U2 Martínez Morales José AntonioDocumento12 páginasA1-U2 Martínez Morales José AntonioJose Antonio Martinez MoralesAún no hay calificaciones
- Trabajo Distribución de PlantasDocumento10 páginasTrabajo Distribución de PlantasJuan Carlos GonzalezAún no hay calificaciones
- Distribucion CombinadaDocumento15 páginasDistribucion CombinadaEff Gara0% (1)
- 4 Distribucion de PlantasDocumento7 páginas4 Distribucion de PlantasAzura MarAún no hay calificaciones
- Subtema 4.4 Distribución de Planta PROCESOS DE DIRECCIONDocumento8 páginasSubtema 4.4 Distribución de Planta PROCESOS DE DIRECCIONAnonymous W7uZ6N0vyoAún no hay calificaciones
- Administracion de ProyectoDocumento9 páginasAdministracion de ProyectoKeysi RuizAún no hay calificaciones
- U3.1 Distribución de Planta para Diferentes Tipos de ProcesosDocumento48 páginasU3.1 Distribución de Planta para Diferentes Tipos de Procesosalejandro garcia gamezAún no hay calificaciones
- Distribucion Por ProcesosDocumento18 páginasDistribucion Por ProcesosYovany Andrés Sánchez QuinteroAún no hay calificaciones
- Practica Gestion de La ProduccionDocumento16 páginasPractica Gestion de La ProduccionGabriel Illanes MamaniAún no hay calificaciones
- Distribucion Por ProcesosDocumento8 páginasDistribucion Por ProcesosRoberto VelizAún no hay calificaciones
- Distribucion Por ProductoDocumento13 páginasDistribucion Por ProductoVane GomezAún no hay calificaciones
- Distribución Por ProcesoDocumento16 páginasDistribución Por ProcesoJonathan RoblesAún no hay calificaciones
- Tipos de Distribucion de PlantaDocumento24 páginasTipos de Distribucion de PlantaMario GómezAún no hay calificaciones
- Unidad 1. ProcesosDocumento54 páginasUnidad 1. ProcesosIsaac Sanchez Anastacio0% (1)
- 3.1 Equipo 2 Parte2Documento18 páginas3.1 Equipo 2 Parte2Victor GutierrezAún no hay calificaciones
- Tipos de DistribuciónDocumento6 páginasTipos de DistribuciónProcesos Industriales ManufacturaAún no hay calificaciones
- Distribucion de PlantaDocumento19 páginasDistribucion de PlantaJosafatJvlVelasteguiAún no hay calificaciones
- 2.2 Tipos de Procesos 2023-I SeparataDocumento8 páginas2.2 Tipos de Procesos 2023-I SeparataAdriana Ruiz LizanoAún no hay calificaciones
- Diseño y Distribucion de Planta Por Analisis de FlujoDocumento18 páginasDiseño y Distribucion de Planta Por Analisis de FlujoGianluca BenmedetiAún no hay calificaciones
- Diseño y Distribucion de Planta Por Analisis de FlujoDocumento18 páginasDiseño y Distribucion de Planta Por Analisis de FlujoGianluca BenmedetiAún no hay calificaciones
- Tipos de Distribución de PlantasDocumento6 páginasTipos de Distribución de PlantasVANNIA JACQUELINE RAMIREZ VILLARREALAún no hay calificaciones
- Tipos de Distribucion de PlantaDocumento4 páginasTipos de Distribucion de PlantaJoséAndrésYupanquiViruezAún no hay calificaciones
- Tipos de DPDocumento22 páginasTipos de DPOscar Vaca VeAún no hay calificaciones
- Distribucion de PlantaDocumento5 páginasDistribucion de PlantaRubén DarioAún no hay calificaciones
- Tipos de Distribución en PlantaDocumento12 páginasTipos de Distribución en PlantaJr. Moisés ChavarriaAún no hay calificaciones
- Distribucion de Planta SV 2020Documento28 páginasDistribucion de Planta SV 2020SolizAún no hay calificaciones
