También podría gustarte
- LEAN SIX SIGMA YELLOW BELT: Manual de certificaciónDe EverandLEAN SIX SIGMA YELLOW BELT: Manual de certificaciónCalificación: 5 de 5 estrellas5/5 (1)
- El método Seis Sigma: Mejore los resultados de su negocioDe EverandEl método Seis Sigma: Mejore los resultados de su negocioCalificación: 4 de 5 estrellas4/5 (24)
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalDe EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalCalificación: 5 de 5 estrellas5/5 (4)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Perkins Series 1100cDocumento24 páginasPerkins Series 1100cReagrinca VentasAún no hay calificaciones
- Simulación de sistemas discretos: Un enfoque industrialDe EverandSimulación de sistemas discretos: Un enfoque industrialCalificación: 4 de 5 estrellas4/5 (1)
- Tarea III Parcial - Control de La CalidadDocumento14 páginasTarea III Parcial - Control de La CalidadChristian Lopez100% (2)
- Ejercicios Herramientas de La CalidadDocumento6 páginasEjercicios Herramientas de La CalidadDaniél CárdenasAún no hay calificaciones
- Control Estadístico de Calidad - Práctica 4Documento7 páginasControl Estadístico de Calidad - Práctica 4Oliver Oscar100% (1)
- 291 2 Cambio Automatico 09gpdf3948 111007122347 Phpapp02 PDFDocumento50 páginas291 2 Cambio Automatico 09gpdf3948 111007122347 Phpapp02 PDFLore CJ100% (2)
- Econometría I: manual de Eviews: Estimulación de un modelo de exportaciónDe EverandEconometría I: manual de Eviews: Estimulación de un modelo de exportaciónAún no hay calificaciones
- Ejemplos de Most CompletosDocumento15 páginasEjemplos de Most CompletosSonicGamer 01Aún no hay calificaciones
- Ejemplos de Most CompletosDocumento15 páginasEjemplos de Most CompletosSonicGamer 01Aún no hay calificaciones
- Ejercicios Condecal - X-RDocumento20 páginasEjercicios Condecal - X-RKike Manotas100% (5)
- Cartas ControlDocumento24 páginasCartas ControlLorena Martinez0% (1)
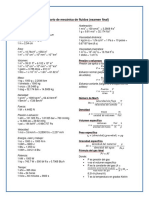
- Formulario Final de Mecanica de FluidosDocumento8 páginasFormulario Final de Mecanica de FluidosWilder Vargas50% (2)
- Etkin J - Gestion de La Complejidad en Las OrganizacionesDocumento13 páginasEtkin J - Gestion de La Complejidad en Las Organizacionesgabriel_cerutti1260100% (1)
- Asignacion 1Documento19 páginasAsignacion 1Laura Massiel Paulino RodriguezAún no hay calificaciones
- Tarea Sobre Gráficos de Control para AtributosDocumento12 páginasTarea Sobre Gráficos de Control para AtributosJohan Oyoque50% (2)
- Semana 3 CepreunaDocumento6 páginasSemana 3 CepreunamedicarvicramAún no hay calificaciones
- Caso Practico U2Documento8 páginasCaso Practico U2Omar De Jesús Martínez100% (1)
- Clases Control Estadistico de Procesos - 2ºPRACTDocumento5 páginasClases Control Estadistico de Procesos - 2ºPRACTMartin Mendoza Leon0% (1)
- Tarea III ParcialDocumento20 páginasTarea III ParcialKevin Zelaya100% (3)
- Taller de Conceptos de Estadisticos 1Documento8 páginasTaller de Conceptos de Estadisticos 1Alejandro QuinteroAún no hay calificaciones
- Introducción Al SPCDocumento21 páginasIntroducción Al SPCAlstar Lozoya100% (3)
- Ejercicios de Modapts Ejemplos de TareaDocumento8 páginasEjercicios de Modapts Ejemplos de TareaSonicGamer 01Aún no hay calificaciones
- Ejercicios de Aplicación N°5 - VF - CapacidDocumento2 páginasEjercicios de Aplicación N°5 - VF - Capaciddavid vidalAún no hay calificaciones
- Actividad 2.2 Cec2017a D - 1Documento5 páginasActividad 2.2 Cec2017a D - 1Martha L Pv RAún no hay calificaciones
- Guia Practica 6 Control CalidadDocumento2 páginasGuia Practica 6 Control CalidadYerson Villegas ZuñigaAún no hay calificaciones
