También podría gustarte
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Proceso de ColadaDocumento36 páginasProceso de ColadaEva RaincaAún no hay calificaciones
- Resumen Fundicion U1Documento5 páginasResumen Fundicion U1Eugenio GentileAún no hay calificaciones
- Informe de Visita Técnica A Fundidora MejíaDocumento8 páginasInforme de Visita Técnica A Fundidora MejíaFeLipe MaldOnadoAún no hay calificaciones
- Tecno 2 Cap 11Documento17 páginasTecno 2 Cap 11Gustavo CruzAún no hay calificaciones
- FUNDICIONESDocumento23 páginasFUNDICIONESCarlos LopezAún no hay calificaciones
- Proceso de FundicionDocumento13 páginasProceso de FundicionJhonatan GarciaAún no hay calificaciones
- 1.1 NicoDocumento18 páginas1.1 NicoJEFFERSON JOHAN RODRIGUEZ CHILAAún no hay calificaciones
- Procesos de Fundición de MetalesDocumento14 páginasProcesos de Fundición de MetalesAlberto chaconAún no hay calificaciones
- Selección de aleaciones y clasificación de piezas para fundiciónDocumento11 páginasSelección de aleaciones y clasificación de piezas para fundiciónicaro salazarAún no hay calificaciones
- Modelos para FundiciónDocumento14 páginasModelos para FundiciónAldwolver CourviniousAún no hay calificaciones
- Procesos Sin Arranque de Viruta en Materiales Metalicos y No MetalicosDocumento12 páginasProcesos Sin Arranque de Viruta en Materiales Metalicos y No MetalicosAlex Rodriguez Atienzo100% (2)
- FUNDICIONDocumento17 páginasFUNDICIONBetty Acero ChoqueAún no hay calificaciones
- I Unidad Proceso de Fundicion y PirometalurgiaDocumento20 páginasI Unidad Proceso de Fundicion y PirometalurgiaAnnie Black MussaAún no hay calificaciones
- FUNDICIONDocumento63 páginasFUNDICIONArleth SilesAún no hay calificaciones
- Efecto de La Temperatura de Colada Sobre La DurezaDocumento9 páginasEfecto de La Temperatura de Colada Sobre La DurezaCarlos JhoanAún no hay calificaciones
- Tecnología 1er Parcial ResumenDocumento25 páginasTecnología 1er Parcial Resumenguerrerorubi2801Aún no hay calificaciones
- FUNDICIONESDocumento10 páginasFUNDICIONESLuis Orozco VenegasAún no hay calificaciones
- estudioDocumento5 páginasestudiohernando.torrescAún no hay calificaciones
- Produccion de Piezas FundidasDocumento11 páginasProduccion de Piezas Fundidashdcs93Aún no hay calificaciones
- 1.tecnología de FundicionesDocumento33 páginas1.tecnología de FundicionesSofía RodriguezAún no hay calificaciones
- soldabilidad de las fundiciones soldaduraDocumento4 páginassoldabilidad de las fundiciones soldaduradayeAún no hay calificaciones
- FUNDICIÓN Y Procesos de Manufactura Sin Arranque de VirutaDocumento46 páginasFUNDICIÓN Y Procesos de Manufactura Sin Arranque de VirutaMargarita PedrazaAún no hay calificaciones
- CUESTIONARIODocumento15 páginasCUESTIONARIOJavier PautaAún no hay calificaciones
- Cuestionario 1Documento14 páginasCuestionario 1Ivan GuarnizoAún no hay calificaciones
- Resumen Procesos y Equipos de Fundición de MetalesDocumento13 páginasResumen Procesos y Equipos de Fundición de MetalesDaniel Vargas TrujilloAún no hay calificaciones
- Tema IiiDocumento165 páginasTema IiidogpapaAún no hay calificaciones
- Fibra de VidrioDocumento20 páginasFibra de VidrioHumberto Pucho ChinoAún no hay calificaciones
- Conformacion MetalicaDocumento23 páginasConformacion MetalicaFallcrow TopsAún no hay calificaciones
- Trabajo de AluminioDocumento22 páginasTrabajo de Aluminiokleyjarh100% (1)
- Proceso de MoldeoDocumento12 páginasProceso de MoldeoGabriel FuentesAún no hay calificaciones