- Formas de Los Procesos de TransformacionDocumento6 páginasFormas de Los Procesos de TransformacionElvis OutcastAún no hay calificaciones
- UNIDAD - 1 Administracion de La ProduccionDocumento8 páginasUNIDAD - 1 Administracion de La Produccionestefani dzulAún no hay calificaciones
- Sistemas de Producci-NDocumento9 páginasSistemas de Producci-NMedina Cortes Jose GuadalupeAún no hay calificaciones
- Sistemas Integrados de ManufacturaDocumento5 páginasSistemas Integrados de ManufacturaW Daniel Leal RAún no hay calificaciones
- Estudio de Distribución de Planta-Fase 2Documento34 páginasEstudio de Distribución de Planta-Fase 2Anibal Taco GonzalesAún no hay calificaciones
- Tipos de Distribucion DocumentoDocumento12 páginasTipos de Distribucion DocumentoKaren TorresAún no hay calificaciones
- 4 Sistema de Producción Por LotesDocumento5 páginas4 Sistema de Producción Por LotesMas Kuc LksAún no hay calificaciones
- Sistema de ProducciónDocumento25 páginasSistema de Produccióncruz ortegaAún no hay calificaciones
- Diseñoinst - 17 Al 20 Abril Ashley EspinoDocumento7 páginasDiseñoinst - 17 Al 20 Abril Ashley EspinoAshley EspinoAún no hay calificaciones
- Exposicion Distribucion en La PlantaDocumento23 páginasExposicion Distribucion en La PlantaDaniel HernandezAún no hay calificaciones
- Tipos Basicos de Distribucion de PlantaDocumento3 páginasTipos Basicos de Distribucion de PlantalucerobalderaAún no hay calificaciones
- Tipos de Distribucion - D.S.produccionDocumento8 páginasTipos de Distribucion - D.S.produccionAmerica GonzalezAún no hay calificaciones
- Resumen de Distribución de PlantaDocumento10 páginasResumen de Distribución de PlantaRalex RamosAún no hay calificaciones
- Distribucion de Planta Concepto, Objetivos, PrincipiosDocumento9 páginasDistribucion de Planta Concepto, Objetivos, PrincipiosCesar UrgilesAún no hay calificaciones
- Distribucion de PlantaDocumento15 páginasDistribucion de PlantaItzel FigueroaAún no hay calificaciones
- Investigacion Documental ProcesoDocumento34 páginasInvestigacion Documental ProcesoAxel Bryan Wilson AlonsoAún no hay calificaciones
- Tipos de Procesos ProductivosDocumento7 páginasTipos de Procesos ProductivosMartha Sanchez75% (4)
- Distribucion de Posición FijaDocumento4 páginasDistribucion de Posición FijaemeAún no hay calificaciones
- A2 EagsDocumento9 páginasA2 EagsAlexis Yahir Reyes J.Aún no hay calificaciones
- MateriaDocumento70 páginasMateriaFrancisco Javier Leiva PeñaAún no hay calificaciones
- Espacio EuclideoDocumento20 páginasEspacio EuclideonagoreAún no hay calificaciones
- Capitulo Vii Conjuntos Concavos y ConvexosDocumento21 páginasCapitulo Vii Conjuntos Concavos y ConvexosisraeldaviiidAún no hay calificaciones
- Introduccion de NetBeansDocumento63 páginasIntroduccion de NetBeansAlf YaroAún no hay calificaciones
- MateriaDocumento70 páginasMateriaFrancisco Javier Leiva PeñaAún no hay calificaciones
- Espacio EuclideoDocumento20 páginasEspacio EuclideonagoreAún no hay calificaciones
- Disposición de Valvulas en El CabezoteDocumento5 páginasDisposición de Valvulas en El Cabezoteisraeldaviiid50% (2)
- MCNFPDocumento4 páginasMCNFPJAntonio LormndzAún no hay calificaciones
- Solucion GraficaDocumento23 páginasSolucion GraficaCrisSegaAún no hay calificaciones