- TP #6 - Indice de Capacidad Del ProcesoDocumento5 páginasTP #6 - Indice de Capacidad Del ProcesoLuis Alfredo FaundesAún no hay calificaciones
- Ejercicios Cap 5 Part 1Documento11 páginasEjercicios Cap 5 Part 1Yosely Roble'sAún no hay calificaciones
- Capítulo 6.docx Tarea de Calidad3Documento19 páginasCapítulo 6.docx Tarea de Calidad3Yury EscobarAún no hay calificaciones
- Segundo Examen Parcial Pia 800Documento1 páginaSegundo Examen Parcial Pia 800German ChoqueAún no hay calificaciones
- Problemario 1Documento2 páginasProblemario 1XDMILS martinez100% (1)
- Actividad Semana11Documento2 páginasActividad Semana11Peter PootAún no hay calificaciones
- Ejercicios Cap. 5 y 7Documento3 páginasEjercicios Cap. 5 y 7juanAún no hay calificaciones
- Preguntas Tipo Examen Propuestas Por El Equipo-1Documento7 páginasPreguntas Tipo Examen Propuestas Por El Equipo-1Andrea FernandezAún no hay calificaciones
- Informe de Calidad en Una PapeleraDocumento22 páginasInforme de Calidad en Una PapeleraGianmarco OrtizAún no hay calificaciones
- CONTROL ESTADÍSTICO DE PROCESOS - EjerciciosDocumento5 páginasCONTROL ESTADÍSTICO DE PROCESOS - EjerciciosJesus Segura EscutiaAún no hay calificaciones
- Tarea Final, Control de Calidad, Juan CastroDocumento13 páginasTarea Final, Control de Calidad, Juan CastroJD CastroAún no hay calificaciones
- Como Es Menor Que UnoDocumento7 páginasComo Es Menor Que UnoMarcelo Chino MuñozAún no hay calificaciones
- Actividad 2.3Documento8 páginasActividad 2.3Sara Lizbeth Escobedo LunaAún no hay calificaciones
- Tarea Iii ParcialDocumento16 páginasTarea Iii ParcialNeiry AceitunoAún no hay calificaciones
- Tarea Final Practica Controles IndustrialesDocumento4 páginasTarea Final Practica Controles IndustrialesgelarzAún no hay calificaciones
- S9-Tarea 3Documento14 páginasS9-Tarea 3Alanx YepezAún no hay calificaciones
- Universidad Tecnológica de Honduras 2Documento11 páginasUniversidad Tecnológica de Honduras 2Mari GaloAún no hay calificaciones
- Caso Costos de No Calidad No ResueltoDocumento34 páginasCaso Costos de No Calidad No ResueltoHAROLD DANIEL AYBAR HUAMANAún no hay calificaciones
- 2021 04 15 23 56 48 201610110586 Universidad-Tecnologica-de-HondurasDocumento11 páginas2021 04 15 23 56 48 201610110586 Universidad-Tecnologica-de-HondurasMari GaloAún no hay calificaciones
- Controlde CalidadDocumento7 páginasControlde CalidadSarahiAún no hay calificaciones
- Tarea III Parcial - 3-3Documento17 páginasTarea III Parcial - 3-3adriana zelayaAún no hay calificaciones
- Resolución Ejercicio1Documento90 páginasResolución Ejercicio1CARLOS JOAQUIN MOSCOSO DURAZNOAún no hay calificaciones
- Practica Control de CalidadDocumento3 páginasPractica Control de Calidadcarlos polo alzaAún no hay calificaciones
- 3.4 Capacidad de ProcesosDocumento48 páginas3.4 Capacidad de Procesosred_water92Aún no hay calificaciones
- Problemas SPCDocumento5 páginasProblemas SPCLina Marcela CorreaAún no hay calificaciones
- Ejercicio de SimulacionnnDocumento9 páginasEjercicio de SimulacionnnalfredoAún no hay calificaciones
- Tarea IDocumento3 páginasTarea Icarolina vizuelaAún no hay calificaciones
- Carolina Medina Evaluacion#02Documento9 páginasCarolina Medina Evaluacion#02Carolina MedinaAún no hay calificaciones
- Control Calidad - Unidad 2 - 04 Indices de Capacidad, Métricas 6 Sigma y Análisis de Tolerancias - EjerciciosDocumento6 páginasControl Calidad - Unidad 2 - 04 Indices de Capacidad, Métricas 6 Sigma y Análisis de Tolerancias - EjerciciosYaressiDiaz0% (1)
