También podría gustarte
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109De EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Aún no hay calificaciones
- INSPECCIÓN POR LÍQUIDOS PENETRANTES AWS D1.1Documento12 páginasINSPECCIÓN POR LÍQUIDOS PENETRANTES AWS D1.1deyack5100% (1)
- 2008 Procedimiento de Tintas Penetrantes Aws D1.1 Astm e 165 PDFDocumento19 páginas2008 Procedimiento de Tintas Penetrantes Aws D1.1 Astm e 165 PDFLuis AcevedoAún no hay calificaciones
- Tercer Avance Del Plan de Mantenimiento.Documento25 páginasTercer Avance Del Plan de Mantenimiento.MariéSeguraAún no hay calificaciones
- Procedimiento de inspección por líquido penetranteDocumento2 páginasProcedimiento de inspección por líquido penetranteFabrizio FernandezAún no hay calificaciones
- Dokumen - Tips - Procedimiento PT Aws d11 Ed 20081Documento19 páginasDokumen - Tips - Procedimiento PT Aws d11 Ed 20081Inspector CalidadAún no hay calificaciones
- 3.- PC-PT-AWS D1_1_2022Documento10 páginas3.- PC-PT-AWS D1_1_2022Ader ParedesAún no hay calificaciones
- Procedimiento de Inspección de Tintes Penetrantes Rev. 0Documento6 páginasProcedimiento de Inspección de Tintes Penetrantes Rev. 0yahirrocagalindo100% (1)
- PROCEDIMIENTO Permiso de TrabajoDocumento12 páginasPROCEDIMIENTO Permiso de TrabajoMauricio MunozAún no hay calificaciones
- Proc. Limpieza y Pintura Tuberia EC PCD 036Documento12 páginasProc. Limpieza y Pintura Tuberia EC PCD 036Luisabel GarciaAún no hay calificaciones
- Procedimiento para Inspección Por Líquidos Penetrantes Según AWS D1.1Documento10 páginasProcedimiento para Inspección Por Líquidos Penetrantes Según AWS D1.1Nilton Luis100% (1)
- Procedimiento PTDocumento13 páginasProcedimiento PTMARTA BRANKAún no hay calificaciones
- Inspeccion de Cordones de Soldadura Con Tintas Penetrantes (v01)Documento6 páginasInspeccion de Cordones de Soldadura Con Tintas Penetrantes (v01)Juan Carlos Nuñez Vera100% (1)
- Procedimiento de Inspeccion de Tintes Penetrantes PDFDocumento7 páginasProcedimiento de Inspeccion de Tintes Penetrantes PDFHenry ArrvalAún no hay calificaciones
- Procedimiento Resane Exterior de Tuberías Rev ADocumento12 páginasProcedimiento Resane Exterior de Tuberías Rev APaolo Isumi Ripas LanzaAún no hay calificaciones
- I-02 Preparación de SuperficiesDocumento7 páginasI-02 Preparación de SuperficiesINVLYHAún no hay calificaciones
- 04 Procedimiento Limpieza y Pintura de Tuberia 10 Pulgadas SCH 50 - Consorcion Santa RosaDocumento13 páginas04 Procedimiento Limpieza y Pintura de Tuberia 10 Pulgadas SCH 50 - Consorcion Santa RosaJuan Bautista Rojas VillegasAún no hay calificaciones
- Inspección por tintes penetrantesDocumento4 páginasInspección por tintes penetrantesJonathan GSAún no hay calificaciones
- PT 06 TECNOGOLFO Protección AnticorrosivaDocumento14 páginasPT 06 TECNOGOLFO Protección AnticorrosivaFelipe Perez EsquivelAún no hay calificaciones
- Liquidos PenetrantesDocumento5 páginasLiquidos PenetrantesMaldonado DarioAún no hay calificaciones
- Procedimiento Liquidos Penetrantes VIL-PR-QUA-009 (1) (1) - FINALDocumento11 páginasProcedimiento Liquidos Penetrantes VIL-PR-QUA-009 (1) (1) - FINALAnthony Velasquez SanchezAún no hay calificaciones
- Proc. de Inspeccion Por Liquido PenetranteDocumento8 páginasProc. de Inspeccion Por Liquido PenetranteDavid DaemmejAún no hay calificaciones
- Sstaq-Po-085 Procedimiento de Pintura V.2Documento8 páginasSstaq-Po-085 Procedimiento de Pintura V.2calidad mmtAún no hay calificaciones
