También podría gustarte
- Procedimiento de Tintas Penetrantes AWS D1.1Documento12 páginasProcedimiento de Tintas Penetrantes AWS D1.1edscesc10Aún no hay calificaciones
- Inspeccion de Cordones de Soldadura Con Tintas Penetrantes (v01)Documento6 páginasInspeccion de Cordones de Soldadura Con Tintas Penetrantes (v01)Juan Carlos Nuñez Vera100% (1)
- Procedimiento de Inspección de Tintes Penetrantes Rev. 0Documento6 páginasProcedimiento de Inspección de Tintes Penetrantes Rev. 0yahirrocagalindo100% (1)
- SIG-PR-CS-003-Procedimiento Liquidos PenetrantesDocumento9 páginasSIG-PR-CS-003-Procedimiento Liquidos PenetrantesKevyn50% (2)
- Pets Liquidos Penetrantes-1Documento5 páginasPets Liquidos Penetrantes-1ChinoGengAún no hay calificaciones
- 2008 Procedimiento de Tintas Penetrantes Aws D1.1 Astm e 165 PDFDocumento19 páginas2008 Procedimiento de Tintas Penetrantes Aws D1.1 Astm e 165 PDFLuis AcevedoAún no hay calificaciones
- Procedimiento para Inspección Por Líquidos Penetrantes Según AWS D1.1Documento10 páginasProcedimiento para Inspección Por Líquidos Penetrantes Según AWS D1.1Nilton Luis100% (1)
- EN-P-03 Inspección Con Líquidos Penetrantes PDFDocumento16 páginasEN-P-03 Inspección Con Líquidos Penetrantes PDFCamilo GonzalezAún no hay calificaciones
- Inspeccion Por Líquidos Penetrantes - Rev0Documento9 páginasInspeccion Por Líquidos Penetrantes - Rev0Marco Andres Ortiz Tito100% (1)
- INSPECCIÓN POR LÍQUIDOS PENETRANTES AWS D1.1Documento12 páginasINSPECCIÓN POR LÍQUIDOS PENETRANTES AWS D1.1deyack5100% (1)
- Procedimiento de líquidos penetrantes para detección de discontinuidadesDocumento9 páginasProcedimiento de líquidos penetrantes para detección de discontinuidadescorvissAún no hay calificaciones
- Inspección de Soldadura Por Líquidos Penetrantes.Documento13 páginasInspección de Soldadura Por Líquidos Penetrantes.Paulo Sergio Munguia HernandezAún no hay calificaciones
- Montaje de redes de saneamiento. ENAT0108De EverandMontaje de redes de saneamiento. ENAT0108Aún no hay calificaciones
- Procedimiento de PinturaDocumento10 páginasProcedimiento de PinturaMarmensorco100% (1)
- Procedimiento de Inspeccion de Tintes Penetrantes PDFDocumento7 páginasProcedimiento de Inspeccion de Tintes Penetrantes PDFHenry ArrvalAún no hay calificaciones
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Procedimiento PT - Tipo II Método ADocumento14 páginasProcedimiento PT - Tipo II Método AJohnFBarbosaAún no hay calificaciones
- Am b5 Py Pr3-Diseño Ebf SolucionDocumento41 páginasAm b5 Py Pr3-Diseño Ebf SolucionBeto Argomedo VillegasAún no hay calificaciones
- Procedimiento Liquidos Penetrantes VIL-PR-QUA-009 (1) (1) - FINALDocumento11 páginasProcedimiento Liquidos Penetrantes VIL-PR-QUA-009 (1) (1) - FINALAnthony Velasquez SanchezAún no hay calificaciones
- Procedimiento de Inspeccion Por Liquidos Penetrantes de Weldolet de 10" en Tubo de 24"Documento7 páginasProcedimiento de Inspeccion Por Liquidos Penetrantes de Weldolet de 10" en Tubo de 24"Axel GonzalesAún no hay calificaciones
- Procedimiento Liquidos Penetrantes PDFDocumento10 páginasProcedimiento Liquidos Penetrantes PDFNayeli MstAún no hay calificaciones
