También podría gustarte
- Diseño Mecanico II - Unidad 2Documento91 páginasDiseño Mecanico II - Unidad 2Juan C Hdez OAún no hay calificaciones
- Examen de Dibujo Industrial IIDocumento17 páginasExamen de Dibujo Industrial IIMacarena Bernabeu DíazAún no hay calificaciones
- Mantenimiento Industrial PDFDocumento112 páginasMantenimiento Industrial PDFCarlosLasluisaAún no hay calificaciones
- Neumática Oleodinámica - COMPETENCIASDocumento7 páginasNeumática Oleodinámica - COMPETENCIASpaolacobaAún no hay calificaciones
- Guía 8-PrácticasDocumento8 páginasGuía 8-PrácticasWALTHER ALFREDO ACEVEDO LOPEZAún no hay calificaciones
- Mantenimiento-Mecanico-de-Maquinas 2 PDFDocumento390 páginasMantenimiento-Mecanico-de-Maquinas 2 PDFm.orlandoAún no hay calificaciones
- Apuntes MATLABDocumento202 páginasApuntes MATLABvickoAún no hay calificaciones
- Automatizacion IndustrialDocumento22 páginasAutomatizacion IndustrialCarlos Roberto HentscholekAún no hay calificaciones
- Plantillas de ExcelDocumento7 páginasPlantillas de ExcelVane HindsAún no hay calificaciones
- O217769r SpaDocumento32 páginasO217769r SpaJose Diegozeta NuntonAún no hay calificaciones
- Montaje Ud 1 MontajeDocumento47 páginasMontaje Ud 1 MontajeCristobal NamoAún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Ductibilidad CorregidaDocumento32 páginasDuctibilidad CorregidaBraulio MartínezAún no hay calificaciones
- Apuntes de Procesos de Mecanizado ManualDocumento32 páginasApuntes de Procesos de Mecanizado ManualMorgan Huascar Checa LopezAún no hay calificaciones
- May Ermaksan CNC HGD 3110Documento8 páginasMay Ermaksan CNC HGD 3110juan luis perezAún no hay calificaciones
- Calculo de Chavetas y PasadoresDocumento16 páginasCalculo de Chavetas y PasadoresJose AvilaAún no hay calificaciones
- Tolerancias de AgujeroDocumento31 páginasTolerancias de AgujeroGabriela ChasiluisaAún no hay calificaciones
- Analisis y Sintesis de MecanismosDocumento10 páginasAnalisis y Sintesis de MecanismosVazquez RomiAún no hay calificaciones
- PST Corte y Soldadura (Cobertizo)Documento14 páginasPST Corte y Soldadura (Cobertizo)Danilo CatrinAún no hay calificaciones
- CMDDocumento7 páginasCMDRodrigo MauricioAún no hay calificaciones
- UD6.1 Mantenimiento GeneralDocumento36 páginasUD6.1 Mantenimiento GeneralJesus AntonioAún no hay calificaciones
- Fundamentos de Diseño Mecánico Class 1Documento14 páginasFundamentos de Diseño Mecánico Class 1BaronkellyAún no hay calificaciones
- Diseño de Un Manual de Mantenimiento Basado en La Confiabilidad A Los Equipos Del Área de Tornos2 PDFDocumento141 páginasDiseño de Un Manual de Mantenimiento Basado en La Confiabilidad A Los Equipos Del Área de Tornos2 PDF요한나Aún no hay calificaciones
- Diseño de EjesDocumento98 páginasDiseño de EjesLuis Felipe CruzAún no hay calificaciones
- Maquinaria para La Trituración PrimariaDocumento8 páginasMaquinaria para La Trituración PrimariaNathaly VillalvaAún no hay calificaciones
- Conceptos Básicos de Solidworks - R1Documento217 páginasConceptos Básicos de Solidworks - R1Jose FalkonierAún no hay calificaciones
- Diseño Asistido Por Computadora PDFDocumento17 páginasDiseño Asistido Por Computadora PDFGustavo Santos BautistaAún no hay calificaciones
- Planta de FundiciónDocumento11 páginasPlanta de FundiciónAlejandro Calderon RamirezAún no hay calificaciones