- Código Asme Sección V Articulo 6 - 2015Documento18 páginasCódigo Asme Sección V Articulo 6 - 2015Nilton Inca TitoAún no hay calificaciones
- Procedimiento CORREGIDO Tintas Penetrantes OchmDocumento8 páginasProcedimiento CORREGIDO Tintas Penetrantes OchmGraciela Ticona LuqueAún no hay calificaciones
- Proc Examen Liquidos Penetrantes - PTDocumento8 páginasProc Examen Liquidos Penetrantes - PTFelix Humberto Salcedo FernandezAún no hay calificaciones
- P OPE 040 Ver.02 INSPECCIÓN DE UNIONES SOLDADAS POR LIQUIDOS PENETRANTES (ASME VIII) - Tipo II Método CDocumento6 páginasP OPE 040 Ver.02 INSPECCIÓN DE UNIONES SOLDADAS POR LIQUIDOS PENETRANTES (ASME VIII) - Tipo II Método CJose CarlosAún no hay calificaciones
- SIG-PR-CS-003-Procedimiento Liquidos PenetrantesDocumento9 páginasSIG-PR-CS-003-Procedimiento Liquidos PenetrantesKevyn50% (2)
- Protocolo NDTDocumento5 páginasProtocolo NDTangel barbosaAún no hay calificaciones
- Procedimiento inspección por líquidos penetrantesDocumento7 páginasProcedimiento inspección por líquidos penetrantesJc SalvogolerAún no hay calificaciones
- 797 Inspeccion Por Liquidos PenetrantesDocumento7 páginas797 Inspeccion Por Liquidos PenetrantesPamela CcahuanaAún no hay calificaciones
- EN-P-03 Inspección Con Líquidos Penetrantes PDFDocumento16 páginasEN-P-03 Inspección Con Líquidos Penetrantes PDFCamilo GonzalezAún no hay calificaciones
- INSPECCION POR LIQUIDOS PENETRANTESDocumento11 páginasINSPECCION POR LIQUIDOS PENETRANTESnv9f9qzbs2Aún no hay calificaciones
- Procedimiento para prueba de líquidos penetrantesDocumento9 páginasProcedimiento para prueba de líquidos penetrantesLuis HernandezAún no hay calificaciones
- Instructivo aplicación pinturas industrialDocumento4 páginasInstructivo aplicación pinturas industrialSergio Oswaldo Paniagua MontoyaAún no hay calificaciones
- Procedimiento de inspección por líquido penetrante (PTDocumento4 páginasProcedimiento de inspección por líquido penetrante (PTLuis ScooterAún no hay calificaciones
- WS NDT P PT 01 Proc Tinta PenetranteDocumento12 páginasWS NDT P PT 01 Proc Tinta PenetranteDiegoNavarroAún no hay calificaciones
- PE102299Z-O&M-MDD1-P-005 Procedimiento Lubricacion y Engrase de Valvulas de Pozos-MalvinasDocumento8 páginasPE102299Z-O&M-MDD1-P-005 Procedimiento Lubricacion y Engrase de Valvulas de Pozos-MalvinasEdgardAún no hay calificaciones
- Parcp-01 Procedimiento de Pintura - RennerDocumento11 páginasParcp-01 Procedimiento de Pintura - RennerDanfer De la CruzAún no hay calificaciones
- Procedimiento de Inspeccion Por Liquidos Penetrantes de Weldolet de 10" en Tubo de 24"Documento7 páginasProcedimiento de Inspeccion Por Liquidos Penetrantes de Weldolet de 10" en Tubo de 24"Axel GonzalesAún no hay calificaciones
- Procedimiento para Proteccion Con Recubrimientos AnticorrosivosDocumento8 páginasProcedimiento para Proteccion Con Recubrimientos AnticorrosivosPancho LopezAún no hay calificaciones
- INSPECCIÓN POR LIQUIDO PENETRANTEDocumento2 páginasINSPECCIÓN POR LIQUIDO PENETRANTEJose Luis BarriosAún no hay calificaciones
- Bmc14081-Mec-po-003 Procedimiento Operativo de Limpieza Con Chorro AbrasivoDocumento6 páginasBmc14081-Mec-po-003 Procedimiento Operativo de Limpieza Con Chorro AbrasivoKarla VelascoAún no hay calificaciones
- Procedimiento Aplicacion Pintado en TuberiasDocumento10 páginasProcedimiento Aplicacion Pintado en Tuberiasanon_976443033100% (3)