- Fundición metales procesosDocumento40 páginasFundición metales procesosJOSE ALEJANDRO ALE BURGOSAún no hay calificaciones
- Fundicion, Moldeo y Procesos Afines (Unidad 2) . - Procesos de FabricacionDocumento31 páginasFundicion, Moldeo y Procesos Afines (Unidad 2) . - Procesos de FabricacionZendejas Ballesteros RafaelAún no hay calificaciones
- Vaciado en ArenaDocumento37 páginasVaciado en ArenaClaudia CornejoAún no hay calificaciones
- Dis de Moldes UNIDAD 3 Materiales Para La Fabricación de MIPDocumento31 páginasDis de Moldes UNIDAD 3 Materiales Para La Fabricación de MIPALAN lopezAún no hay calificaciones
- Practica 2Documento17 páginasPractica 2Rikardo VergaraAún no hay calificaciones
- Fundicion EstudiarDocumento29 páginasFundicion EstudiarXabeli MacfAún no hay calificaciones
- Fundicion Metales USPDocumento32 páginasFundicion Metales USPAnderson Jesus BartoloAún no hay calificaciones
- Texto Fuf - 400Documento68 páginasTexto Fuf - 400Julio VidalAún no hay calificaciones
- Procesos de Fundición de MetalesDocumento12 páginasProcesos de Fundición de MetalesLuis Angel RojasAún no hay calificaciones
- Etapas Del Proceso de FundicionDocumento6 páginasEtapas Del Proceso de Fundicionbarbara castilloAún no hay calificaciones
- INTRODUCCION A Los MaterialesDocumento10 páginasINTRODUCCION A Los MaterialesJorgeAún no hay calificaciones
- Cuestionario 11Documento17 páginasCuestionario 11Franz GuzmanAún no hay calificaciones
- FundiciónDocumento7 páginasFundiciónAlexis VargasAún no hay calificaciones
- Etapas Del Proceso de FundiciónDocumento5 páginasEtapas Del Proceso de FundiciónAlfonso Mendez CruzAún no hay calificaciones
- Procesos de Fundición de Metales y Aleaciones: Moldeo en Arena y CáscaraDocumento155 páginasProcesos de Fundición de Metales y Aleaciones: Moldeo en Arena y CáscaraBel CoroAún no hay calificaciones
- MetalesDocumento13 páginasMetalesWilliam Padron TrejoAún no hay calificaciones
- Ahi Ta Che ImprimeloDocumento10 páginasAhi Ta Che ImprimeloJano EstradaAún no hay calificaciones
- Procesos de Fundición ECO 2Documento66 páginasProcesos de Fundición ECO 2Bustos Luna ArmandoAún no hay calificaciones
- Practica 1 - Practica de Fundicion Mayo 2010Documento14 páginasPractica 1 - Practica de Fundicion Mayo 2010Edgar SuarezAún no hay calificaciones
- Que Es La FundicionDocumento11 páginasQue Es La FundicionCarlos FerrufinoAún no hay calificaciones
- FUNDICIÓNDocumento16 páginasFUNDICIÓNJorge OlveraAún no hay calificaciones
- Cuestionario de Procesos IndustrialesDocumento9 páginasCuestionario de Procesos IndustrialesDanniel Bloom100% (1)
- Fundicion 1Documento429 páginasFundicion 1Milton RiveraAún no hay calificaciones
- FundicionDocumento14 páginasFundicionNicolas BeloniAún no hay calificaciones
- Práctica de ForjaDocumento11 páginasPráctica de ForjaCarlos RiveraAún no hay calificaciones
- Cap - 11 - Procesos de Fundición de MetalesDocumento35 páginasCap - 11 - Procesos de Fundición de MetalesMerlínAún no hay calificaciones
- IntroducciónDocumento14 páginasIntroducciónRichard AncariAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- 04 Dibujo TecnicoDocumento5 páginas04 Dibujo TecnicoCésar A. PérezAún no hay calificaciones
- Sistemas de Representacion PuntoDocumento9 páginasSistemas de Representacion PuntoSebastián Lara HerediaAún no hay calificaciones
- Calendario Imprimible Abril 2021Documento1 páginaCalendario Imprimible Abril 2021César A. PérezAún no hay calificaciones
