También podría gustarte
- Aluminio 6061 Metalografia NuevoDocumento11 páginasAluminio 6061 Metalografia NuevoMauricioRodriguezToscanoAún no hay calificaciones
- Anteproyecto FundicionDocumento10 páginasAnteproyecto FundicionJohn ReyesAún no hay calificaciones
- Presentación de Aleaciones de Aluminio CorregidoDocumento14 páginasPresentación de Aleaciones de Aluminio CorregidoSebastian Monsalvez SexstyleAún no hay calificaciones
- LECCION 6 AluminioDocumento50 páginasLECCION 6 Aluminioandrea dAún no hay calificaciones
- Aluminio 6061 NoraDocumento89 páginasAluminio 6061 NoraMiguel Angel López NavarreteAún no hay calificaciones
- Aceros y Fundiciones ANDREADocumento17 páginasAceros y Fundiciones ANDREAAyoleida LopezAún no hay calificaciones
- Proceso de FundicionDocumento20 páginasProceso de FundicionCristian CariAún no hay calificaciones
- Informe de Practica de Taller en Procesos de ManufacturasssDocumento13 páginasInforme de Practica de Taller en Procesos de ManufacturasssJikatushikikuta Gabriel Egoavil IngaAún no hay calificaciones
- Resumen Fundicion U1Documento5 páginasResumen Fundicion U1Eugenio GentileAún no hay calificaciones
- Metalografia Del AluminioDocumento34 páginasMetalografia Del AluminioJose Alberto Vilchez Urrutia100% (12)
- Materiales No Ferrosos LigerosDocumento3 páginasMateriales No Ferrosos Ligerospatrcio arayaAún no hay calificaciones
- ALUMINIODocumento25 páginasALUMINIOHeiner MartinezAún no hay calificaciones
- Practica Aleaciones de AluminioDocumento16 páginasPractica Aleaciones de AluminioLuis Angel Moreno EscutiaAún no hay calificaciones
- soldabilidad de las fundiciones soldaduraDocumento4 páginassoldabilidad de las fundiciones soldaduradayeAún no hay calificaciones
- Proceso de ColadaDocumento36 páginasProceso de ColadaEva RaincaAún no hay calificaciones
- Inyección de aluminio: proceso, tipos y propiedadesDocumento9 páginasInyección de aluminio: proceso, tipos y propiedadesKefren JaraAún no hay calificaciones
- Proyecto de InvestigaciónDocumento13 páginasProyecto de InvestigaciónRaul HuamanAún no hay calificaciones
- Selección, Corte y Montaje de Un MaterialDocumento14 páginasSelección, Corte y Montaje de Un Materialgiovanny alvaradoAún no hay calificaciones
- Tipos de Acero y FundicionDocumento11 páginasTipos de Acero y FundicionHector ValderramaAún no hay calificaciones
- Aluminio Exposicion Uts Ingenieria ElectromecanicaDocumento17 páginasAluminio Exposicion Uts Ingenieria ElectromecanicaOmar RojasAún no hay calificaciones
- Aluminio y Sus AleacionesDocumento12 páginasAluminio y Sus AleacionesFranzs GutierrezAún no hay calificaciones
- Tratamiento Del AluminioDocumento21 páginasTratamiento Del AluminioDannes BustillosAún no hay calificaciones
- Proceso de FundiciónDocumento11 páginasProceso de FundiciónOssiel Canul MisAún no hay calificaciones
- Ingeniería de MaterialesDocumento13 páginasIngeniería de MaterialesDenisse FuentesAún no hay calificaciones
- AluminioDocumento11 páginasAluminioWilder WilderbrAún no hay calificaciones
- INTRODUCCION A Los MaterialesDocumento10 páginasINTRODUCCION A Los MaterialesJorgeAún no hay calificaciones
- Proyecto - Fundicion de AluminioDocumento25 páginasProyecto - Fundicion de Aluminiorivera.juvenal0310Aún no hay calificaciones
- Colada, Fundición y Moldeado de MetalesDocumento12 páginasColada, Fundición y Moldeado de MetalesmekoxxxAún no hay calificaciones
- Marco TeoricoDocumento5 páginasMarco TeoricoDiego HernandezAún no hay calificaciones
- Tema 1. Siderúrgia.Documento12 páginasTema 1. Siderúrgia.santosarkanAún no hay calificaciones
- Fundicion de MetalesDocumento21 páginasFundicion de MetalesGabriel MartínezAún no hay calificaciones
