También podría gustarte
- Quick KaizenDocumento17 páginasQuick KaizenmauroenriquecastillodeleonAún no hay calificaciones
- Mejora enfocada capacitación proyecto paso 2 estándaresDocumento27 páginasMejora enfocada capacitación proyecto paso 2 estándaresJuan Carlos Hurtado ParejaAún no hay calificaciones
- WCM ProyectoDocumento11 páginasWCM Proyectoedgar hernadezAún no hay calificaciones
- LoromiDocumento192 páginasLoromiLuis CFAún no hay calificaciones
- Modelo TPM Universidades RevisionDocumento213 páginasModelo TPM Universidades RevisionLuis Miguel Anaya QuintanaAún no hay calificaciones
- Optimizacion de Invent A Rio de RepuestosDocumento35 páginasOptimizacion de Invent A Rio de Repuestosjan141071100% (1)
- 1.PM Step 5Documento24 páginas1.PM Step 5Rodrigo ortegaAún no hay calificaciones
- Sesión 8 Manuales Administrativos Parte 2 - 2022 IIDocumento40 páginasSesión 8 Manuales Administrativos Parte 2 - 2022 IIENZO CABOS sanchez100% (1)
- TPM FI Overview Parte IDocumento21 páginasTPM FI Overview Parte IJuan Carlos Hurtado ParejaAún no hay calificaciones
- 8.sistemas AndonDocumento22 páginas8.sistemas AndonAileen Paolita Cortez MamaniAún no hay calificaciones
- Capacitación Pilar Mejora EnfocadaDocumento19 páginasCapacitación Pilar Mejora Enfocadamauricio39100% (1)
- 054 Formato Auditoria Kaizen y Quick KaizenDocumento2 páginas054 Formato Auditoria Kaizen y Quick KaizenAna OrtizAún no hay calificaciones
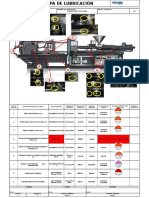
- Mapas de LubricacionDocumento14 páginasMapas de LubricacionJainer Antonio Cera Mercado100% (1)
- 3 Lean Six Sigma Day 3 Unidad 6 Justo A Tiempo Pokayoke Pag. 33 2019-2Documento81 páginas3 Lean Six Sigma Day 3 Unidad 6 Justo A Tiempo Pokayoke Pag. 33 2019-2joel alvarezAún no hay calificaciones
- Manual de Contratista Version 5Documento65 páginasManual de Contratista Version 5Joe JoeAún no hay calificaciones
- ABINBEV Reglamento Interno ContratistasDocumento8 páginasABINBEV Reglamento Interno ContratistasfjdllsdfAún no hay calificaciones
- Paso 4 de MADocumento22 páginasPaso 4 de MAMarcos CasañasAún no hay calificaciones
- Medición Del OEE en La Industria de Autopartes PDFDocumento7 páginasMedición Del OEE en La Industria de Autopartes PDFIsmael Romero BeltranAún no hay calificaciones
- Ejemplo Reporte A3 - DERCODocumento14 páginasEjemplo Reporte A3 - DERCOJohn Francisco Murrugarra ZuñigaAún no hay calificaciones
- Amfe ProductoDocumento3 páginasAmfe ProductoJefry Patiño AlvaradoAún no hay calificaciones
- Estandar ColpaDocumento28 páginasEstandar ColpaEvitelio Cieza CuevaAún no hay calificaciones
- Introducción A TPM DQM. 25-11-2015Documento42 páginasIntroducción A TPM DQM. 25-11-2015comienzo2013Aún no hay calificaciones
- Mantenimiento de CalidadDocumento34 páginasMantenimiento de Calidadelian112Aún no hay calificaciones
- Entrenamiento de PM Paso 0Documento49 páginasEntrenamiento de PM Paso 0Rene RodriguezAún no hay calificaciones
- Desarrollo Del TPM PasosDocumento3 páginasDesarrollo Del TPM PasosHans Andersson Salvatierra MauricioAún no hay calificaciones
- Mejoras EnfocadasDocumento59 páginasMejoras EnfocadasEDER ALEXI ILLERA QUINTERO100% (1)