- Rot End LP 003Documento8 páginasRot End LP 003Dante RojasAún no hay calificaciones
- Procedimiento de Inspeccion Por Liquidos PenetratesDocumento10 páginasProcedimiento de Inspeccion Por Liquidos Penetratesgonzalofox10Aún no hay calificaciones
- Preparación de soportes para revestir. EOCB0109De EverandPreparación de soportes para revestir. EOCB0109Aún no hay calificaciones
- Astm 1417Documento19 páginasAstm 1417Janstian GuizaoAún no hay calificaciones
- Procedimiento Liquidos Penetrantes 1Documento6 páginasProcedimiento Liquidos Penetrantes 1Carlos Rudas RamirezAún no hay calificaciones
- Procedimiento Técnico (PT)Documento17 páginasProcedimiento Técnico (PT)carlosAún no hay calificaciones
- 797 Inspeccion Por Liquidos PenetrantesDocumento7 páginas797 Inspeccion Por Liquidos PenetrantesPamela CcahuanaAún no hay calificaciones
- 3.- PC-PT-AWS D1_1_2022Documento10 páginas3.- PC-PT-AWS D1_1_2022Ader ParedesAún no hay calificaciones
- PROCEDIMIENTO Permiso de TrabajoDocumento12 páginasPROCEDIMIENTO Permiso de TrabajoMauricio MunozAún no hay calificaciones
- 2-.AC-PT-002-Tintes Penetrantes.-REV01Documento12 páginas2-.AC-PT-002-Tintes Penetrantes.-REV01Cesar Astorayme MarochoAún no hay calificaciones
- Procedimiento PTDocumento13 páginasProcedimiento PTMARTA BRANKAún no hay calificaciones
- Procedimiento de Inspeccion PorDocumento5 páginasProcedimiento de Inspeccion PorALDO PONCEAún no hay calificaciones
- Procedimiento de Inscxzcxzcpeccion Tintes PenetrantesDocumento7 páginasProcedimiento de Inscxzcxzcpeccion Tintes PenetrantesDavid Luis Cantando CancionesAún no hay calificaciones
- Procedimiento de Inspección con Líquidos Penetrantes (AWSDocumento8 páginasProcedimiento de Inspección con Líquidos Penetrantes (AWSDante RojasAún no hay calificaciones
- Inspeccion de Soldadura Por Liquidos PenetrantesDocumento21 páginasInspeccion de Soldadura Por Liquidos PenetrantesLuis Jahuira SalasAún no hay calificaciones
- Procediemiento de Preparacion Limpieza de Superficie y Aplicacion de Pintura Rev 00Documento10 páginasProcediemiento de Preparacion Limpieza de Superficie y Aplicacion de Pintura Rev 00Luis Miguel Torres SayasAún no hay calificaciones
- PR-CASSOMA-P.37 - Rev 02 - PROCEDIMIENTO DE TINTES PENETRANTESDocumento7 páginasPR-CASSOMA-P.37 - Rev 02 - PROCEDIMIENTO DE TINTES PENETRANTESoscarAún no hay calificaciones
- Ope-Pro-Itp-005 Procedimiento de Tintes PenetrantesDocumento10 páginasOpe-Pro-Itp-005 Procedimiento de Tintes PenetrantesdiegocristianfloresAún no hay calificaciones
- Liquidos Penetrantes Mpo-Rot-Ie-004Documento12 páginasLiquidos Penetrantes Mpo-Rot-Ie-004Dante RojasAún no hay calificaciones
- 3.5 Procedimiento de Inspeccion Por Tintes Penetrantes EcsDocumento11 páginas3.5 Procedimiento de Inspeccion Por Tintes Penetrantes Ecsjorge villaAún no hay calificaciones
- Cal-Pr-03 Inspeccion Por Liquidos PenetrantesDocumento12 páginasCal-Pr-03 Inspeccion Por Liquidos PenetrantesMaxx Ccoñas RamosAún no hay calificaciones
- Procedimiento de Inspeccion de Liquidos Penetrantes-EisenDocumento12 páginasProcedimiento de Inspeccion de Liquidos Penetrantes-EisenChino Javier Lopez FloAún no hay calificaciones
- WS NDT P PT 01 Proc Tinta PenetranteDocumento12 páginasWS NDT P PT 01 Proc Tinta PenetranteDiegoNavarroAún no hay calificaciones