- Universidad Politécnica de Madrid E T S I A, A BDocumento208 páginasUniversidad Politécnica de Madrid E T S I A, A BLibardo FonsecaAún no hay calificaciones
- Propuesta de Un Instructivo de Mantenimiento para El Torno Horizontal Marca ColchesterDocumento67 páginasPropuesta de Un Instructivo de Mantenimiento para El Torno Horizontal Marca ColchesterFrancelys BarriosAún no hay calificaciones
- Dibujo MecanicoDocumento9 páginasDibujo MecanicoGuayo CascoAún no hay calificaciones
- Operaciones de Mecanizado y Máquina HerramientaDocumento35 páginasOperaciones de Mecanizado y Máquina HerramientaCarlosSantanaAún no hay calificaciones
- DatumsDocumento8 páginasDatumsFidel AlejandroAún no hay calificaciones
- Tutorial de Visual2Documento142 páginasTutorial de Visual2Luis Silva EstacioAún no hay calificaciones
- D4.1 Componentes de Máquinas y Sistemas Electromecánicos. V2Documento156 páginasD4.1 Componentes de Máquinas y Sistemas Electromecánicos. V2isaac castañedaAún no hay calificaciones
- Elementos Mecánicos Transmisores Del Movimiento 2Documento37 páginasElementos Mecánicos Transmisores Del Movimiento 2Falfonso69Aún no hay calificaciones
- Diseño de máquinas: Transmisiones y elementos mecánicosDocumento12 páginasDiseño de máquinas: Transmisiones y elementos mecánicosDerlis García0% (1)
- Fundamentos Del DiseñoDocumento31 páginasFundamentos Del DiseñoEduardo DiazAún no hay calificaciones
- C604 Ensayo ErichsenDocumento6 páginasC604 Ensayo ErichsenDiego RojasAún no hay calificaciones
- Metrología UMADocumento280 páginasMetrología UMAPerico LópezAún no hay calificaciones
- Herramientas para El Mantenimiento CorrectivoDocumento4 páginasHerramientas para El Mantenimiento CorrectivoYazminAlejandraMadrigalMartinezAún no hay calificaciones
- Programacion AccessDocumento2 páginasProgramacion AccessAntonio AlvaradoAún no hay calificaciones
- Broca taladro: partes, tipos y cuidadosDocumento11 páginasBroca taladro: partes, tipos y cuidadosmonicaAún no hay calificaciones
- Avance 5 Mantenimiento A Fresadora Vertical VF-1 CNCDocumento29 páginasAvance 5 Mantenimiento A Fresadora Vertical VF-1 CNCJuan Jasso100% (1)
- Practica 4.0 Id RugosimetroDocumento3 páginasPractica 4.0 Id RugosimetroJose CervantesAún no hay calificaciones
- Listas de Verficacion Equipos EnergizadosDocumento2 páginasListas de Verficacion Equipos EnergizadosCanoAún no hay calificaciones
- Diseño de Herramental para Un Troquel para Geometrías Simples y Corridas Cortas.Documento161 páginasDiseño de Herramental para Un Troquel para Geometrías Simples y Corridas Cortas.Johnny MichaelAún no hay calificaciones
- Riesgo en Trabajo en Talleres de MecanizaciónDocumento23 páginasRiesgo en Trabajo en Talleres de MecanizaciónOswaldo MuñozAún no hay calificaciones
- WinDNC V05 02 SpanishDocumento2 páginasWinDNC V05 02 SpanishRandy Y Elizabeth Rosales GutierrezAún no hay calificaciones
- Erich SenDocumento10 páginasErich SenDaniel MartinAún no hay calificaciones
- Construir y Mantener Circuitos de Control ElectromagnéticoDocumento80 páginasConstruir y Mantener Circuitos de Control Electromagnéticoguanas13Aún no hay calificaciones
- TECNOLOGÍA DE MATERIALES Nº7Documento15 páginasTECNOLOGÍA DE MATERIALES Nº7militqmAún no hay calificaciones
- Guia Sumativa3medio, Modulo de Partes y Piezas MetalicasDocumento10 páginasGuia Sumativa3medio, Modulo de Partes y Piezas MetalicasRociiithoxxAún no hay calificaciones