- 2015-SGIL-P1001 REV 1 Procedimiento Técnico Revestimiento en Caliente de Tuberias y Equipos Mecánicos (00000003)Documento8 páginas2015-SGIL-P1001 REV 1 Procedimiento Técnico Revestimiento en Caliente de Tuberias y Equipos Mecánicos (00000003)EDDY ZEA UMIÑAAún no hay calificaciones
- Procedimiento Escrito ELPDocumento8 páginasProcedimiento Escrito ELPJuanDuqueUribeAún no hay calificaciones
- Rot End LP 003Documento8 páginasRot End LP 003Dante RojasAún no hay calificaciones
- Recipientes A Presión Mpo-Rot-Ie-008Documento9 páginasRecipientes A Presión Mpo-Rot-Ie-008Dante RojasAún no hay calificaciones
- Procedimiento de PinturaDocumento10 páginasProcedimiento de PinturaMarmensorco100% (1)
- Inspección de Soldadura Por Líquidos Penetrantes.Documento13 páginasInspección de Soldadura Por Líquidos Penetrantes.Paulo Sergio Munguia HernandezAún no hay calificaciones
- I-Cc-017 Procedimiento Especifico de Prueba de Vacio (V00)Documento6 páginasI-Cc-017 Procedimiento Especifico de Prueba de Vacio (V00)MiluskaAún no hay calificaciones
- Procedimiento de Inspeccion Por Liquidos PenetratesDocumento10 páginasProcedimiento de Inspeccion Por Liquidos Penetratesgonzalofox10Aún no hay calificaciones
- Procedimiento Inspeccion de Liquidos PenetrantesDocumento5 páginasProcedimiento Inspeccion de Liquidos PenetrantesMili TolosaAún no hay calificaciones
- 71 648 E020 Fima-31915-Pint-001 1Documento22 páginas71 648 E020 Fima-31915-Pint-001 1Juan TorresAún no hay calificaciones
- Procedimiento de Inscxzcxzcpeccion Tintes PenetrantesDocumento7 páginasProcedimiento de Inscxzcxzcpeccion Tintes PenetrantesDavid Luis Cantando CancionesAún no hay calificaciones
- Oi02p V2.0 Inspección Por Ultrasonido Convencional y Medición de EspesoresDocumento10 páginasOi02p V2.0 Inspección Por Ultrasonido Convencional y Medición de EspesoresAldemar QuinteroAún no hay calificaciones
- Instructivo LIQUIDOS PENETRANTESDocumento16 páginasInstructivo LIQUIDOS PENETRANTESJulioAún no hay calificaciones
- Procedimiento Aplicacion de Pintura A Elementos en Taller - SSKDocumento12 páginasProcedimiento Aplicacion de Pintura A Elementos en Taller - SSKTolentino Rivera KarlozAún no hay calificaciones
- Inspeccion Por Líquidos Penetrantes - Rev0Documento9 páginasInspeccion Por Líquidos Penetrantes - Rev0Marco Andres Ortiz Tito100% (1)
- Paredes 2290 Informe Tintas PenetrantesDocumento9 páginasParedes 2290 Informe Tintas Penetrantesjhonathan paredesAún no hay calificaciones
- Reparacion PavimentosDocumento10 páginasReparacion PavimentosStevens NinanyaAún no hay calificaciones
- 01 - ARQUITECTURA PeggyDocumento1 página01 - ARQUITECTURA PeggyCesar Astorayme MarochoAún no hay calificaciones
- Detalle estructura vigas y columnasDocumento1 páginaDetalle estructura vigas y columnasCesar Astorayme MarochoAún no hay calificaciones
- VT 018Documento2 páginasVT 018Cesar Astorayme MarochoAún no hay calificaciones
- Plan de Trabajo Asbesto Nivel Aire Etex Group - V1Documento34 páginasPlan de Trabajo Asbesto Nivel Aire Etex Group - V1Cesar Astorayme MarochoAún no hay calificaciones
- WPS GMAW Aceros al CarbonoDocumento2 páginasWPS GMAW Aceros al CarbonoCesar Astorayme MarochoAún no hay calificaciones
- Boletín de pesaje de seguridad de HuaycoloroDocumento3 páginasBoletín de pesaje de seguridad de HuaycoloroCesar Astorayme MarochoAún no hay calificaciones