- Ratios para LecturaDocumento25 páginasRatios para LecturaipecAún no hay calificaciones
- Grafos s1 2004 PDFDocumento19 páginasGrafos s1 2004 PDFFreddy ZarateAún no hay calificaciones
- ¿Cómo Ahorrar Combustible Al Conducir Un VehículoDocumento1 página¿Cómo Ahorrar Combustible Al Conducir Un VehículoisraeldaviiidAún no hay calificaciones
- Apuntes - de - Teoria IO - 2010-2011 PDFDocumento166 páginasApuntes - de - Teoria IO - 2010-2011 PDFisraeldaviiidAún no hay calificaciones
- Crear Encuestas Google - TICSDocumento6 páginasCrear Encuestas Google - TICSisraeldaviiidAún no hay calificaciones
- Aerion AS2 - Avión de Negocios Supersónico de Aerion Corporation - Fieras de La IngenieríaDocumento10 páginasAerion AS2 - Avión de Negocios Supersónico de Aerion Corporation - Fieras de La IngenieríaisraeldaviiidAún no hay calificaciones
- Trazabilidad y Seguimiento en El Transporte de Mercancías-Revista - Transporte - Integral - Transporte - de - MercanciasDocumento2 páginasTrazabilidad y Seguimiento en El Transporte de Mercancías-Revista - Transporte - Integral - Transporte - de - MercanciasisraeldaviiidAún no hay calificaciones
- Trazabilidad y Seguimiento en El Transporte de Mercancías - LOGYCADocumento4 páginasTrazabilidad y Seguimiento en El Transporte de Mercancías - LOGYCAisraeldaviiid0% (1)
- Los Hilos y La HilaturaDocumento15 páginasLos Hilos y La HilaturajjespinAún no hay calificaciones
- Gestion de StocksDocumento22 páginasGestion de StocksAndres Felipe RuizAún no hay calificaciones
- EAE Retos Operaciones y Logística Claves Gestión Proyecto LogísticoDocumento9 páginasEAE Retos Operaciones y Logística Claves Gestión Proyecto LogísticoisraeldaviiidAún no hay calificaciones
- Apa Mi5acdDocumento14 páginasApa Mi5acdMaría Isabel Mora CanalesAún no hay calificaciones
- Llegan Los Ascensores Sin Cables - Investigación y DesarrolloDocumento2 páginasLlegan Los Ascensores Sin Cables - Investigación y DesarrolloisraeldaviiidAún no hay calificaciones
- Prove Edo ResDocumento7 páginasProve Edo ResGustavo CaicutoAún no hay calificaciones
- Guia para El Mantenimiento de Vehiculos DieselDocumento2 páginasGuia para El Mantenimiento de Vehiculos DieselisraeldaviiidAún no hay calificaciones
- Ejercitar Tu Cerebro Te Ayudará A Tener Mejor Vejez - Investigación y DesarrolloDocumento2 páginasEjercitar Tu Cerebro Te Ayudará A Tener Mejor Vejez - Investigación y DesarrolloisraeldaviiidAún no hay calificaciones
- La Presentacion Oral de Una TesisDocumento31 páginasLa Presentacion Oral de Una TesisPedro Tovar100% (1)
- Mantenimiento de La Motocicleta 2Documento5 páginasMantenimiento de La Motocicleta 2israeldaviiidAún no hay calificaciones
- Diagnostico de La BujiaDocumento8 páginasDiagnostico de La BujiaisraeldaviiidAún no hay calificaciones
- Diagnostico de La BujiaDocumento17 páginasDiagnostico de La BujiaIsrael HerreraAún no hay calificaciones
- Super Apunte TecnologiaDocumento31 páginasSuper Apunte TecnologiacristianflecoAún no hay calificaciones
- Fundamentos de Máquinas Herramientas Fresadoras (Recuperado)Documento9 páginasFundamentos de Máquinas Herramientas Fresadoras (Recuperado)Alexander ZapataAún no hay calificaciones
