También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- AvellanadoDocumento4 páginasAvellanadoBrayan Auvert67% (3)
- Procesos de Manufactura GeneralDocumento293 páginasProcesos de Manufactura GeneraluriloweskiAún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Investigación Torneado Con Fresado y Fresado MultiejeDocumento52 páginasInvestigación Torneado Con Fresado y Fresado MultiejeJosé Luis Jaimes M.Aún no hay calificaciones
- Carrera de Mecánica Industria3Documento9 páginasCarrera de Mecánica Industria3ANGHELO ABEL AYALA GUAYASAMINAún no hay calificaciones
- Dispositivos de SujecionDocumento16 páginasDispositivos de SujecionAdrian Morales AraujoAún no hay calificaciones
- Tipos de TorneadoDocumento26 páginasTipos de TorneadoDaniel celestino villavaAún no hay calificaciones
- Procesos Mecánicos 2Documento17 páginasProcesos Mecánicos 2Cesar Manrrique ForeroAún no hay calificaciones
- Activida 2.3 DenisDocumento12 páginasActivida 2.3 Denisqueroordonez430Aún no hay calificaciones
- Partes Principales de Un TornoDocumento7 páginasPartes Principales de Un TornoanaAún no hay calificaciones
- Tipos de Cilindrado y Refrentado INTECAPDocumento5 páginasTipos de Cilindrado y Refrentado INTECAPMaJo ArchilaAún no hay calificaciones
- Cuestionario de TornoDocumento24 páginasCuestionario de TornoManuel Cervantes100% (2)
- 1conceptos de Operaciones Basicas y Complementarias de Un TornoDocumento9 páginas1conceptos de Operaciones Basicas y Complementarias de Un TornoLorenzo QuintanaAún no hay calificaciones
- REFRENTADODocumento3 páginasREFRENTADOAlex0% (1)
- Actividad 1 TornoDocumento3 páginasActividad 1 TornoGanador YTAún no hay calificaciones
- Operaciones Del TornoDocumento6 páginasOperaciones Del TornoCarlos Flores RodríguezAún no hay calificaciones
- Operaciones Del Torno - CompressDocumento6 páginasOperaciones Del Torno - CompressLuis Oscar Medina BaltazarAún no hay calificaciones
- Acople Transmisión de SierraDocumento9 páginasAcople Transmisión de SierraNicolle PinzónAún no hay calificaciones
- REFRENTADODocumento2 páginasREFRENTADOalex carvajal50% (2)
- Estudio de TecnologiaDocumento9 páginasEstudio de TecnologiaJulio Cesar Pedraza CéspedesAún no hay calificaciones
- Presentación Trabajo Mecanizado Fresa y TornoDocumento20 páginasPresentación Trabajo Mecanizado Fresa y TornoYOYMAR ANDRES HERRERA LOPEZAún no hay calificaciones
- Operaciones Del TornoDocumento8 páginasOperaciones Del TornoAlex VarasAún no hay calificaciones
- Operaciones en El TornoDocumento10 páginasOperaciones en El TornoAuri GraceAún no hay calificaciones
- Principales Operaciones de MaquinadoDocumento10 páginasPrincipales Operaciones de MaquinadoNAPOLE�N MARCIAL RAMOSAún no hay calificaciones
- CALCULOSDocumento12 páginasCALCULOSJair QuirozAún no hay calificaciones
- Operaciones de MaquinadoDocumento16 páginasOperaciones de Maquinadoeduards moreno contrerasAún no hay calificaciones
- Sesión 7Documento25 páginasSesión 7Romelio GrandezAún no hay calificaciones
- Guia 6Documento26 páginasGuia 6StephanieCajánAún no hay calificaciones
- Guia 2Documento9 páginasGuia 2MORENO IZA LIZANDRO ADONISAún no hay calificaciones
- 9b. - OPERACIONES DE TORNEADODocumento13 páginas9b. - OPERACIONES DE TORNEADOGabriel Omar Bautista SangaAún no hay calificaciones
- Capitulo 23 Torneado y Produccion de OrificiosDocumento4 páginasCapitulo 23 Torneado y Produccion de Orificiosuriel barradas0% (1)