- 026 Auditoria Del Grupo de MejoraDocumento3 páginas026 Auditoria Del Grupo de MejoraNayda Hernández100% (1)
- Acuerdo de Calidad ESDocumento2 páginasAcuerdo de Calidad ESHUBERTH RENEE GARCIA PAIVAAún no hay calificaciones
- 10investigaciòn Sobre El Mantenimiento TotalDocumento26 páginas10investigaciòn Sobre El Mantenimiento TotalFélix Espinoza GaliciaAún no hay calificaciones
- RM 082-2013-TR Aprueban El Sistema Simplificado de Registros Del SGSST para MYPES PDFDocumento2 páginasRM 082-2013-TR Aprueban El Sistema Simplificado de Registros Del SGSST para MYPES PDFVH OsoploAún no hay calificaciones
- Mantenimiento Total CursoDocumento3 páginasMantenimiento Total CursoHanover PedroAún no hay calificaciones
- Revista Predictiva 21 Edicion 12 PDFDocumento64 páginasRevista Predictiva 21 Edicion 12 PDFAnonymous PVXBGg9TAún no hay calificaciones
- Presentación IL6S Operational Excellence UADEDocumento47 páginasPresentación IL6S Operational Excellence UADEMiguelAngel100% (2)
- Clase 2b LeanDocumento119 páginasClase 2b LeanEdwards Infante ArellanoAún no hay calificaciones
- Optimiza la efectividad global de los equipos con el OEEDocumento31 páginasOptimiza la efectividad global de los equipos con el OEEAnonymous QkNHoDOAún no hay calificaciones
- Las 5s PropuestaDocumento19 páginasLas 5s PropuestaLuis Lobos BelloAún no hay calificaciones
- Indicadores de mantenimiento para mejorar la disponibilidad y reducir costosDocumento11 páginasIndicadores de mantenimiento para mejorar la disponibilidad y reducir costosMaydeleine Sharlotte Rodríguez RojasAún no hay calificaciones
- VSM y Lean SigmaDocumento51 páginasVSM y Lean SigmaJulian Andres Osorio LopezAún no hay calificaciones
- 2 Gerenciamiento Diario JungDocumento66 páginas2 Gerenciamiento Diario JungJuam Lechuga100% (1)
- Matriz QADocumento2 páginasMatriz QAAurelio SalinasAún no hay calificaciones
- Trabajo de Mejora IDocumento29 páginasTrabajo de Mejora IJuleysi LuceroAún no hay calificaciones
- TPM PaperDocumento6 páginasTPM Paperßräyän Nðnð FichüAún no hay calificaciones
- Pucp 16 Hrs Presentacion 5s v2Documento73 páginasPucp 16 Hrs Presentacion 5s v2José Luis Narciso BrañezAún no hay calificaciones
- Nueva Medicion OEEDocumento20 páginasNueva Medicion OEEWilliam Enrique Blanco BalzaAún no hay calificaciones
- S10.s1-Material Plantilla Resuelta BSC-yaconDocumento9 páginasS10.s1-Material Plantilla Resuelta BSC-yaconLorena Rodriguez LozaAún no hay calificaciones
- 054 Formato Auditoria Kaizen y Quick KaizenDocumento14 páginas054 Formato Auditoria Kaizen y Quick KaizenClaudia ChávezAún no hay calificaciones
- Criterios AMFE PROCESO ProdDocumento1 páginaCriterios AMFE PROCESO Prodjorge mormarAún no hay calificaciones
- Formato Iper - Asistente ContableDocumento2 páginasFormato Iper - Asistente Contablegerardo pinto chongAún no hay calificaciones
- Programa 5 S'Documento42 páginasPrograma 5 S'jose.deleon.starion100% (1)
- Modulo 2 Gestion Integrada de La Cadena de ValorDocumento66 páginasModulo 2 Gestion Integrada de La Cadena de ValorCristobal Reyes Sierra0% (1)