- Envases AluminioDocumento21 páginasEnvases Aluminiokarenmansilla100% (1)
- Investigación Del AluminioDocumento9 páginasInvestigación Del AluminioAlejandra YarceAún no hay calificaciones
- Características y usos del aluminio en construcciónDocumento20 páginasCaracterísticas y usos del aluminio en construcciónJosu D. HernandezAún no hay calificaciones
- Metodos de FundicionDocumento8 páginasMetodos de FundicionChris aquinóAún no hay calificaciones
- Crecimiento del aluminioDocumento6 páginasCrecimiento del aluminioCristian David Hernandez AteohortuaAún no hay calificaciones
- Muestrario AcerosDocumento9 páginasMuestrario Aceroslore8826Aún no hay calificaciones
- Selección de aleaciones y clasificación de piezas para fundiciónDocumento11 páginasSelección de aleaciones y clasificación de piezas para fundiciónicaro salazarAún no hay calificaciones
- Generalidades Del AluminioDocumento6 páginasGeneralidades Del AluminioCenis Cardenas100% (1)
- El Uso Del Aluminios en La Industria AutomotrizDocumento20 páginasEl Uso Del Aluminios en La Industria AutomotrizAlan Didier Orozco50% (2)
- Informe de AluminioDocumento10 páginasInforme de AluminioMirian TrujilloAún no hay calificaciones
- Proceso de Fundición Del AluminioDocumento5 páginasProceso de Fundición Del AluminioLizeth BarreraAún no hay calificaciones
- Fabricación tuberías sin costuraDocumento18 páginasFabricación tuberías sin costuraSara MontoyaAún no hay calificaciones
- Carpintería de AluminioDocumento17 páginasCarpintería de AluminioAlexsanderSullonAún no hay calificaciones
- Equipo 3 - Tipos de FundiciónDocumento12 páginasEquipo 3 - Tipos de FundiciónCarlos RiveraAún no hay calificaciones
- INFORME FUNDICIÓN de ALUMINIO (Copia en Conflicto de MacBook-Pro-De-VIviana-Silva 2015-01-29)Documento14 páginasINFORME FUNDICIÓN de ALUMINIO (Copia en Conflicto de MacBook-Pro-De-VIviana-Silva 2015-01-29)Daniel RodríguezAún no hay calificaciones
- Actividad 4-Aluminio y Sus AleacionesDocumento8 páginasActividad 4-Aluminio y Sus AleacionesKonrad BarrónAún no hay calificaciones
- Informe de Ciencia de Los Materiales.Documento48 páginasInforme de Ciencia de Los Materiales.César A. PérezAún no hay calificaciones
- Fundición aluminio arena verdeDocumento9 páginasFundición aluminio arena verdeLuis Condo AlvarezAún no hay calificaciones
- ZamakDocumento26 páginasZamakPaolo Barriga DezaAún no hay calificaciones
- Informe Aluminio y AleacionesDocumento19 páginasInforme Aluminio y AleacionesPabloAún no hay calificaciones
- Aleaciones Especiales y SopladoDocumento14 páginasAleaciones Especiales y SopladoAYRTON JOEL UZQUIANO NU�EZAún no hay calificaciones
- Fundicion de Piezas de AluminioDocumento3 páginasFundicion de Piezas de AluminioAdan Sierra LoaAún no hay calificaciones
- Rubrica 1-MaterialesDocumento11 páginasRubrica 1-Materiales19BREYNERAún no hay calificaciones
- PulvimetalurgiaDocumento3 páginasPulvimetalurgiajoseAún no hay calificaciones
- Propiedades y Aplicaciones de Fundiciones, Aceros Al Carbono y Aceros AleadosDocumento8 páginasPropiedades y Aplicaciones de Fundiciones, Aceros Al Carbono y Aceros Aleadoss91897790Aún no hay calificaciones
- Equipos y MaquinasDocumento9 páginasEquipos y MaquinasChavez ValeriaAún no hay calificaciones
- Unidad 5aDocumento8 páginasUnidad 5aAndres CastilloAún no hay calificaciones
- Productos férricos: aceros, fundiciones y procesos siderúrgicosDocumento8 páginasProductos férricos: aceros, fundiciones y procesos siderúrgicosJulian Aranda PerdigueroAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Ensayos Destructivos y No DestructivosDocumento2 páginasEnsayos Destructivos y No DestructivosCristobal JM CreativAún no hay calificaciones
- Balance MetalurgicoDocumento1 páginaBalance MetalurgicoCristobal JM CreativAún no hay calificaciones