- Investigacion 1Documento6 páginasInvestigacion 1Diego NepomucenoAún no hay calificaciones
- MANUFACTURA AVANZADA (Ventajas y Desventajas CNC)Documento13 páginasMANUFACTURA AVANZADA (Ventajas y Desventajas CNC)Jose Antonio Tapia AlmazanAún no hay calificaciones
- Manual de Torno 1Documento15 páginasManual de Torno 1Jimmy OscarAún no hay calificaciones
- TornoDocumento19 páginasTornoAnonymous SymArOhAún no hay calificaciones
- Guía 07 Fresado y Torneado ConvencionalDocumento9 páginasGuía 07 Fresado y Torneado ConvencionalJuan Carlos GomezAún no hay calificaciones
- Lectura 06 Operaciones de MaquinadoDocumento72 páginasLectura 06 Operaciones de MaquinadoLuis ChicomaAún no hay calificaciones
- Operaciones en El TornoDocumento7 páginasOperaciones en El TornoYerson MedinaAún no hay calificaciones
- Informe TorneadoDocumento31 páginasInforme TorneadoFreddy Ayala100% (1)
- Silva Paul Resumen FresadoDocumento8 páginasSilva Paul Resumen Fresadopaul edvaldo silva ayalaAún no hay calificaciones
- Practica TornoDocumento9 páginasPractica TornoCarlos GutiérrezAún no hay calificaciones
- Maquinado Por Arranque de VirutaDocumento8 páginasMaquinado Por Arranque de VirutaNelson MendozaAún no hay calificaciones
- Informe7-9 TorneadoDocumento33 páginasInforme7-9 TorneadoLuis Fernando Arias33% (3)
- Investigacion Mecanica IndustrialDocumento23 páginasInvestigacion Mecanica IndustrialJorge MendezAún no hay calificaciones
- Guia 6Documento4 páginasGuia 6Tony TorresAún no hay calificaciones
- Procesos de Maquinado de Formas Redondas Equipo 3Documento34 páginasProcesos de Maquinado de Formas Redondas Equipo 3sarigerAún no hay calificaciones
- Informe de Torno Universidad Politecnica SalesianaDocumento17 páginasInforme de Torno Universidad Politecnica SalesianaSaul LemaAún no hay calificaciones
- Operaciones en El TornoDocumento12 páginasOperaciones en El TornoRicardo Vash Lázaro100% (1)
- Info TornoDocumento4 páginasInfo Tornoluz mariAún no hay calificaciones
- Fabricacion de Piezas 1 Arbol de LevasDocumento5 páginasFabricacion de Piezas 1 Arbol de LevasFelipe GuzmanAún no hay calificaciones
- Tecnología de Las Máquinas HerramientasDocumento44 páginasTecnología de Las Máquinas HerramientasSteven100% (1)
- Practica 1 - TornoDocumento9 páginasPractica 1 - TornoJafet garcia100% (2)
- Operaciones TornoDocumento23 páginasOperaciones TornoIvanOvalle30% (1)
- Torneado BasicoDocumento24 páginasTorneado BasicoJames Caicedo JiménezAún no hay calificaciones
- Tecnologia Proyecto Del TornoDocumento13 páginasTecnologia Proyecto Del Tornonelzon100% (1)
- Tornería Autor Lautaro RegisDocumento18 páginasTornería Autor Lautaro RegisCristal MuranoAún no hay calificaciones
- Torno Paralelo 1Documento13 páginasTorno Paralelo 1GUILLERMO FERNANDEZ VILLAMIZAR100% (1)
- Examen 3 Corte Procesos de ManufacturaDocumento3 páginasExamen 3 Corte Procesos de ManufacturaMariana MadridAún no hay calificaciones
- Actividad 3Documento10 páginasActividad 3Caterlin Del Carmen BENAVIDEZ GALANAún no hay calificaciones
- Presentación Billete 100Documento24 páginasPresentación Billete 100JuvasplaymanytAún no hay calificaciones
- Planeación ESPAÑOLDocumento23 páginasPlaneación ESPAÑOLjesus eduardoAún no hay calificaciones
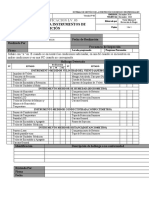
- LV-03 Lista Verificacion Instrumentos de MedicionDocumento1 páginaLV-03 Lista Verificacion Instrumentos de MedicionFabian FloresAún no hay calificaciones