- Diseño de Recipientes A Presión Bajo Asme ViiiDocumento1 páginaDiseño de Recipientes A Presión Bajo Asme ViiiCesar Astorayme MarochoAún no hay calificaciones
- JCV WPS 001Documento2 páginasJCV WPS 001Cesar Astorayme MarochoAún no hay calificaciones
- Botica Comas 1.3Documento1 páginaBotica Comas 1.3Cesar Astorayme MarochoAún no hay calificaciones
- Tarjeta de Psico CONSULT PEGUIDocumento2 páginasTarjeta de Psico CONSULT PEGUICesar Astorayme MarochoAún no hay calificaciones
- AC-PL-002-Plan de Inspeccion y Ensayo - Techo Parabolico.2.2.R0Documento1 páginaAC-PL-002-Plan de Inspeccion y Ensayo - Techo Parabolico.2.2.R0Cesar Astorayme MarochoAún no hay calificaciones
- Emer WPS 003 20 - SmawDocumento1 páginaEmer WPS 003 20 - SmawCesar Astorayme MarochoAún no hay calificaciones
- Ensamble de piezas soldadas con detalles dimensionalesDocumento3 páginasEnsamble de piezas soldadas con detalles dimensionalesCesar Astorayme MarochoAún no hay calificaciones
- ApuntesDocumento4 páginasApuntesCesar Astorayme MarochoAún no hay calificaciones
- 1.registros de Control Dimensional.004.r0Documento1 página1.registros de Control Dimensional.004.r0Cesar Astorayme MarochoAún no hay calificaciones
- 01 - Arquitectura (1) .1.2.R0Documento1 página01 - Arquitectura (1) .1.2.R0Cesar Astorayme MarochoAún no hay calificaciones
- Discontinuidad y Defectos de Soldadura - EvaluaciónDocumento2 páginasDiscontinuidad y Defectos de Soldadura - EvaluaciónCesar Astorayme MarochoAún no hay calificaciones
- Inspección Visual de Soldadura Visual Inspection of Welding: Separador PL6-002-21-V2 S8-S9-S10 - 22/03/2022Documento1 páginaInspección Visual de Soldadura Visual Inspection of Welding: Separador PL6-002-21-V2 S8-S9-S10 - 22/03/2022Cesar Astorayme MarochoAún no hay calificaciones
- AC-FT-017 Registro de Calibración de EquiposDocumento1 páginaAC-FT-017 Registro de Calibración de EquiposCesar Astorayme MarochoAún no hay calificaciones
- AC-PT-005-Procedimiento de Lineamiento y Verticalidad.r0Documento7 páginasAC-PT-005-Procedimiento de Lineamiento y Verticalidad.r0Cesar Astorayme MarochoAún no hay calificaciones
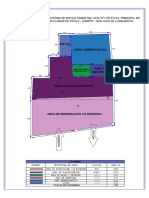
- Plano General-Campoy.R1Documento1 páginaPlano General-Campoy.R1Cesar Astorayme MarochoAún no hay calificaciones
- Dossier de Fabricación - Cimbras 3.50 X 3.70 - H4x13LbDocumento27 páginasDossier de Fabricación - Cimbras 3.50 X 3.70 - H4x13LbCesar Astorayme MarochoAún no hay calificaciones
- AC-FT-007-Control de Dimensional - 03Documento1 páginaAC-FT-007-Control de Dimensional - 03Cesar Astorayme MarochoAún no hay calificaciones
- 01 ARQUITECTURA-Layout1Documento1 página01 ARQUITECTURA-Layout1Cesar Astorayme MarochoAún no hay calificaciones
- AC-FT-004-Control de Materiales y ConsumiblesDocumento1 páginaAC-FT-004-Control de Materiales y ConsumiblesCesar Astorayme MarochoAún no hay calificaciones
- HT Auromastic 80 EP Rev.03Documento3 páginasHT Auromastic 80 EP Rev.03John AnguloAún no hay calificaciones
- Anexo N°5Documento1 páginaAnexo N°5Cesar Astorayme MarochoAún no hay calificaciones
- Consulta Al Registro de Afiliados Al Aseguramiento Universal en SaludDocumento1 páginaConsulta Al Registro de Afiliados Al Aseguramiento Universal en SaludAndre Puri HuamanAún no hay calificaciones
- Actividad 1 NayelyMonteroDocumento9 páginasActividad 1 NayelyMonteroNayely MonteroAún no hay calificaciones
- Filtro Seno TablasDocumento4 páginasFiltro Seno TablasDuber PerdomoAún no hay calificaciones