- Hojas de Procesos para EditarDocumento2 páginasHojas de Procesos para EditarJESUSAún no hay calificaciones
- Temario Curso PLCDocumento3 páginasTemario Curso PLCMARCO2XXXAún no hay calificaciones
- Catalogo Metalurgia v181213Documento24 páginasCatalogo Metalurgia v181213Manuel Gonzalez TurizoAún no hay calificaciones
- 4 Tolerancias y AjustesDocumento16 páginas4 Tolerancias y AjustesSantiago Marti RodriguezAún no hay calificaciones
- Tolerancias y AjustesDocumento16 páginasTolerancias y AjustesCarlos GonzalesAún no hay calificaciones
- Trabajo Práctico N°6 - Ajuste y Tolerancia DimensionalDocumento10 páginasTrabajo Práctico N°6 - Ajuste y Tolerancia DimensionalCharly MonterosAún no hay calificaciones
- CálculoIncertidumbreMediciónDocumento31 páginasCálculoIncertidumbreMediciónYeslyn Andrea Duque Meneses100% (1)
- 31-1 FORJA1.ppsxDocumento55 páginas31-1 FORJA1.ppsxTomasAún no hay calificaciones
- TALADRADO UtnDocumento36 páginasTALADRADO UtnTomasAún no hay calificaciones
- Manual de Mantenimiento de Elevadores de CargaDocumento15 páginasManual de Mantenimiento de Elevadores de CargaBazan Antequera RuddyAún no hay calificaciones
- TALADRADO UtnDocumento36 páginasTALADRADO UtnTomasAún no hay calificaciones
- Sistema de identificación de insertos de torneadoDocumento66 páginasSistema de identificación de insertos de torneadojoaquinAún no hay calificaciones
- Problemas Resueltos de Tecnologia Mecnica1 PDFDocumento35 páginasProblemas Resueltos de Tecnologia Mecnica1 PDFWilson YucraAún no hay calificaciones
- Rodamientos de inserción-YAR 205-2FDocumento1 páginaRodamientos de inserción-YAR 205-2FTomasAún no hay calificaciones
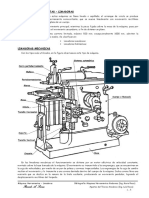
- Máquinas Herramientas - LimadorasDocumento5 páginasMáquinas Herramientas - LimadorasTomasAún no hay calificaciones
- Apuntes-Mecanica de Fluidos 2011Documento101 páginasApuntes-Mecanica de Fluidos 2011Julio Miguel Fernández PradoAún no hay calificaciones
- Apuntes de Neumatica FESTO PDFDocumento33 páginasApuntes de Neumatica FESTO PDFFabioDavidCulmaLizcanoAún no hay calificaciones
- Materiales para Álabes de TurbinasDocumento3 páginasMateriales para Álabes de TurbinasTomas100% (1)
- Apuntes de Neumatica FESTO PDFDocumento33 páginasApuntes de Neumatica FESTO PDFFabioDavidCulmaLizcanoAún no hay calificaciones
- Transductores: clasificación y principios de operaciónDocumento5 páginasTransductores: clasificación y principios de operaciónAntonio GuzmánAún no hay calificaciones
- Ejercicios de AplicaiònDocumento2 páginasEjercicios de AplicaiònNickolas ArroyoAún no hay calificaciones
- Laboratorio 3 - TRANSFORMADORES MONOFÁSICOS EN PARALELODocumento14 páginasLaboratorio 3 - TRANSFORMADORES MONOFÁSICOS EN PARALELOmaicol sumaranAún no hay calificaciones
- Actividad Interactiva M.a.S. Juan Ovalle 1 PDFDocumento8 páginasActividad Interactiva M.a.S. Juan Ovalle 1 PDFChristianAún no hay calificaciones
- Repaso - Procesos PC2Documento11 páginasRepaso - Procesos PC2Evelyn LeivaAún no hay calificaciones
- Caracteristicas de La Ley de FaradayDocumento4 páginasCaracteristicas de La Ley de FaradayArely YanetAún no hay calificaciones
- Formato Guía CienciasDocumento7 páginasFormato Guía CienciasScarlette Matus SilvaAún no hay calificaciones
