También podría gustarte
- Planificación y control de producción en la Universidad Andina del CuscoDocumento18 páginasPlanificación y control de producción en la Universidad Andina del CuscoHILLARY SIERRA ALLENDEAún no hay calificaciones
- Planificación y Control de La ProducciónDocumento10 páginasPlanificación y Control de La ProducciónJasely RomeroAún no hay calificaciones
- PRESUPUESTOSDocumento3 páginasPRESUPUESTOSKarla Farias AñazcoAún no hay calificaciones
- 21 Planeación de La Producción. Semana 4Documento19 páginas21 Planeación de La Producción. Semana 4Cristián Herrera100% (1)
- mol602_s2_apunte1Documento29 páginasmol602_s2_apunte1quiroga.diego95Aún no hay calificaciones
- CLASE 1 DE UNID. III - ActualizadoDocumento61 páginasCLASE 1 DE UNID. III - ActualizadoRuth Cristina QuinteroAún no hay calificaciones
- Dirección y Planificacion de La Producción Lean ManufacturingDocumento61 páginasDirección y Planificacion de La Producción Lean ManufacturingKtti AritaAún no hay calificaciones
- S&OPDocumento41 páginasS&OPSteffania Michelle100% (2)
- Planeacion y Presupuestos Gestion de Compras..Documento11 páginasPlaneacion y Presupuestos Gestion de Compras..Dulce Vianney Sánchez0% (1)
- Planeación agregada y sus niveles de producciónDocumento16 páginasPlaneación agregada y sus niveles de produccióngüero_gonzalezAún no hay calificaciones
- Desde El S&OP Hasta El IBPDocumento6 páginasDesde El S&OP Hasta El IBPDiego Ignacio Rojas CalderonAún no hay calificaciones
- Actividad 2Documento4 páginasActividad 2Jimmy Narvaez0% (2)
- Banco de Preguntas Examen Primer Parcial GP2.Documento9 páginasBanco de Preguntas Examen Primer Parcial GP2.Meiling LeonAún no hay calificaciones
- Planeacion y Control de La ProducciónDocumento17 páginasPlaneacion y Control de La ProducciónLupita PrietoAún no hay calificaciones
- 1.cuestionario Pronósticos III SemestreDocumento26 páginas1.cuestionario Pronósticos III SemestreDeivid Leonardo Gallo Pascagaza0% (1)
- Tarea Grupal PCP Alicorp Aceros Arequipa CreditexDocumento18 páginasTarea Grupal PCP Alicorp Aceros Arequipa CreditexAndresArbeAún no hay calificaciones
- Costos y Presupuestos - Unidad 2Documento10 páginasCostos y Presupuestos - Unidad 2Aury Valeria VidalAún no hay calificaciones
- ENFASIS PLANEACION Y ORGANIZACION DE LA PRODUCCION A3Documento6 páginasENFASIS PLANEACION Y ORGANIZACION DE LA PRODUCCION A3GUIDO MORRISAún no hay calificaciones
- Impri MirDocumento13 páginasImpri MirAlis LugoAún no hay calificaciones
- Técnicas para Hallar PronósticosDocumento5 páginasTécnicas para Hallar PronósticosAlis LugoAún no hay calificaciones
- Taller de Elaboracion de PresupuestosDocumento41 páginasTaller de Elaboracion de PresupuestosHector Ivan Valencia Muñoz100% (1)
- PresupuestosDocumento33 páginasPresupuestosArturo Casas ArenasAún no hay calificaciones
- Sesión 5 Princios Basicos de PronosticosDocumento39 páginasSesión 5 Princios Basicos de PronosticosErika BermudezAún no hay calificaciones
- Trabajo de Producción Ii Ultimo J DDocumento51 páginasTrabajo de Producción Ii Ultimo J Djuank_v8Aún no hay calificaciones
- Conclusion 2Documento5 páginasConclusion 2Ricardo ChMaasAún no hay calificaciones
- Integración ElementosDocumento28 páginasIntegración ElementosMauricio HernándezAún no hay calificaciones
- Planteamiento Agregada de ProduccionDocumento16 páginasPlanteamiento Agregada de ProduccionLuis Pernia TorresAún no hay calificaciones
- Gestión de Operaciones APPDocumento30 páginasGestión de Operaciones APPMiriam RojasAún no hay calificaciones
- Modelos OrganizacionalesDocumento10 páginasModelos OrganizacionalesanaAún no hay calificaciones
- Planeación y Control de La Producción IiDocumento15 páginasPlaneación y Control de La Producción Iirodrigo cruzAún no hay calificaciones
