También podría gustarte
- WPS Aws D1.1 Placa 3GDocumento1 páginaWPS Aws D1.1 Placa 3GQAQC 238100% (2)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Documento1 páginaWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- Wps Calificado Sia Aws d1.2Documento3 páginasWps Calificado Sia Aws d1.2Janet Jacqueline Alvarez Chiara100% (2)
- WPS 01 Smaw SoldaduraDocumento3 páginasWPS 01 Smaw SoldaduraENDECOT SATAún no hay calificaciones
- WPS Gtaw 02Documento1 páginaWPS Gtaw 02juniuni18Aún no hay calificaciones
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraDuberlis Ledesmas ArroyoAún no hay calificaciones
- Calificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GDocumento17 páginasCalificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GSneider PalaciosAún no hay calificaciones
- WPS Precalificado GmawDocumento1 páginaWPS Precalificado Gmawjaime huertas100% (1)
- HOMOLOGACIÓN SOLDADOR - Roger VillafuerteDocumento3 páginasHOMOLOGACIÓN SOLDADOR - Roger VillafuerteCeledonio Coronel CanoAún no hay calificaciones
- WPS 011-PROMET.. SandroDocumento1 páginaWPS 011-PROMET.. SandroCarlos Lluen AquinoAún no hay calificaciones
- WPQ - Fcaw-5g-Aws D1.3 W80Documento1 páginaWPQ - Fcaw-5g-Aws D1.3 W80JImmy David Espinoza MejiaAún no hay calificaciones
- Copia de Wps1778 Rev 0 Hci A SW p1-p8Documento4 páginasCopia de Wps1778 Rev 0 Hci A SW p1-p8Gaston Gualdieri100% (1)
- Variables Esenciales para WPS PrecalificadaDocumento6 páginasVariables Esenciales para WPS PrecalificadaJahir Morales100% (1)
- Copia de Copia de Precalificados de AWS 796Pre-FILLET-TPOSDocumento2 páginasCopia de Copia de Precalificados de AWS 796Pre-FILLET-TPOSsergio henriquezAún no hay calificaciones
- Wps Soldadura CarlosDocumento2 páginasWps Soldadura CarlosCarlos ZapataAún no hay calificaciones
- Wps Ranura Bisel AbocinadoDocumento1 páginaWps Ranura Bisel AbocinadofedererAún no hay calificaciones
- FCAW WPQ 3G AWS D1.1 Eduardo Alvarez QuispeDocumento1 páginaFCAW WPQ 3G AWS D1.1 Eduardo Alvarez QuispeEdgar YauriAún no hay calificaciones
- Dossier de Fabricación - Cimbras 3.50 X 3.70 - H4x13LbDocumento27 páginasDossier de Fabricación - Cimbras 3.50 X 3.70 - H4x13LbCesar Astorayme MarochoAún no hay calificaciones
- Metales y No Metales PDFDocumento6 páginasMetales y No Metales PDFmayra benavidesAún no hay calificaciones
- WPS - 1g) - AWS (MAURICIO MASIAS) PROCEDIMIENTO ARCO MANUALDocumento2 páginasWPS - 1g) - AWS (MAURICIO MASIAS) PROCEDIMIENTO ARCO MANUALFrancisco JofreAún no hay calificaciones
- WPS y PQRDocumento3 páginasWPS y PQRJorge Chavez Troncoso100% (2)
- WPS JUNTA A TOPE y en TDocumento2 páginasWPS JUNTA A TOPE y en TCarolina GóngoraAún no hay calificaciones
- WPS - Smaw-3gDocumento1 páginaWPS - Smaw-3gAlmagesto Quenaya100% (1)
- WPS Smaw-3g.. Aws D1.1 2020Documento2 páginasWPS Smaw-3g.. Aws D1.1 2020Cesar Jimenez100% (2)
- WPS SML 5 21Documento2 páginasWPS SML 5 21ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- WPS SML 20 20Documento9 páginasWPS SML 20 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Electrolitos y Gases ArterialesDocumento30 páginasElectrolitos y Gases Arterialesjose antonio huallpa ore100% (1)
- 3687 W WP 000002 - 1 PDFDocumento13 páginas3687 W WP 000002 - 1 PDFlucianaAún no hay calificaciones