- 03 Dibujo TecnicoDocumento7 páginas03 Dibujo TecnicoCésar A. PérezAún no hay calificaciones
- Sistemas de Representacion Sesion3Documento5 páginasSistemas de Representacion Sesion3César A. PérezAún no hay calificaciones
- Sistemas de Representacion Sesion1Documento16 páginasSistemas de Representacion Sesion1César A. PérezAún no hay calificaciones
- Informe Ciencia de Los MaterialesDocumento13 páginasInforme Ciencia de Los MaterialesCésar A. PérezAún no hay calificaciones
- Calendario Imprimible Agosto 2021Documento1 páginaCalendario Imprimible Agosto 2021César A. PérezAún no hay calificaciones
- Pdfslide - Tips - Normalizacion y Acotacion 3Documento17 páginasPdfslide - Tips - Normalizacion y Acotacion 3César A. PérezAún no hay calificaciones
- Pdfslide - Tips - Acotacion de AngulosDocumento14 páginasPdfslide - Tips - Acotacion de AngulosCésar A. PérezAún no hay calificaciones
- Acotación, Signos y PuntuaciónDocumento19 páginasAcotación, Signos y PuntuaciónMariaFernandezAún no hay calificaciones
- Pdfslide - Tips - Normalizacion y Acotacion 3Documento17 páginasPdfslide - Tips - Normalizacion y Acotacion 3César A. PérezAún no hay calificaciones
- Calendario Imprimible Julio 2021Documento1 páginaCalendario Imprimible Julio 2021César A. PérezAún no hay calificaciones
- Calendario Imprimible Diciembre 2021Documento1 páginaCalendario Imprimible Diciembre 2021César A. PérezAún no hay calificaciones
- T-8 Acotacion EjemplosDocumento31 páginasT-8 Acotacion EjemplosAntonio Lara MuñozAún no hay calificaciones
- Acotación, Signos y PuntuaciónDocumento19 páginasAcotación, Signos y PuntuaciónMariaFernandezAún no hay calificaciones
- Pdfslide - Tips - Acotacion de AngulosDocumento14 páginasPdfslide - Tips - Acotacion de AngulosCésar A. PérezAún no hay calificaciones
- Pdfslide - Tips La-AcotacionDocumento23 páginasPdfslide - Tips La-AcotacionCésar A. PérezAún no hay calificaciones
- Normas de Dibujo TecnicoDocumento16 páginasNormas de Dibujo TecnicoJorge Leiva Gago92% (26)
- Acotación de Dibujos TécnicosDocumento20 páginasAcotación de Dibujos Técnicosjoacospeedwaycrudele0% (1)
- Sistemas de AcotaciónDocumento22 páginasSistemas de AcotaciónYoni CruzAún no hay calificaciones
- Clase 2 Lectura de Planos y Documentos TecnicosDocumento16 páginasClase 2 Lectura de Planos y Documentos TecnicosCésar A. PérezAún no hay calificaciones
- 6 Escritura y CaracteresDocumento7 páginas6 Escritura y CaracteresCésar A. PérezAún no hay calificaciones
- NCh0014 Of.1993 Dibujo Técnico Cuadro de RotulaciónDocumento15 páginasNCh0014 Of.1993 Dibujo Técnico Cuadro de RotulaciónPaulina SOAún no hay calificaciones
- Lista de MaterialesDocumento1 páginaLista de MaterialesCésar A. PérezAún no hay calificaciones
- Normas para Dibujo Tecnico PDFDocumento38 páginasNormas para Dibujo Tecnico PDFSANDRA NAYIBE GUTIERREZ AVILAAún no hay calificaciones
- Soporte de PoleaDocumento2 páginasSoporte de PoleaCésar A. Pérez100% (1)
- Energia SolarDocumento27 páginasEnergia SolarCésar A. PérezAún no hay calificaciones
- Diagramas de ChaudronDocumento18 páginasDiagramas de ChaudronObryan Salas AparicioAún no hay calificaciones
- Análisis estructural en acero del palacio municipalDocumento37 páginasAnálisis estructural en acero del palacio municipalMarlene Carcausto LauraAún no hay calificaciones
- Alimentos con hierro y su absorciónDocumento2 páginasAlimentos con hierro y su absorciónFer Mat QuisCamAún no hay calificaciones