- Procedimiento de inspección por líquido penetranteDocumento2 páginasProcedimiento de inspección por líquido penetranteFabrizio FernandezAún no hay calificaciones
- Procedimiento Escrito ELPDocumento8 páginasProcedimiento Escrito ELPJuanDuqueUribeAún no hay calificaciones
- Sstaq-Po-085 Procedimiento de Pintura V.2Documento8 páginasSstaq-Po-085 Procedimiento de Pintura V.2calidad mmtAún no hay calificaciones
- IT-QAQC-ALSUD-05 Instructivo para Inspeccion Por Liquidos PenetrantesDocumento7 páginasIT-QAQC-ALSUD-05 Instructivo para Inspeccion Por Liquidos PenetrantesAngelTinocoAún no hay calificaciones
- INSPECCION POR LIQUIDOS PENETRANTESDocumento11 páginasINSPECCION POR LIQUIDOS PENETRANTESnv9f9qzbs2Aún no hay calificaciones
- Proc Examen Liquidos Penetrantes - PTDocumento8 páginasProc Examen Liquidos Penetrantes - PTFelix Humberto Salcedo FernandezAún no hay calificaciones
- Procedimiento de inspección por líquido penetrante (PTDocumento4 páginasProcedimiento de inspección por líquido penetrante (PTLuis ScooterAún no hay calificaciones
- Inspección para El Granallado de ElementosDocumento6 páginasInspección para El Granallado de Elementosvictor ludeña silvaAún no hay calificaciones
- Lab - 04 Liquidos Penetrantes-Particulas MagneticasDocumento15 páginasLab - 04 Liquidos Penetrantes-Particulas MagneticasEfrain Machaca0% (1)
- Procedimiento penetrantesDocumento6 páginasProcedimiento penetrantesDavidAún no hay calificaciones
- AGP - PR - UT-4.1-UTT (Autoguardado)Documento15 páginasAGP - PR - UT-4.1-UTT (Autoguardado)jorge macoteAún no hay calificaciones
- Procedimiento para Proteccion Con Recubrimientos AnticorrosivosDocumento8 páginasProcedimiento para Proteccion Con Recubrimientos AnticorrosivosPancho LopezAún no hay calificaciones
- Traducción NormaDocumento21 páginasTraducción NormaluisaAún no hay calificaciones
- PR01.CTNPOP.008 Proc. Inspección Visual y Inspeccion LPDocumento10 páginasPR01.CTNPOP.008 Proc. Inspección Visual y Inspeccion LPwalter ricardo guaman zabaletaAún no hay calificaciones
- Procedimiento para prueba de líquidos penetrantesDocumento9 páginasProcedimiento para prueba de líquidos penetrantesLuis HernandezAún no hay calificaciones
- Procedimiento General para La Examinacion Con Liquidos Penetrantes en Conexiones Tubulares Cargadas EstaticamenteDocumento21 páginasProcedimiento General para La Examinacion Con Liquidos Penetrantes en Conexiones Tubulares Cargadas EstaticamenteManuel OsesAún no hay calificaciones
- Terminación y expedición de tapones de corcho. MAMA0109De EverandTerminación y expedición de tapones de corcho. MAMA0109Calificación: 5 de 5 estrellas5/5 (1)
- Eternit o FibrocementoDocumento14 páginasEternit o FibrocementoelaineAún no hay calificaciones
- Forjados y escalerasDocumento71 páginasForjados y escalerasAlberto FernándezAún no hay calificaciones
- Informe Campo Magnetico BobinaDocumento4 páginasInforme Campo Magnetico Bobinaantony usecheAún no hay calificaciones
- Guardavias Especificaciones TecnicasDocumento1 páginaGuardavias Especificaciones TecnicasANDERSONING20Aún no hay calificaciones