- Balance Social Gri ReseniaDocumento4 páginasBalance Social Gri ReseniaPaula FioriAún no hay calificaciones
- Examen de Distribucion PDFDocumento2 páginasExamen de Distribucion PDFAnthony Gastañadui GutierrezAún no hay calificaciones
- 4 Informe de Laboratorio - Dogma Central de La Biología Molecular y Secuencia NucleótidaDocumento12 páginas4 Informe de Laboratorio - Dogma Central de La Biología Molecular y Secuencia NucleótidaAndrews DiestraAún no hay calificaciones
- Ficha 3 Zonas ClimaticasDocumento5 páginasFicha 3 Zonas Climaticaspaula lunaAún no hay calificaciones
- Biologia 3.Documento11 páginasBiologia 3.Yajaira SolisAún no hay calificaciones
- Decreto 91/2022Documento7 páginasDecreto 91/2022El LitoralAún no hay calificaciones
- Brochure SikaFloor®-PurCem®Documento8 páginasBrochure SikaFloor®-PurCem®Aaron Jhonatan Figueroa RodriguezAún no hay calificaciones
- Tablas para Ajustes y ToleranciasDocumento12 páginasTablas para Ajustes y Toleranciasleonel fernandezAún no hay calificaciones
- Política y Subjetividad. Lidia Fernández.Documento23 páginasPolítica y Subjetividad. Lidia Fernández.AndreyG.VeraAún no hay calificaciones
- El Camino Del Libertario (Javier Milei)Documento327 páginasEl Camino Del Libertario (Javier Milei)GustavoLacroix80% (20)
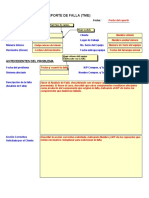
- Reporte de Falla - GarantiaDocumento5 páginasReporte de Falla - GarantiaWladimir Franz Rodríguez SaloméAún no hay calificaciones
- El Budín Esponjoso - Hebe UhartDocumento3 páginasEl Budín Esponjoso - Hebe UhartSebastian DíazAún no hay calificaciones
- Gravedad y Peso ActividadDocumento11 páginasGravedad y Peso ActividadmichaelAún no hay calificaciones
- Informe de Practica de CafeDocumento15 páginasInforme de Practica de CafeSERGIO ALBERTO CAMPOS VELASCOAún no hay calificaciones
- Analisis Del Fallo CSJ-PS-Genesis AndinoDocumento21 páginasAnalisis Del Fallo CSJ-PS-Genesis AndinoGénesis Andino100% (2)
- Tipos de La Desigualdad SocialDocumento2 páginasTipos de La Desigualdad SocialTania Estefany86% (7)
- Nanotecnologia en El AceroDocumento20 páginasNanotecnologia en El AceroerickferbAún no hay calificaciones
- Examen Final CapacitacionDocumento2 páginasExamen Final CapacitacionFelipe Lesmes CorreaAún no hay calificaciones
- 02 REINTERPRETACION GENERO TEMA ICONOG X 1 PDFDocumento112 páginas02 REINTERPRETACION GENERO TEMA ICONOG X 1 PDFBibix AltamarAún no hay calificaciones
- Clase 1 Introduccion A La Gastronomia Historia y Evolucion de La Cocina Terminos y Principios Basicos de La GastronomiaDocumento20 páginasClase 1 Introduccion A La Gastronomia Historia y Evolucion de La Cocina Terminos y Principios Basicos de La GastronomiaMafer Zaid25% (4)
- Calendario Manejo OvinoDocumento4 páginasCalendario Manejo OvinoDaniela Ocaña100% (2)
- Nutricion e HigieneDocumento4 páginasNutricion e HigieneYazmilda DiazAún no hay calificaciones
- Manual de Consolidacion A Personal Laboral Fijo en CorreosDocumento618 páginasManual de Consolidacion A Personal Laboral Fijo en CorreosMuscupiesquiAún no hay calificaciones
- Laboratorio-1. MedicionesDocumento9 páginasLaboratorio-1. MedicionesCarlos Lara B.Aún no hay calificaciones
- Anamnesis y Catamnesis (4 Sesion)Documento11 páginasAnamnesis y Catamnesis (4 Sesion)Cristina Espinosa0% (1)
- Examen Contabilidad Financiera Unid 3Documento7 páginasExamen Contabilidad Financiera Unid 3julian5ruiz-10Aún no hay calificaciones