- Resumen de EmergenciaDocumento7 páginasResumen de EmergenciaAlanAún no hay calificaciones
- Planeación Agregada.Documento21 páginasPlaneación Agregada.CARLOS ALFONSO GOMEZ GARCIAAún no hay calificaciones
- Proyeccion FinancieraDocumento22 páginasProyeccion FinancieraJuan Pablo Cuellar100% (1)
- Master Plan InfoDocumento9 páginasMaster Plan InfoJaime AmayaAún no hay calificaciones
- Planeación AgregadaDocumento20 páginasPlaneación AgregadaOriana Paola Gonzalez MartinezAún no hay calificaciones
- Exposicion Administracion de Operaciones ActualizadoDocumento41 páginasExposicion Administracion de Operaciones ActualizadoAlessandric GuillénAún no hay calificaciones
- Exposicion Administracion de Operaciones ActualizadoDocumento29 páginasExposicion Administracion de Operaciones ActualizadoHaidith Cabrera50% (4)
- Planeacion AgregadaDocumento21 páginasPlaneacion Agregadajorgetim94Aún no hay calificaciones
- Planificación de La Producción (Borrador)Documento10 páginasPlanificación de La Producción (Borrador)Jasely RomeroAún no hay calificaciones
- Administración de Operaciones II-2Documento17 páginasAdministración de Operaciones II-2Alessandric Guillén33% (3)
- Pronostico de VentaDocumento21 páginasPronostico de VentaYolimar NuñezAún no hay calificaciones
- Plan de Producciòn CompletadoDocumento15 páginasPlan de Producciòn CompletadobayolethAún no hay calificaciones
- Administracion de Bares Clase 1Documento7 páginasAdministracion de Bares Clase 1tamara mielnichukAún no hay calificaciones
- La Planificación Dentro de La Cadena de SUMINISTROSDocumento5 páginasLa Planificación Dentro de La Cadena de SUMINISTROSAlbertico LimontaAún no hay calificaciones
- Planeación AgregadaDocumento15 páginasPlaneación AgregadaRicardo LópezAún no hay calificaciones
- Taller Evaluativo 3Documento7 páginasTaller Evaluativo 3Lili FalsAún no hay calificaciones
- Diario Doble Entrada Presupuestos de OperacionDocumento11 páginasDiario Doble Entrada Presupuestos de OperacionAlvaro Enrique Duran MartinezAún no hay calificaciones
- Lectura 1.4 Planeación AgregadaDocumento28 páginasLectura 1.4 Planeación AgregadaRoberto AndreeAún no hay calificaciones
- Unidad VIDocumento12 páginasUnidad VIMaite Carolina Angel VasquezAún no hay calificaciones
- 3 Pronosticos DtoDocumento63 páginas3 Pronosticos DtoMaryancita A MjAún no hay calificaciones
- Planificación de ventas y operaciones: objetivos y métodos de agregaciónDocumento9 páginasPlanificación de ventas y operaciones: objetivos y métodos de agregaciónLuis miguel de la cruzAún no hay calificaciones
- Semana 11 - Presupuesto Maestro y PronósticosDocumento24 páginasSemana 11 - Presupuesto Maestro y Pronósticosluis saavedraAún no hay calificaciones
- Ciclo PresupuestalDocumento6 páginasCiclo PresupuestalDayana Dams molinaAún no hay calificaciones
- Tarea 5 SeminarioDocumento7 páginasTarea 5 SeminarioMonteza LeydiAún no hay calificaciones
- Conceptos Gerenciales y Cadena de ValorDocumento28 páginasConceptos Gerenciales y Cadena de Valorjacobo hernadezAún no hay calificaciones
- Planificación de La Producción IiDocumento89 páginasPlanificación de La Producción IifelipeAún no hay calificaciones
- Síntesis Unidad 1 Planeación AgrgadaDocumento15 páginasSíntesis Unidad 1 Planeación AgrgadaDiego Cesar RJAún no hay calificaciones
- Presentacion PresupuestosDocumento116 páginasPresentacion PresupuestosAngie Paola Rios AusechaAún no hay calificaciones
- Presupuestos: Un enfoque gerencialDe EverandPresupuestos: Un enfoque gerencialAún no hay calificaciones
- Procesado de Materiales CerámicosDocumento134 páginasProcesado de Materiales CerámicossonsolesAún no hay calificaciones
- Dina MicaDocumento20 páginasDina MicasonsolesAún no hay calificaciones
- T1 Introducción Planificación M y C PLDocumento82 páginasT1 Introducción Planificación M y C PLsonsolesAún no hay calificaciones