- Arena WWW - Aconstructoras.com - 0Documento1 páginaArena WWW - Aconstructoras.com - 0Mauricio Andrés Rojas LópezAún no hay calificaciones
- Ley conservación materiaDocumento10 páginasLey conservación materiaYesid Olivero0% (1)
- Práctica de Laboratorio REDOX DEL INDIGO CARMINDocumento2 páginasPráctica de Laboratorio REDOX DEL INDIGO CARMINjaimebarinasud100% (1)
- Exp Tec Camino Vecinal TamarindoDocumento7 páginasExp Tec Camino Vecinal Tamarindojodavi35 “davila” jorge davila vidarteAún no hay calificaciones
- SEV UCV Resistividad SueloDocumento20 páginasSEV UCV Resistividad SueloManuel Davila100% (1)
- Evaluación de la problemática hídrica del río Mantaro en su cuenca mediaDocumento29 páginasEvaluación de la problemática hídrica del río Mantaro en su cuenca mediaMaytee Erizare Rojas CristobalAún no hay calificaciones
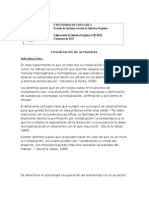
- Cristalización de acetanilida: Purificación mediante cristalizaciónDocumento6 páginasCristalización de acetanilida: Purificación mediante cristalizaciónKasandra Ortega CAún no hay calificaciones
- MC132964 EME Actividades Instrumentacion (Ememsa)Documento21 páginasMC132964 EME Actividades Instrumentacion (Ememsa)Robert Solano MontoyaAún no hay calificaciones
- Catálogo de Mezclas AsfálticasDocumento24 páginasCatálogo de Mezclas Asfálticascarlos slebiAún no hay calificaciones
- Clasificac Q BARTONDocumento37 páginasClasificac Q BARTONRonald OrihuelaAún no hay calificaciones
- Unidad 1. IntroducciónDocumento22 páginasUnidad 1. IntroducciónAldair FloresAún no hay calificaciones
- ppt.S05.s9 - VFDocumento29 páginasppt.S05.s9 - VFFLORES PUSE LENNY ORLANDO ANTONIOAún no hay calificaciones
- CONCLUSIONESDocumento9 páginasCONCLUSIONESjose manuel muñoz veintemillaAún no hay calificaciones
- GUIA 7 - ALGUNAS PRUEBAS DE +üCIDOS CARBOXILICOS Y SUS DERIVADOSDocumento3 páginasGUIA 7 - ALGUNAS PRUEBAS DE +üCIDOS CARBOXILICOS Y SUS DERIVADOSsoysoyyo27Aún no hay calificaciones
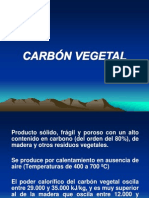
- Clases CarbonizaciónDocumento103 páginasClases CarbonizaciónRM MirianAún no hay calificaciones
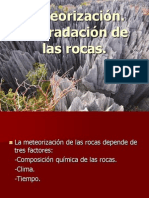
- Meteorizacion: Degradacion de Las RocasDocumento27 páginasMeteorizacion: Degradacion de Las RocasZhebaz Salazar100% (1)
- Termodinamica Dilatación Lineal y Coeficiente de Dilatación LinealDocumento6 páginasTermodinamica Dilatación Lineal y Coeficiente de Dilatación Linealcr1525Aún no hay calificaciones
- Nucleos - Informe 2Documento38 páginasNucleos - Informe 2Jose Daniel Castro ClevesAún no hay calificaciones
- Diapositivas Desgaste Adhesivo y Por RodaduraDocumento14 páginasDiapositivas Desgaste Adhesivo y Por RodaduraCristian ZavaletaAún no hay calificaciones
- Roca LD PDFDocumento61 páginasRoca LD PDFStewart Lopez OtinianoAún no hay calificaciones
- Tipos de LubricantesDocumento11 páginasTipos de LubricantesJorgeAún no hay calificaciones
- Electroquímica FundamentosDocumento64 páginasElectroquímica FundamentosChris EgasAún no hay calificaciones
- MetradosDocumento12 páginasMetradosharold reyes cardozaAún no hay calificaciones
- Trabajo de ProcesosDocumento6 páginasTrabajo de ProcesosWilliam CruzAún no hay calificaciones
- Genesis BDocumento8 páginasGenesis BKevin MendezAún no hay calificaciones