- Solución Caso Practico #3Documento8 páginasSolución Caso Practico #3Carlos MartinezAún no hay calificaciones
- Estadisitica SuavizamientoDocumento9 páginasEstadisitica SuavizamientoAlejandro De la RosaAún no hay calificaciones
- Taller Guiado 2024Documento1 páginaTaller Guiado 2024Lalo ObrFarAún no hay calificaciones
- ARVELO Ejercicios de Cap 5 y 7Documento3 páginasARVELO Ejercicios de Cap 5 y 7SaryGironAún no hay calificaciones
- Primer Ejercicio PortafolioDocumento14 páginasPrimer Ejercicio Portafolioae_oliveraAún no hay calificaciones
- Taller 2Documento5 páginasTaller 2Jesus Arturo Mercado GutierrezAún no hay calificaciones
- Control D CalidadDocumento13 páginasControl D CalidadIsaac GutierrezAún no hay calificaciones
- Control Estadístico de ProcesoDocumento13 páginasControl Estadístico de ProcesoH Louis Acuña0% (1)
- Problemas MinitabDocumento11 páginasProblemas MinitabMontserrat SotoAún no hay calificaciones
- Tabla SigmaDocumento11 páginasTabla SigmaCHRISTHIANNE VANNESSA HERNANDEZ SANCHEZAún no hay calificaciones
- Resumen Capitulo 8Documento9 páginasResumen Capitulo 8SonicGamer 01Aún no hay calificaciones
- UntitledDocumento20 páginasUntitledSonicGamer 01Aún no hay calificaciones
- Ejercicios Control Estadistico 1Documento3 páginasEjercicios Control Estadistico 1SonicGamer 01Aún no hay calificaciones
- Resumen Capitulo 10Documento7 páginasResumen Capitulo 10SonicGamer 01Aún no hay calificaciones
- Resumen Capitulo 5Documento14 páginasResumen Capitulo 5SonicGamer 01Aún no hay calificaciones
- UntitledDocumento20 páginasUntitledSonicGamer 01Aún no hay calificaciones
- Ejercicios 12-12 Hasta 12-17 Equipo 10Documento17 páginasEjercicios 12-12 Hasta 12-17 Equipo 10SonicGamer 01Aún no hay calificaciones
- Ejercicios de Most de F y LDocumento1 páginaEjercicios de Most de F y LSonicGamer 01Aún no hay calificaciones
- Actividad 3.1 EjerciciosDocumento4 páginasActividad 3.1 EjerciciosSonicGamer 01Aún no hay calificaciones
- Charla Tasa de Rendimiento 2Documento34 páginasCharla Tasa de Rendimiento 2'Eingelle DenisseAún no hay calificaciones
- Ejemplo Del Modapts (Autoguardado)Documento5 páginasEjemplo Del Modapts (Autoguardado)SonicGamer 01Aún no hay calificaciones
- Practica de Most LamparaDocumento15 páginasPractica de Most LamparaSonicGamer 01Aún no hay calificaciones
- Ejemplos para MostDocumento3 páginasEjemplos para MostSonicGamer 01Aún no hay calificaciones
- Actividad Completa de Uso de HerramientasDocumento11 páginasActividad Completa de Uso de HerramientasSonicGamer 01Aún no hay calificaciones
- Ejemplo Del Modapts (Autoguardado)Documento5 páginasEjemplo Del Modapts (Autoguardado)SonicGamer 01Aún no hay calificaciones
- Actividad Completa de Uso de HerramientasDocumento14 páginasActividad Completa de Uso de HerramientasSonicGamer 01Aún no hay calificaciones
- Ejercicios de Most de F y LDocumento1 páginaEjercicios de Most de F y LSonicGamer 01Aún no hay calificaciones
- 10 Ejemplos de Most CompletoDocumento5 páginas10 Ejemplos de Most CompletoSonicGamer 01Aún no hay calificaciones
- Ejercicios de Modapts Ejemplos de TareaDocumento8 páginasEjercicios de Modapts Ejemplos de TareaSonicGamer 01Aún no hay calificaciones
- Ejercicios de Most de F y L y Todos Los Demas CompletosDocumento7 páginasEjercicios de Most de F y L y Todos Los Demas CompletosSonicGamer 01Aún no hay calificaciones
- Practica de Most LamparaDocumento15 páginasPractica de Most LamparaSonicGamer 01Aún no hay calificaciones
- Ejemplos para MostDocumento3 páginasEjemplos para MostSonicGamer 01Aún no hay calificaciones