- 1.conceptos TeoricosDocumento33 páginas1.conceptos TeoricosAna M. Galan PérezAún no hay calificaciones
- Informe Tecnico ChancadoraDocumento17 páginasInforme Tecnico ChancadoraCristobal JM CreativAún no hay calificaciones
- Fundicion y MoldeoDocumento14 páginasFundicion y MoldeoCristobal JM CreativAún no hay calificaciones
- Manual 090301agDocumento41 páginasManual 090301agCristobal JM CreativAún no hay calificaciones
- Proceso concentración oro cobre Cerro CoronaDocumento19 páginasProceso concentración oro cobre Cerro CoronaCristobal JM CreativAún no hay calificaciones
- Tratamiento Mecanico de Minerales Ii Cin PDFDocumento9 páginasTratamiento Mecanico de Minerales Ii Cin PDFPedro PabloAún no hay calificaciones
- Alanya Rojas Mery PilarDocumento18 páginasAlanya Rojas Mery PilarCristobal JM CreativAún no hay calificaciones
- Bueno ExamenDocumento1 páginaBueno ExamenCristobal JM CreativAún no hay calificaciones
- CerrocoronaDocumento4 páginasCerrocoronaJuan Carlos Tintaya VegaAún no hay calificaciones
- EJERCICIOS Diseños ExperimentalesDocumento21 páginasEJERCICIOS Diseños ExperimentalesEtelAnCespedesAún no hay calificaciones
- Bombas WilfleyDocumento14 páginasBombas WilfleyR Alejandro Contreras CastroAún no hay calificaciones
- Examen Primer ParcialDocumento3 páginasExamen Primer ParcialOscar Jean Paul Sullca RomeroAún no hay calificaciones
- Tema 07 MG Historia Minería PeruanaDocumento66 páginasTema 07 MG Historia Minería PeruanaCristobal JM CreativAún no hay calificaciones
- Flosheet Modicado Flotación PB y ZN Planta Azul Cocha - 420 TMDHDocumento9 páginasFlosheet Modicado Flotación PB y ZN Planta Azul Cocha - 420 TMDHCristobal JM CreativAún no hay calificaciones
- Sistema HexagonalDocumento11 páginasSistema HexagonalCristobal JM CreativAún no hay calificaciones
- Uso y Aplicaciones Correctas de Lubricantes de Planta Concentradora AzulcochaDocumento6 páginasUso y Aplicaciones Correctas de Lubricantes de Planta Concentradora AzulcochaCristobal JM CreativAún no hay calificaciones
- Conformado Por Arranque de Materiales y PulvimetalúrgiaDocumento12 páginasConformado Por Arranque de Materiales y PulvimetalúrgiaCristobal JM CreativAún no hay calificaciones
- Informe de HidrometalurgiaDocumento14 páginasInforme de HidrometalurgiaRonaldi Franco Llacza ChurampiAún no hay calificaciones
- El Ancho Es La Que Corta La Labor Con Cada Una de Las Cajas, Ese Ancho Te Sale en El Plano 1 o 2 Dependiendo Donde Este Tu Magnitud VerdaderaDocumento1 páginaEl Ancho Es La Que Corta La Labor Con Cada Una de Las Cajas, Ese Ancho Te Sale en El Plano 1 o 2 Dependiendo Donde Este Tu Magnitud VerdaderaCristobal JM CreativAún no hay calificaciones
- Normas Tecnicas InternacionalesDocumento5 páginasNormas Tecnicas InternacionalesCristobal JM CreativAún no hay calificaciones
- HIDROMETALURGIADocumento51 páginasHIDROMETALURGIACristobal JM CreativAún no hay calificaciones
- Normas Tecnicas InternacionalesDocumento5 páginasNormas Tecnicas InternacionalesCristobal JM CreativAún no hay calificaciones
- INTRODUCCIÓNDocumento1 páginaINTRODUCCIÓNCristobal JM CreativAún no hay calificaciones
- Estadistica EjerciciosDocumento6 páginasEstadistica EjerciciosCristobal JM CreativAún no hay calificaciones
- Determinación Del Work IndexDocumento11 páginasDeterminación Del Work IndexErik Salazar Rivera100% (2)
- PolimerosDocumento14 páginasPolimerosCristobal JM CreativAún no hay calificaciones
- Estadistica EjerciciosDocumento6 páginasEstadistica EjerciciosCristobal JM CreativAún no hay calificaciones
- Evaluacion en La Recuperacion Del Oro y Plata A PartirDocumento192 páginasEvaluacion en La Recuperacion Del Oro y Plata A PartirCristobal JM CreativAún no hay calificaciones