- WPS SML 2 20Documento5 páginasWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- JCV WPS 001Documento2 páginasJCV WPS 001Cesar Astorayme MarochoAún no hay calificaciones
- Scps 01225 PQR Relix Gma 2g 001 Aws d1.1Documento2 páginasScps 01225 PQR Relix Gma 2g 001 Aws d1.1edu copperAún no hay calificaciones
- Emer WPS 003 20 - SmawDocumento1 páginaEmer WPS 003 20 - SmawCesar Astorayme MarochoAún no hay calificaciones
- Scps 01225 Wps Relix Gma 2g 001 Aws d1.1Documento1 páginaScps 01225 Wps Relix Gma 2g 001 Aws d1.1edu copperAún no hay calificaciones
- WPS SML 4 20Documento1 páginaWPS SML 4 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- WPS 09Documento1 páginaWPS 09Eric Cedano PazAún no hay calificaciones
- Wps n277 A53 Aws d1.1Documento1 páginaWps n277 A53 Aws d1.1Harold RodriguezAún no hay calificaciones
- WPS PQRDocumento6 páginasWPS PQRLuisLeoLduAún no hay calificaciones
- WPS MB 21 009 - Fcaw - 2FDocumento6 páginasWPS MB 21 009 - Fcaw - 2FJImmy David Espinoza MejiaAún no hay calificaciones
- Laboratorio de Soldadura N8Documento7 páginasLaboratorio de Soldadura N8Bershelli FloresAún no hay calificaciones
- WPS - Smaw-Paecia-01-2021 TopeDocumento1 páginaWPS - Smaw-Paecia-01-2021 TopeCarlos BAún no hay calificaciones
- Aws d1.1 - Wpq-01329-Jhon Salazar 2g GmawDocumento1 páginaAws d1.1 - Wpq-01329-Jhon Salazar 2g Gmawedu copperAún no hay calificaciones
- Copia de Copia de WPS FLS Finales 3Documento1 páginaCopia de Copia de WPS FLS Finales 3GerardoYanezAún no hay calificaciones
- Registro de Calificacion de Desempeño de Soldadura (WPQR) : (De Acuerdo A AWS D1.1:2020)Documento2 páginasRegistro de Calificacion de Desempeño de Soldadura (WPQR) : (De Acuerdo A AWS D1.1:2020)Elvin Dante Vera VillanesAún no hay calificaciones
- PDF Wps y PQR - CompressDocumento3 páginasPDF Wps y PQR - CompressbryanAún no hay calificaciones
- WPS SML 1 20Documento6 páginasWPS SML 1 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- WRT WPS 01Documento1 páginaWRT WPS 01Carlo LaraAún no hay calificaciones
- Páginas DesdeWPS SML 2 20Documento1 páginaPáginas DesdeWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura WpsDocumento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura WpsÄndrëä PälömïnöAún no hay calificaciones
- WPS 131, Union Tubo Brida SLIP ON ACDocumento2 páginasWPS 131, Union Tubo Brida SLIP ON ACWalter GoycocheaAún no hay calificaciones
- WPS-PRECALIFICADO (Típico) .Documento1 páginaWPS-PRECALIFICADO (Típico) .Jaime Muñoz SaezAún no hay calificaciones
- WPS-3g (A-36) ESPECIFICACION DE PROCEDIMIENTO (8) - 240315 - 170608Documento3 páginasWPS-3g (A-36) ESPECIFICACION DE PROCEDIMIENTO (8) - 240315 - 170608ffffgjchchjAún no hay calificaciones
- RCS Aws D1.1 Gmaw 2F MS - Flores JorgeDocumento4 páginasRCS Aws D1.1 Gmaw 2F MS - Flores JorgeJORGE RODRIGUEZAún no hay calificaciones
- Documento WPSDocumento6 páginasDocumento WPSJulio Rodriguez PerezAún no hay calificaciones
- Soldadura M4043 Rev 0Documento4 páginasSoldadura M4043 Rev 0ines rous pari chiaraAún no hay calificaciones
- Registro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015Documento2 páginasRegistro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015antony bolivarAún no hay calificaciones
- Sgi-Op-Pt-17 - Procedimiento Soldadura SmawDocumento2 páginasSgi-Op-Pt-17 - Procedimiento Soldadura SmawLuis Miguel Torres SayasAún no hay calificaciones