- Ferticafe Inicio 18-6-16 GTDocumento2 páginasFerticafe Inicio 18-6-16 GTv5768628Aún no hay calificaciones
- Plan de vida estudianteDocumento12 páginasPlan de vida estudianteleovilRx5Aún no hay calificaciones
- S10-Combinacion LinealDocumento37 páginasS10-Combinacion LinealJuber Calderon100% (1)
- Jorge Norberto Cornejo La Estrella FlamigeraDocumento6 páginasJorge Norberto Cornejo La Estrella FlamigeraAnibal SuarezAún no hay calificaciones
- Convertidor SEPIC ConmutacionDocumento4 páginasConvertidor SEPIC ConmutacionKev VacaAún no hay calificaciones
- Guía de habilidades de aprendizajeDocumento92 páginasGuía de habilidades de aprendizajeEL ROYO INTERNETAún no hay calificaciones
- INAP Mex MemoriainstitucionalDocumento208 páginasINAP Mex MemoriainstitucionalErnesto BravoAún no hay calificaciones
- Manuel D'utilisation BARRICLEAN NEO EspagnolDocumento22 páginasManuel D'utilisation BARRICLEAN NEO EspagnolJohnny flores pintoAún no hay calificaciones
- Tecnica de Asepsia de QuirofanoDocumento7 páginasTecnica de Asepsia de QuirofanoAna Ramos Cruz100% (2)
- El Cannabis y Sus Principales InconvenientesDocumento23 páginasEl Cannabis y Sus Principales InconvenientesJohan RemolinaAún no hay calificaciones
- Articulo 51Documento3 páginasArticulo 51ROMERO ZEVALLOS HUBERAún no hay calificaciones
- A3 DDCHDocumento4 páginasA3 DDCHDany ChavarriaAún no hay calificaciones
- Tema 13 Los Sistemas de Salud Basados en La APSDocumento17 páginasTema 13 Los Sistemas de Salud Basados en La APSMartin AlejandroAún no hay calificaciones
- Literal B2-Distributivo Del personal-DICIEMBRE-2021Documento32 páginasLiteral B2-Distributivo Del personal-DICIEMBRE-2021GABRIELA CRISTINA LLERENA RAMOSAún no hay calificaciones
- Presupuesto MacropolisDocumento1 páginaPresupuesto MacropolisLuis Antonio MartinezAún no hay calificaciones
- Informe CalefonDocumento19 páginasInforme CalefonNoeliaNoemiCallisayaGilAún no hay calificaciones
- Comprension de Lectura #5Documento6 páginasComprension de Lectura #5Jacqueline MuñozAún no hay calificaciones
- Instrumento de Evaluación (1) Lista de CotejoDocumento10 páginasInstrumento de Evaluación (1) Lista de CotejoJohana GarcíaAún no hay calificaciones
- Rodriguez SotoDocumento15 páginasRodriguez SotoDANIEL ANDERSON RODRIGUEZ SOTOAún no hay calificaciones
- Contrato de Prestacion de Servicios Educativos Ano 2022Documento7 páginasContrato de Prestacion de Servicios Educativos Ano 2022Juanita YumbatoAún no hay calificaciones
- Doguena-21023Documento61 páginasDoguena-21023Miranda OscarAún no hay calificaciones
- Pasos para Realizar El Marco MetodológicoDocumento17 páginasPasos para Realizar El Marco MetodológicoJoan Garcia MateoAún no hay calificaciones
- Saber Escuchar para Una Direcci N EfectivaDocumento30 páginasSaber Escuchar para Una Direcci N EfectivaIndrenetk LeonAún no hay calificaciones
- Proceso Analítico General: Equipo 5 - Grupo 2Documento15 páginasProceso Analítico General: Equipo 5 - Grupo 2Diana CetinaAún no hay calificaciones
- Entrenamiento Deportivo: Teoría y PrácticaDocumento2 páginasEntrenamiento Deportivo: Teoría y PrácticaEr MorBu0% (2)
- Estudio TopograficoDocumento10 páginasEstudio Topograficojjhon gilbetr rivas palominoAún no hay calificaciones
- UntitledDocumento40 páginasUntitledFABIANO ALESSANDRO REYES MATURANAAún no hay calificaciones
- Calidad Relacionada Con La Atención de EnfermeríaDocumento76 páginasCalidad Relacionada Con La Atención de EnfermeríaJaime BusquetAún no hay calificaciones