- 2Q - QUIMICA 1ro C - 2020 (Autoguardado)Documento351 páginas2Q - QUIMICA 1ro C - 2020 (Autoguardado)abi Lopez100% (1)
- EETT Herrajes para Conductor ACSR Curlew REPDocumento31 páginasEETT Herrajes para Conductor ACSR Curlew REPKingmer FloresAún no hay calificaciones
- Informe Titulacion Oxido ReduccionDocumento5 páginasInforme Titulacion Oxido ReduccionMartha RosasAún no hay calificaciones
- Determinacion de Cloruros y CianurosDocumento11 páginasDeterminacion de Cloruros y CianurosDaniel Morales100% (1)
- Astm C88 90Documento8 páginasAstm C88 90Esteban FinoAún no hay calificaciones
- Proyecto Software de MinaDocumento22 páginasProyecto Software de MinaWilder E. Ayay CuevaAún no hay calificaciones
- Tesis Jaime Campos (Puntos Extraccion)Documento163 páginasTesis Jaime Campos (Puntos Extraccion)Gabriel Inostroza MedinaAún no hay calificaciones
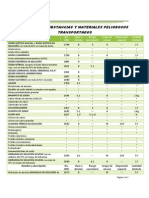
- Tabla de Sustancias y Materiales PeligrososDocumento2 páginasTabla de Sustancias y Materiales PeligrososRene OchoaAún no hay calificaciones
- Endurecimiento por dispersión: aleaciones y microestructurasDocumento52 páginasEndurecimiento por dispersión: aleaciones y microestructurasFelipe LopezAún no hay calificaciones
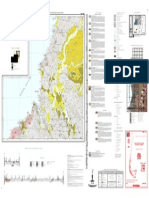
- Valdivia Corral MapaDocumento1 páginaValdivia Corral MapaConstanza MattusAún no hay calificaciones
- Ucd5747 01Documento145 páginasUcd5747 01Miguel AguileraAún no hay calificaciones
- C 04 Alteraciones HidrotermalesDocumento45 páginasC 04 Alteraciones HidrotermalesEduardo Limay CoronadoAún no hay calificaciones
- Camilla MacriDocumento5 páginasCamilla MacriAnonymous c3HKuIAún no hay calificaciones
- Cómo Mejorar Las Propiedades de Los PlásticosDocumento4 páginasCómo Mejorar Las Propiedades de Los PlásticosCarlos Jonathan RomeroAún no hay calificaciones
- Hoja Tecnica de Seguridad BentonitaDocumento4 páginasHoja Tecnica de Seguridad BentonitaAnonymous oKr1c2WAún no hay calificaciones
- Ejercicios Resueltos Quimica CalorimetriDocumento14 páginasEjercicios Resueltos Quimica CalorimetriIsmael Trejo NuñezAún no hay calificaciones
- Ventajas y Desventajas Fluidos TerminacionDocumento2 páginasVentajas y Desventajas Fluidos TerminacionJose Martin RomayAún no hay calificaciones
- Informe Completo Titulacion Acido-BaseDocumento5 páginasInforme Completo Titulacion Acido-BaseLeonardo Medina GermanottaAún no hay calificaciones
- Procesos de ManofacturaDocumento7 páginasProcesos de ManofacturaEmmanuel Eliseo Zárate MartínezAún no hay calificaciones
- Copia de Tema 3Documento43 páginasCopia de Tema 3Henry RamosAún no hay calificaciones
- PermanganometriaDocumento7 páginasPermanganometriaGaby CarranzaAún no hay calificaciones
- Metodo de Explotacion Por HundimientoDocumento30 páginasMetodo de Explotacion Por HundimientoCintia GonzálesAún no hay calificaciones
- Memoria Anual 2009 Mina TiclioDocumento94 páginasMemoria Anual 2009 Mina Ticliofortunatohuaroc100% (1)
- CONSOLIDADO TARIFARIO SergeominDocumento8 páginasCONSOLIDADO TARIFARIO SergeominPablo MedinaAún no hay calificaciones
- PDVSA EM-01-01 08 Res Epoxi Poliam Modif Revest Fab Tanq TubDocumento10 páginasPDVSA EM-01-01 08 Res Epoxi Poliam Modif Revest Fab Tanq TubJosé AvendañoAún no hay calificaciones
- Soldadura 20 AluminioDocumento18 páginasSoldadura 20 AluminiosergioAún no hay calificaciones
- Informe III-IV Compuestos Coordinación 2018Documento11 páginasInforme III-IV Compuestos Coordinación 2018Daniel100% (1)
- CLASE 7. - El Aluminio y Sus AleacionesDocumento63 páginasCLASE 7. - El Aluminio y Sus Aleacionesjosebas91Aún no hay calificaciones
- Bisagras HafeleDocumento14 páginasBisagras HafelePedro Pablo PachecoAún no hay calificaciones