- Rcm2 NuevoDocumento33 páginasRcm2 Nuevoelvis osorio100% (1)
- Auditoria de MantenimientoDocumento6 páginasAuditoria de MantenimientoFrancisco Orozco ValdesAún no hay calificaciones
- SMED optimiza cambios de producciónDocumento5 páginasSMED optimiza cambios de producciónJULIO CESAR PEREZ QUINTANAR100% (1)
- Gestión mejora continua 7 pasosDocumento72 páginasGestión mejora continua 7 pasosMaria Santos oportoAún no hay calificaciones
- Implantación TPM línea pintura fábrica vehículosDocumento213 páginasImplantación TPM línea pintura fábrica vehículosYovas GraffAún no hay calificaciones
- Mantenimiento productivo total TPMDocumento61 páginasMantenimiento productivo total TPMMayckAún no hay calificaciones
- Conferencia OEEDocumento23 páginasConferencia OEEcromero1964Aún no hay calificaciones
- Lean Six Sigma Green Belt: © Instituto para La Calidad - PUCP 2017. Todos Los Derechos ReservadosDocumento66 páginasLean Six Sigma Green Belt: © Instituto para La Calidad - PUCP 2017. Todos Los Derechos ReservadosFidel TrujilloAún no hay calificaciones
- OEE Overall Equipment Effectiveness: OEE Calidad X Eficiencia X DisponibilidadDocumento4 páginasOEE Overall Equipment Effectiveness: OEE Calidad X Eficiencia X DisponibilidadLuis Angel Sosa JuarezAún no hay calificaciones
- TPM - Mantenimiento AutonomoDocumento9 páginasTPM - Mantenimiento Autonomogiancarlo quispeAún no hay calificaciones
- t1 TPM Mantenimiento Autonomo GrupalDocumento10 páginast1 TPM Mantenimiento Autonomo Grupalgiancarlo quispeAún no hay calificaciones
- TPM - Mantenimiento AutonomoDocumento9 páginasTPM - Mantenimiento Autonomogiancarlo quispeAún no hay calificaciones
- Laboratorio 4 - Quispe Serrano Giancarlos ChrisDocumento2 páginasLaboratorio 4 - Quispe Serrano Giancarlos Chrisgiancarlo quispeAún no hay calificaciones
- Motivación personal y laboral enDocumento26 páginasMotivación personal y laboral engiancarlo quispeAún no hay calificaciones
- Evaluación T1 Gest Est Oper Grupo 6Documento20 páginasEvaluación T1 Gest Est Oper Grupo 6giancarlo quispeAún no hay calificaciones
- Laboratorio 1Documento4 páginasLaboratorio 1giancarlo quispeAún no hay calificaciones
- Proceso de toma de decisiones empresarialesDocumento33 páginasProceso de toma de decisiones empresarialesgiancarlo quispeAún no hay calificaciones
- Laboratorio 3Documento4 páginasLaboratorio 3giancarlo quispeAún no hay calificaciones
- Laboratorio 2Documento2 páginasLaboratorio 2giancarlo quispeAún no hay calificaciones
- Planificación Segundo Semestre OctavoDocumento6 páginasPlanificación Segundo Semestre OctavoEsmerita Román ArriagadaAún no hay calificaciones
- Clase 04 Obras VialesDocumento10 páginasClase 04 Obras VialesHefzi FuentesAún no hay calificaciones
- Analisis de Datos de CaudalesDocumento11 páginasAnalisis de Datos de CaudalesDiana AlvaAún no hay calificaciones
- Microsoft PowerPoint 2013Documento11 páginasMicrosoft PowerPoint 2013UGEL MOHO AGPAún no hay calificaciones
- Tipos de acoplamientos mecánicos y sus aplicacionesDocumento8 páginasTipos de acoplamientos mecánicos y sus aplicacionesA.Aún no hay calificaciones