- Tema 1 - Introduccion A Los Procesos de FabricaciónDocumento6 páginasTema 1 - Introduccion A Los Procesos de FabricaciónsonsolesAún no hay calificaciones
- Tema 1Documento19 páginasTema 1sonsolesAún no hay calificaciones
- T4 PlantillaDocumento10 páginasT4 PlantillasonsolesAún no hay calificaciones
- Trabajo y EnergíaDocumento9 páginasTrabajo y EnergíasonsolesAún no hay calificaciones
- IF TEMA 1 Con Solución ManométricaDocumento42 páginasIF TEMA 1 Con Solución ManométricasonsolesAún no hay calificaciones
- Tema 6. Evaluación Económica de Los Procesos Industriales - IPP 21 - 22Documento62 páginasTema 6. Evaluación Económica de Los Procesos Industriales - IPP 21 - 22sonsolesAún no hay calificaciones
- Tema 8. Seguridad e Higiene Industrial - IPP 21 - 22Documento91 páginasTema 8. Seguridad e Higiene Industrial - IPP 21 - 22sonsolesAún no hay calificaciones
- Industrias manufacturerasDocumento37 páginasIndustrias manufacturerassonsolesAún no hay calificaciones
- Tema 9. Ejemplo de Evaluación de Los Procesos Químicos Industriales - IPP 21 - 22Documento48 páginasTema 9. Ejemplo de Evaluación de Los Procesos Químicos Industriales - IPP 21 - 22sonsolesAún no hay calificaciones
- Ejercicios de Transferencia de MasaDocumento8 páginasEjercicios de Transferencia de MasaFrancisco Valdes88% (17)
- IF Tema 6.2Documento38 páginasIF Tema 6.2sonsolesAún no hay calificaciones
- Tema 7. Evaluación Ambiental y Energética - IPP 21 - 22Documento72 páginasTema 7. Evaluación Ambiental y Energética - IPP 21 - 22sonsolesAún no hay calificaciones
- Tema 7. Sistemas de Gestion Ambiental 21-22Documento65 páginasTema 7. Sistemas de Gestion Ambiental 21-22sonsolesAún no hay calificaciones
- IF Ejercicios Tema 5Documento1 páginaIF Ejercicios Tema 5sonsolesAún no hay calificaciones
- Tema 3. La Industria Química - IPP 21 - 22Documento40 páginasTema 3. La Industria Química - IPP 21 - 22sonsolesAún no hay calificaciones
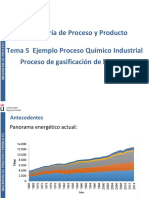
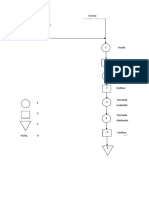
- Tema 5. Ejemplo Proceso Químico Industrial - IPP 21 - 22Documento31 páginasTema 5. Ejemplo Proceso Químico Industrial - IPP 21 - 22sonsolesAún no hay calificaciones
- Tema 2. Desarrollo de Productos - IPP 21 - 22Documento38 páginasTema 2. Desarrollo de Productos - IPP 21 - 22sonsolesAún no hay calificaciones
- Evaluación económica de procesos industriales: VAN y criterios de inversiónDocumento8 páginasEvaluación económica de procesos industriales: VAN y criterios de inversiónsonsolesAún no hay calificaciones
- Anexo MicropipetasDocumento7 páginasAnexo MicropipetassonsolesAún no hay calificaciones
- 1 Supuesto 1 de Subvenciones Capital PDFDocumento1 página1 Supuesto 1 de Subvenciones Capital PDFsonsolesAún no hay calificaciones
- Tema 4 Supuesto YO Ciclo ContableDocumento1 páginaTema 4 Supuesto YO Ciclo ContablesonsolesAún no hay calificaciones
- Supuesto Inmovilizado MaterialDocumento1 páginaSupuesto Inmovilizado MaterialsonsolesAún no hay calificaciones
- Tema 5 Supuesto - CCAADocumento5 páginasTema 5 Supuesto - CCAAsonsolesAún no hay calificaciones
- Diseño de procesos industrialesDocumento32 páginasDiseño de procesos industrialessonsolesAún no hay calificaciones
- Tema 3 Supuesto - Caso 2 - Ingresos Gastos y NominasDocumento2 páginasTema 3 Supuesto - Caso 2 - Ingresos Gastos y NominassonsolesAún no hay calificaciones
- Activo Pasivo Neto Caso 1 Universidad Rey Juan CarlosDocumento2 páginasActivo Pasivo Neto Caso 1 Universidad Rey Juan CarlossonsolesAún no hay calificaciones
- Tema 0 ENUNCIADO SUPUESTO 1 Y 2Documento2 páginasTema 0 ENUNCIADO SUPUESTO 1 Y 2sonsolesAún no hay calificaciones
- 6.ficha Tecnica de CeramicosDocumento3 páginas6.ficha Tecnica de CeramicosMarlon Reque CarrilloAún no hay calificaciones