- Calificacon Paso A Paso PlanchaDocumento16 páginasCalificacon Paso A Paso PlanchaJonathan OlavarriaAún no hay calificaciones
- 2018 AwsDocumento1 página2018 AwsDiego EliasAún no hay calificaciones
- PQR Calificado Sia 001Documento1 páginaPQR Calificado Sia 001Logan Arcos IzaguirreAún no hay calificaciones
- Wps - de - Soldadura Pieza Final JNMDocumento1 páginaWps - de - Soldadura Pieza Final JNMJorge Neyra MacedoAún no hay calificaciones
- WPS y WPQR Hvac Rev1Documento3 páginasWPS y WPQR Hvac Rev1antonyAún no hay calificaciones
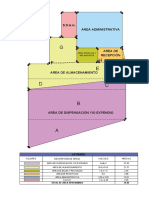
- 01 - ARQUITECTURA PeggyDocumento1 página01 - ARQUITECTURA PeggyCesar Astorayme MarochoAún no hay calificaciones
- M03 - Elevacion ColumnaDocumento1 páginaM03 - Elevacion ColumnaCesar Astorayme MarochoAún no hay calificaciones
- VT 018Documento2 páginasVT 018Cesar Astorayme MarochoAún no hay calificaciones
- Diseño de Recipientes A Presión Bajo Asme ViiiDocumento1 páginaDiseño de Recipientes A Presión Bajo Asme ViiiCesar Astorayme MarochoAún no hay calificaciones
- Plan de Trabajo Asbesto Nivel Aire Etex Group - V1Documento34 páginasPlan de Trabajo Asbesto Nivel Aire Etex Group - V1Cesar Astorayme MarochoAún no hay calificaciones
- Tarjeta de Psico CONSULT PEGUIDocumento2 páginasTarjeta de Psico CONSULT PEGUICesar Astorayme MarochoAún no hay calificaciones
- Manifiesto 17-6Documento3 páginasManifiesto 17-6Cesar Astorayme MarochoAún no hay calificaciones
- AC-PL-002-Plan de Inspeccion y Ensayo - Techo Parabolico.2.2.R0Documento1 páginaAC-PL-002-Plan de Inspeccion y Ensayo - Techo Parabolico.2.2.R0Cesar Astorayme MarochoAún no hay calificaciones
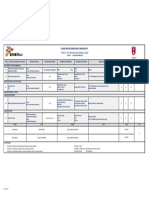
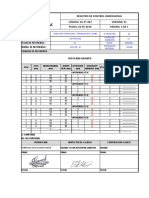
- 1.registros de Control Dimensional.004.r0Documento1 página1.registros de Control Dimensional.004.r0Cesar Astorayme MarochoAún no hay calificaciones
- Gmaw Tip.: Ascensor Pestalozzi E-EG-001Documento3 páginasGmaw Tip.: Ascensor Pestalozzi E-EG-001Cesar Astorayme MarochoAún no hay calificaciones
- 01 ARQUITECTURA-Layout1Documento1 página01 ARQUITECTURA-Layout1Cesar Astorayme MarochoAún no hay calificaciones
- Inspección Visual de Soldadura Visual Inspection of Welding: Separador PL6-002-21-V2 S8-S9-S10 - 22/03/2022Documento1 páginaInspección Visual de Soldadura Visual Inspection of Welding: Separador PL6-002-21-V2 S8-S9-S10 - 22/03/2022Cesar Astorayme MarochoAún no hay calificaciones
- AC-PT-005-Procedimiento de Lineamiento y Verticalidad.r0Documento7 páginasAC-PT-005-Procedimiento de Lineamiento y Verticalidad.r0Cesar Astorayme MarochoAún no hay calificaciones
- AC-FT-007-Control de Dimensional - 03Documento1 páginaAC-FT-007-Control de Dimensional - 03Cesar Astorayme MarochoAún no hay calificaciones
- 2-.AC-PT-002-Tintes Penetrantes.-REV01Documento12 páginas2-.AC-PT-002-Tintes Penetrantes.-REV01Cesar Astorayme MarochoAún no hay calificaciones
- Botica Campoy 2.0-ModelDocumento1 páginaBotica Campoy 2.0-ModelCesar Astorayme MarochoAún no hay calificaciones
- Unidad1 IEBDocumento27 páginasUnidad1 IEBWT FAún no hay calificaciones
- Listado de PeroxidosDocumento1 páginaListado de PeroxidosCarlos OrdoňezAún no hay calificaciones
- Pruebas de SolubilidadDocumento3 páginasPruebas de SolubilidadAdriana MarsdenAún no hay calificaciones
- Alimentación Sana PDFDocumento18 páginasAlimentación Sana PDFarodadoalabauAún no hay calificaciones