- Influencia de la posición del margen gingival en la estética de la sonrisaDocumento15 páginasInfluencia de la posición del margen gingival en la estética de la sonrisaCegb Argio LaneAún no hay calificaciones
- Espacio Público y Áreas Verdes y Agrícolas ExpooooooooDocumento30 páginasEspacio Público y Áreas Verdes y Agrícolas ExpooooooooDiego Melgar EscajadilloAún no hay calificaciones
- NTC 1807 Levadura para Panificacion PDFDocumento29 páginasNTC 1807 Levadura para Panificacion PDFmiriam gomezAún no hay calificaciones
- Lenguaje de SeñasDocumento11 páginasLenguaje de SeñasMichelle AndreinaAún no hay calificaciones
- Dieta César FitDocumento20 páginasDieta César Fitangelica smithAún no hay calificaciones
- Garcia Morales Linda Tatiana-Plantilla FormatoDocumento2 páginasGarcia Morales Linda Tatiana-Plantilla FormatoAdriana PereaAún no hay calificaciones
- 1 - TCs y TPsDocumento28 páginas1 - TCs y TPsJulio A. Ortiz Mendoza100% (1)
- SESION RADIO 5°y 6° DIADocumento14 páginasSESION RADIO 5°y 6° DIAModesto ChavezAún no hay calificaciones
- Informe de Laboratorio 2 PDFDocumento9 páginasInforme de Laboratorio 2 PDFEdgar Hugo Vicente RojasAún no hay calificaciones
- Presentacin2 DidachDocumento29 páginasPresentacin2 DidachAntonio LagosAún no hay calificaciones
- TEORIA TRIDIMENSIONAL DEL DERECHO. Carlos Fernández SessaregoDocumento12 páginasTEORIA TRIDIMENSIONAL DEL DERECHO. Carlos Fernández SessaregoERICH ISABEL NABIS MARTELLAún no hay calificaciones
- La Esencia Del EmprendedorDocumento4 páginasLa Esencia Del Emprendedorjuan morenoAún no hay calificaciones
- Codigo WinklerDocumento9 páginasCodigo WinklerCarlos Santibañez100% (1)
- Fibras y Microfibras para Concreto y MorterosDocumento33 páginasFibras y Microfibras para Concreto y MorterosYudy CastroAún no hay calificaciones
- Argumentacion OralDocumento9 páginasArgumentacion OralArath JerezAún no hay calificaciones
- Caso Deister propuestas ERPDocumento2 páginasCaso Deister propuestas ERPFabiola SE67% (3)
- Historia Derechos Humanos 1848-1875Documento3 páginasHistoria Derechos Humanos 1848-1875luisaAún no hay calificaciones
- Control 4Documento4 páginasControl 4Joyas Mar Pau71% (14)
- Jorge Ricardo Flores MoyanoDocumento174 páginasJorge Ricardo Flores MoyanoAleAún no hay calificaciones
- 267 Jesus Carpintero en CorozainDocumento3 páginas267 Jesus Carpintero en CorozainmariareinaesmiguiaAún no hay calificaciones
- Poder Político y Participación PolíticaDocumento6 páginasPoder Político y Participación PolíticaKarla Campaña Vilo100% (3)
- Eca 08. Plan de Fertilizacion Quimica en El Cultivo de CacaoDocumento9 páginasEca 08. Plan de Fertilizacion Quimica en El Cultivo de CacaoRamiro Calle ArangoAún no hay calificaciones
- Curso: Mecánica de Suelos I: Caracterización de Suelos Y Relaciones GravimétricasDocumento52 páginasCurso: Mecánica de Suelos I: Caracterización de Suelos Y Relaciones GravimétricasGILBERTO BALLÓN BACAAún no hay calificaciones
- TareaDocumento6 páginasTareaYampen LuzMarina G HAún no hay calificaciones
- Requerimientos ClostridiumDocumento18 páginasRequerimientos ClostridiumJavier Ramirez Carbajal0% (1)