- Fisica II Ingenieria Electronica 2009-II Word 2003Documento7 páginasFisica II Ingenieria Electronica 2009-II Word 2003franciscoAún no hay calificaciones
- Informe 2 Relacion de TransformadorDocumento5 páginasInforme 2 Relacion de TransformadorDaniel Diaz CastilloAún no hay calificaciones
- Diseno de Reservorio RectangularDocumento10 páginasDiseno de Reservorio RectangularYojan Kenedy Solis QuispeAún no hay calificaciones
- Fuente simétrica regulableDocumento15 páginasFuente simétrica regulableswaass06Aún no hay calificaciones
- Admisión Villarreal 2021: Repaso de razonamiento matemático (edades, móviles, relojesDocumento2 páginasAdmisión Villarreal 2021: Repaso de razonamiento matemático (edades, móviles, relojesJohana TovarAún no hay calificaciones
- Cuestionario - Ley Fed de Met. y Norm.Documento6 páginasCuestionario - Ley Fed de Met. y Norm.aldo vazquezAún no hay calificaciones
- Energía eléctrica: su importancia y tipos de corrienteDocumento76 páginasEnergía eléctrica: su importancia y tipos de corrienteJeremías Daniel Altamirano CastroAún no hay calificaciones
- Circuitos en serie: Comprobación de leyes de KirchhoffDocumento9 páginasCircuitos en serie: Comprobación de leyes de KirchhoffMarialex HernandezAún no hay calificaciones
- Grupo 11Documento9 páginasGrupo 11Frank LynxAún no hay calificaciones
- Repaso de FisicaDocumento5 páginasRepaso de FisicaGalilei Centro PreAún no hay calificaciones
- Trigonometria CuartoDocumento6 páginasTrigonometria CuartoShery Anadil Silupu OcañaAún no hay calificaciones
- El TermómetroDocumento2 páginasEl TermómetroAide Hernandez montielAún no hay calificaciones
- Cuestionario Montaje Uno Faltante y Montaje 2 AcabadoDocumento11 páginasCuestionario Montaje Uno Faltante y Montaje 2 AcabadoKevin Kevox DclAún no hay calificaciones
- Estimación puntual y por intervalos de la media y varianza de una muestra de datosDocumento17 páginasEstimación puntual y por intervalos de la media y varianza de una muestra de datosJhony GomezAún no hay calificaciones
- Practica Calificada Obras HidraulicasDocumento7 páginasPractica Calificada Obras HidraulicasEnrique Alberto Torres CachoAún no hay calificaciones
- QUÍMICA GENERAL - TEO - SEM-10 - SESIÓN-19 - 2022-2 - Disoluciones AcuosasDocumento40 páginasQUÍMICA GENERAL - TEO - SEM-10 - SESIÓN-19 - 2022-2 - Disoluciones Acuosasbrandon palominoAún no hay calificaciones
- Patricia - Ri@minatitlan - Tecnm.mx: Ecuación de Estado de Redlich - Kwong, Ley de Los Estados CorrespondientesDocumento1 páginaPatricia - Ri@minatitlan - Tecnm.mx: Ecuación de Estado de Redlich - Kwong, Ley de Los Estados CorrespondientesRicardo TorresAún no hay calificaciones
- Ficha Técnica Generador Ply30Documento10 páginasFicha Técnica Generador Ply30Kmilo NinhoAún no hay calificaciones
- 06 Cargas Por VientoDocumento47 páginas06 Cargas Por VientoWendy PulidoAún no hay calificaciones
- Práctica 1 - DiodoDocumento15 páginasPráctica 1 - DiodoJair Daniel Rios ValdovinosAún no hay calificaciones
- Informe Del Laboratorio n0 02 VenturimetroDocumento30 páginasInforme Del Laboratorio n0 02 VenturimetroHarold AranaAún no hay calificaciones
- Masa EfectivaDocumento3 páginasMasa Efectivajose ponchoAún no hay calificaciones
- Anexo 4 Informe para Certificacion 02 Puntos (Cañete)Documento25 páginasAnexo 4 Informe para Certificacion 02 Puntos (Cañete)Raul Araujo ZeladaAún no hay calificaciones