- 6 Clase - Clasificación de YacimientosDocumento9 páginas6 Clase - Clasificación de YacimientosthedmenaAún no hay calificaciones
- Practica 3 Tipos de Sellos y EmpaquesDocumento3 páginasPractica 3 Tipos de Sellos y EmpaquesUriel MerazAún no hay calificaciones
- Evidencia 2Documento3 páginasEvidencia 2vivianaAún no hay calificaciones
- Hormigón Pretensado: Diego Arroyo Mayo 2012Documento89 páginasHormigón Pretensado: Diego Arroyo Mayo 2012AlfredFloresCortezAún no hay calificaciones
- AnexoIII HallazgosFinalOctDocumento37 páginasAnexoIII HallazgosFinalOctCarlos Alfredo Lopez VegaAún no hay calificaciones
- Armas de Fuego - Tematica Abordada Por Medicina Legal. ClasificadoDocumento7 páginasArmas de Fuego - Tematica Abordada Por Medicina Legal. ClasificadoAnonymous TJAsmCkAún no hay calificaciones
- Informe de Cromatografia de PapelDocumento4 páginasInforme de Cromatografia de PapelDiego Cerquera100% (1)
- 140 Cultivo Quinua - Análisis Suelo y FertilizaciónDocumento32 páginas140 Cultivo Quinua - Análisis Suelo y FertilizaciónJorge Huaman AliagaAún no hay calificaciones
- BMyE Con RXDocumento7 páginasBMyE Con RXFelix AlorAún no hay calificaciones
- 3.-Diseño de Línea de ConducciónDocumento6 páginas3.-Diseño de Línea de ConducciónABELINOAún no hay calificaciones
- Teoría Estructura, Enlace Químico y PropiedadesDocumento52 páginasTeoría Estructura, Enlace Químico y PropiedadesJeronimo GarciaAún no hay calificaciones
- Glosario Química InstrumentalDocumento1 páginaGlosario Química InstrumentalrendakianAún no hay calificaciones
- Decreto #51 (Reglamento SIRSD-S)Documento26 páginasDecreto #51 (Reglamento SIRSD-S)Rodrigo DiazAún no hay calificaciones
- Extracción de ADN A Partir de Una Muestra Sanguínea, Reacción en Cadena de Polimerasa y ElectroforesisDocumento5 páginasExtracción de ADN A Partir de Una Muestra Sanguínea, Reacción en Cadena de Polimerasa y ElectroforesisJavier LlanesAún no hay calificaciones
- Prontuario Solar de Mexico 6Documento155 páginasProntuario Solar de Mexico 6Leonardo Quirino100% (1)
- Bioadsorbente Naranja 1Documento5 páginasBioadsorbente Naranja 1WILIAM YANFRANCO CONDORI MAMANIAún no hay calificaciones
- Extracción de Cafeína de Té en Medio BásicoDocumento7 páginasExtracción de Cafeína de Té en Medio BásicoyarquimAún no hay calificaciones
- Instrumentacion Nivel SiemensDocumento344 páginasInstrumentacion Nivel SiemensClaudio Salvador Vera Araneda100% (1)
- Laboratorio Informe Análisis Químico Tema 2 Uni Figmm 2017Documento10 páginasLaboratorio Informe Análisis Químico Tema 2 Uni Figmm 2017Joel Mamani100% (1)
- Reporte 5Documento7 páginasReporte 5ANDREA MICHELLE MORALES CATANOAún no hay calificaciones
- Procedimiento para La Evaluacion de Incertidumbres en La Determinacion de La Radiacion AmbientalDocumento88 páginasProcedimiento para La Evaluacion de Incertidumbres en La Determinacion de La Radiacion AmbientalNico MaliAún no hay calificaciones
- Calculo Del Diagrama de Precipitacion de Hidroxidos de FeDocumento4 páginasCalculo Del Diagrama de Precipitacion de Hidroxidos de FeJulio Campos CardenasAún no hay calificaciones
- AUTOEVALUACIODocumento4 páginasAUTOEVALUACIOluis_bernal67% (9)
- Laboratorio Virtual Guia S - ESTADO GASEOSODocumento3 páginasLaboratorio Virtual Guia S - ESTADO GASEOSOVader DarkAún no hay calificaciones