- Salmón Camanchaca: empresa líder en calidad y sostenibilidadDocumento6 páginasSalmón Camanchaca: empresa líder en calidad y sostenibilidadmaickolAún no hay calificaciones
- Catarsis 203Documento24 páginasCatarsis 203Romy Parada VillarAún no hay calificaciones
- Analis de Resume Ciclo Contable022Documento6 páginasAnalis de Resume Ciclo Contable022Lisvania Miranda AMARISAún no hay calificaciones
- LP13692S-0132-F700-PRO-00037-PETS TIE IN 002 y 003 - TIE OUT 001 y 002 (28 NOV)Documento27 páginasLP13692S-0132-F700-PRO-00037-PETS TIE IN 002 y 003 - TIE OUT 001 y 002 (28 NOV)Sergio Anthony Llontop ValdiviesoAún no hay calificaciones
- Proyecto FinalDocumento14 páginasProyecto FinalCriss Rolan Castro RondinelAún no hay calificaciones
- Curriculum GaspetrolDocumento3 páginasCurriculum GaspetrolAlfredo AngelesAún no hay calificaciones
- Historia Del Petróleo en VenezuelaDocumento19 páginasHistoria Del Petróleo en VenezuelaluisanaamgAún no hay calificaciones
- TRAMITACION TrabajoDocumento12 páginasTRAMITACION TrabajoJOSÉ GUERREROAún no hay calificaciones
- Historia AlmacenDocumento2 páginasHistoria AlmacenJhonAún no hay calificaciones
- Temas Selectos de Ingenieria PetroleraDocumento33 páginasTemas Selectos de Ingenieria PetroleraddttaajjAún no hay calificaciones
- Generación de Empresas Ii: Facultad de Ciencias Económicas Escuela Profesional de AdministraciónDocumento59 páginasGeneración de Empresas Ii: Facultad de Ciencias Económicas Escuela Profesional de AdministraciónLove ForverAún no hay calificaciones
- Dop de Una CremalleraDocumento1 páginaDop de Una CremalleraMaria Alejandra Marin VelizAún no hay calificaciones
- Covenin 36-2002Documento8 páginasCovenin 36-2002richard velaAún no hay calificaciones
- Gfpi-F-019 - Guia - de - Aprendizaje Propagacion VegetativaDocumento3 páginasGfpi-F-019 - Guia - de - Aprendizaje Propagacion VegetativaMariela Isabel Paez GonzalezAún no hay calificaciones
- CASO PRÁCTICO Prorrateo Primario y SecundarioDocumento3 páginasCASO PRÁCTICO Prorrateo Primario y Secundariobraulio80% (5)
- Informe de AlmacenDocumento8 páginasInforme de AlmacenYONATAN LIZANA QUISPEAún no hay calificaciones
- EL MAÍZ, Caracteristicas, Produccion y ComercializacionDocumento17 páginasEL MAÍZ, Caracteristicas, Produccion y ComercializacionyoansecoAún no hay calificaciones
- Dinamica Plan de CuentaDocumento13 páginasDinamica Plan de CuentaGustavo TadeoAún no hay calificaciones
- DIRECT-4501070630-DCMM-PET-0606 - R0 - RevisadoSinComentariosDocumento10 páginasDIRECT-4501070630-DCMM-PET-0606 - R0 - RevisadoSinComentariosSeguridad RaptorAún no hay calificaciones
- PV Module Warranty Insurance usenNEW SpanishDocumento2 páginasPV Module Warranty Insurance usenNEW SpanishDany DzAún no hay calificaciones
- Caso DellDocumento6 páginasCaso DellPaul Larry Kong Romero100% (1)
- Ranking de Exportadores Industriales 2022Documento330 páginasRanking de Exportadores Industriales 2022Guillermo DribónAún no hay calificaciones
- Matrices de EstrategiasDocumento22 páginasMatrices de EstrategiasSteffyWagnerAún no hay calificaciones
- Ejercicio Presupuesto de ProduccionDocumento20 páginasEjercicio Presupuesto de ProduccionMarcela Guzman CaroAún no hay calificaciones
- S07.s1 - AC-MN-02 Manual de Calidad y Seguridad Alimentaria Ver3 02.11.2022 - 736893804Documento38 páginasS07.s1 - AC-MN-02 Manual de Calidad y Seguridad Alimentaria Ver3 02.11.2022 - 736893804Jose Manuel S'aAún no hay calificaciones
- Gestion de AbastecimientoDocumento26 páginasGestion de Abastecimientojuan carlos delgado barretoAún no hay calificaciones
- Edo de CtaDocumento8 páginasEdo de CtaAlberth Castro GonzálezAún no hay calificaciones
- Informe de Pago ImssDocumento1 páginaInforme de Pago ImssDJ Henry90% (10)
- Sesión 10 Estrategias de Mercado - Oceano AzulDocumento20 páginasSesión 10 Estrategias de Mercado - Oceano Azulpatricia castroAún no hay calificaciones