- Actividad Completa de Uso de HerramientasDocumento14 páginasActividad Completa de Uso de HerramientasSonicGamer 01Aún no hay calificaciones
- Desarrollo de Temas Mercadotecnia Luis Alvaro Villavicencio RodriguezDocumento10 páginasDesarrollo de Temas Mercadotecnia Luis Alvaro Villavicencio RodriguezSonicGamer 01Aún no hay calificaciones
- Actividad Completa de Uso de HerramientasDocumento14 páginasActividad Completa de Uso de HerramientasSonicGamer 01Aún no hay calificaciones
- Tarea 4 TQMDocumento8 páginasTarea 4 TQMSonicGamer 01Aún no hay calificaciones
- Informe - Final Aceros Al CarbonoDocumento55 páginasInforme - Final Aceros Al CarbonoFreddy Rinaldi Mantilla TelloAún no hay calificaciones
- 1Documento3 páginas1nicoleAún no hay calificaciones
- Rubrica de Participación de La Universidad Tecnológica Del PerúDocumento2 páginasRubrica de Participación de La Universidad Tecnológica Del PerúSam SoldevillaAún no hay calificaciones
- TP1 - Norma IEEE-754Documento5 páginasTP1 - Norma IEEE-754Juani LezcanoAún no hay calificaciones
- CibergrafíaDocumento6 páginasCibergrafíaDianaReyesMorenoAún no hay calificaciones
- 1 Catálogo Pila - Velax 2020Documento7 páginas1 Catálogo Pila - Velax 2020JC HernandezAún no hay calificaciones
- Plan de Diagnóstico Eléctrico en 6 Pasos - Parte 2 - Encendido ElectronicoDocumento6 páginasPlan de Diagnóstico Eléctrico en 6 Pasos - Parte 2 - Encendido ElectronicocjtrybiecAún no hay calificaciones
- Nuevos Colonialismos Del CapitalDocumento11 páginasNuevos Colonialismos Del CapitalOscar CabreraAún no hay calificaciones
- Que Es Subdivision de Un TerrenoDocumento3 páginasQue Es Subdivision de Un TerrenoMaria Claudia Mendieta NuñezAún no hay calificaciones
- Resumen La Sociedad CooperativaDocumento2 páginasResumen La Sociedad Cooperativajazminvasq0% (2)
- Guias de RemisionDocumento7 páginasGuias de RemisionYonny LizarragaAún no hay calificaciones
- Examen Final MS - Project 2016-2Documento8 páginasExamen Final MS - Project 2016-2adier trejoAún no hay calificaciones
- Manual EtlDocumento31 páginasManual EtlTecsloAún no hay calificaciones
- Revit EstructuralDocumento21 páginasRevit EstructuralFabriciio JamiiAún no hay calificaciones
- PROYECTO Quioscos Uripa 54182Documento51 páginasPROYECTO Quioscos Uripa 54182Granja AlfaritosAún no hay calificaciones
- Alvarado Chavez Joel Eliseo: RUC 10762293868 Factura ElectrónicaDocumento1 páginaAlvarado Chavez Joel Eliseo: RUC 10762293868 Factura ElectrónicaEliseo Alvarado chavezAún no hay calificaciones
- GSV 1595 Impresora MX722 Mb2546-Ivda SRL 02-08-2022Documento3 páginasGSV 1595 Impresora MX722 Mb2546-Ivda SRL 02-08-2022Basil GelsoAún no hay calificaciones
- Corrigenda Aea 92606Documento3 páginasCorrigenda Aea 92606Javier PasayoAún no hay calificaciones
- Ordenamiento Territorial de La Region de CuscoDocumento123 páginasOrdenamiento Territorial de La Region de CuscoDavid Espinoza100% (1)
- Cuadro Comparativo de Los Componentes de La Administraciòn EducativaDocumento8 páginasCuadro Comparativo de Los Componentes de La Administraciòn EducativaYareny Andrely Chacon BracamonteAún no hay calificaciones
- ACTIVIDAD 5 Plantas IndustrialesDocumento4 páginasACTIVIDAD 5 Plantas IndustrialesCamilo Dominguez100% (1)
- Bedding Cat PDFDocumento228 páginasBedding Cat PDFanon_832331554Aún no hay calificaciones
- Resurgimiento de La Teoría NeoclásicaDocumento1 páginaResurgimiento de La Teoría NeoclásicaAnjherloy Lotab100% (1)
- Ejercicios Estadistica y ProbabilidadesDocumento4 páginasEjercicios Estadistica y ProbabilidadesJonathan Neyra CarcasiAún no hay calificaciones