- 5.diagrama Hierro - CarbonoDocumento46 páginas5.diagrama Hierro - CarbonopuertomolAún no hay calificaciones
- Proyecto La Oca para Combatir La AnemiaDocumento24 páginasProyecto La Oca para Combatir La AnemiaJC Demon100% (2)
- Practica de Laboratorio 4 - Azufre y Sulfuro 2021 Correa - Davila - FloresDocumento14 páginasPractica de Laboratorio 4 - Azufre y Sulfuro 2021 Correa - Davila - FloresAnthony Ruiz ChavezAún no hay calificaciones
- Corrosion 2Documento22 páginasCorrosion 2BryAn Velasquez VallenasAún no hay calificaciones
- Pa1 Tecnologia de Los MaterialesDocumento9 páginasPa1 Tecnologia de Los MaterialesWillam Gonzáles VásquezAún no hay calificaciones
- Factores de conversión agrícolasDocumento4 páginasFactores de conversión agrícolasviqueparAún no hay calificaciones
- Teorías Del Origen Del PetróleoDocumento4 páginasTeorías Del Origen Del PetróleoJohn GonzalezAún no hay calificaciones
- Anemia Ferropénica: Causas, Síntomas y TratamientoDocumento23 páginasAnemia Ferropénica: Causas, Síntomas y TratamientoLuis ChavezAún no hay calificaciones
- AdC EstructurasMetalicas Cap1 y Cap2Documento16 páginasAdC EstructurasMetalicas Cap1 y Cap2Carlos SánchezAún no hay calificaciones
- Diagrama de Fases Fe-CDocumento25 páginasDiagrama de Fases Fe-CEduardo Jesus Mayorca BaldocedaAún no hay calificaciones
- Causas Internas Del Deteriorio Del PapelDocumento20 páginasCausas Internas Del Deteriorio Del PapelJun CasAún no hay calificaciones
- La Empresa AgropecuariaDocumento123 páginasLa Empresa AgropecuariaGrecia OrdazAún no hay calificaciones
- Plantas de FundicionDocumento38 páginasPlantas de FundicionCarolinaRodriguezSotoAún no hay calificaciones
- Aleaciones Fe-CDocumento30 páginasAleaciones Fe-CPhilip WalkerAún no hay calificaciones
- Materiales: Características y aplicaciones de aleaciones ferrosas y no ferrosasDocumento27 páginasMateriales: Características y aplicaciones de aleaciones ferrosas y no ferrosasRafa PáezAún no hay calificaciones
- Elementos Aleantes de Los AcerosDocumento2 páginasElementos Aleantes de Los AcerosRodrigo Perdomo EspañaAún no hay calificaciones
- Corrosión en Tuberías H2S y CO2Documento61 páginasCorrosión en Tuberías H2S y CO2Dark CenobiteAún no hay calificaciones
- Que Es El FosfatizadoDocumento2 páginasQue Es El FosfatizadoAlex Torres CamizanAún no hay calificaciones
- Albalux TdsDocumento3 páginasAlbalux TdsJoseMaximilianoLujanAún no hay calificaciones
- Armado Structural de Un Bloque en Una Construccion NavalDocumento129 páginasArmado Structural de Un Bloque en Una Construccion NavalMARIO HUAMANAún no hay calificaciones
- Cap2-Modificación Del MedioDocumento18 páginasCap2-Modificación Del MedioErickAún no hay calificaciones
- Cuestionario 2Documento4 páginasCuestionario 2Selene Gonzalez LopezAún no hay calificaciones
- Escalera Lateral de Trabajo de Planta de Inyeccion N-03Documento12 páginasEscalera Lateral de Trabajo de Planta de Inyeccion N-03B31 ARQUITECTURAAún no hay calificaciones
- Aceptabilidad agua consumoDocumento8 páginasAceptabilidad agua consumoCarlos MuñozAún no hay calificaciones
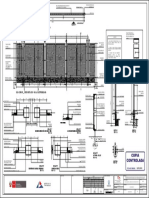
- Plano de Muro MetalicoDocumento1 páginaPlano de Muro MetalicoRosa Esther Domínguez CórdovaAún no hay calificaciones
- Constituyentes Del Diagrama Hierro - CarbonoDocumento6 páginasConstituyentes Del Diagrama Hierro - CarbonocristianAún no hay calificaciones