- Mecanizado Multiaxis 4 Ejes Simultaneos Con MastercamDocumento22 páginasMecanizado Multiaxis 4 Ejes Simultaneos Con MastercamIsacCoaritaCasaniAún no hay calificaciones
- Metrología - Tolerancias y AjustesDocumento27 páginasMetrología - Tolerancias y AjustesTomasAún no hay calificaciones
- INVESTIGACION Maquina HerramientaDocumento5 páginasINVESTIGACION Maquina HerramientaYulianethAún no hay calificaciones
- 4a. - CORTE ORTOGONAL Y Maquinas HerramientasDocumento41 páginas4a. - CORTE ORTOGONAL Y Maquinas HerramientasOrlando CapristanAún no hay calificaciones
- Noé Elías Carlos Daniel-MF-402-Práctica MF402.1Documento11 páginasNoé Elías Carlos Daniel-MF-402-Práctica MF402.1Rodrigo González BarajaAún no hay calificaciones
- Ventajas y Desventajas de Un Torno CNC y Uno ConvencionalDocumento2 páginasVentajas y Desventajas de Un Torno CNC y Uno Convencionaljavier fernandezAún no hay calificaciones
- Informe Laboratorio 04 - FresasDocumento12 páginasInforme Laboratorio 04 - FresasCarlos Nina OchoaAún no hay calificaciones
- Calculo Burden Distintos AutoresDocumento77 páginasCalculo Burden Distintos AutoresJhoncitoMartinezAún no hay calificaciones
- Sandvik CoromantDocumento5 páginasSandvik CoromantMartinez LioAún no hay calificaciones
- Velocidad de CorteDocumento24 páginasVelocidad de CorterubenAún no hay calificaciones
- Practica de Mini TornoDocumento19 páginasPractica de Mini TornoAlejandroLopezCigarroaAún no hay calificaciones
- Presentacion Norma EN-ISO 1302Documento97 páginasPresentacion Norma EN-ISO 1302Didier MorenoAún no hay calificaciones
- Correos Electrónicos Presentación Mecanizado 2018 PDFDocumento94 páginasCorreos Electrónicos Presentación Mecanizado 2018 PDFLucasAún no hay calificaciones
- Historia, Clasificación y Normas ISO en TornilleríaDocumento22 páginasHistoria, Clasificación y Normas ISO en TornilleríaGANSTEAR0% (1)
- Cuaderno de Informes 01-02-1Documento31 páginasCuaderno de Informes 01-02-1Gladys RodriguezAún no hay calificaciones
- Mano FacturaDocumento16 páginasMano FacturaJORGE ANTONIO PEREZ ROBLESAún no hay calificaciones
- Universidad de Las Fuerzas Armadas ESPE-L Procesos de Manufactura Actividades Grupales de Aprendizaje Unidad 1Documento3 páginasUniversidad de Las Fuerzas Armadas ESPE-L Procesos de Manufactura Actividades Grupales de Aprendizaje Unidad 1Bryan LlamboAún no hay calificaciones
- Cálculo v. TornoDocumento28 páginasCálculo v. TornoLovett DahmerAún no hay calificaciones
- Proyecto Prototipo de Un TaladroDocumento15 páginasProyecto Prototipo de Un TaladroEdison GuachambozaAún no hay calificaciones
- Técnica Quirúrgica Resumida de La Placa de Radio Distal Con Surco Inter-Fosa GÉMINUSDocumento45 páginasTécnica Quirúrgica Resumida de La Placa de Radio Distal Con Surco Inter-Fosa GÉMINUSJAVIER FAUS COTINOAún no hay calificaciones
- Laminado Moldes-Guia de ProcedimientoDocumento12 páginasLaminado Moldes-Guia de Procedimientojzmxg0Aún no hay calificaciones
- Cuestionario 2.2 Proceso de Corte de Materiales Fes AragonDocumento7 páginasCuestionario 2.2 Proceso de Corte de Materiales Fes AragonVANESSA MARTINEZ FLORESAún no hay calificaciones
- Mortajado BrochadoDocumento32 páginasMortajado BrochadoNico VallejoAún no hay calificaciones
- Senati Mecánico de MantenimientoDocumento8 páginasSenati Mecánico de MantenimientoBruno Cruz100% (1)