También podría gustarte
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- 1.tecnología de FundicionesDocumento16 páginas1.tecnología de FundicionesJavier FríasAún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Fundición: proceso y aplicacionesDocumento16 páginasFundición: proceso y aplicacionesMelisa Maidana100% (1)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Fundición en Moldes Permanentes y DesechablesDocumento15 páginasFundición en Moldes Permanentes y DesechablesCarlos Antonio Fernández SalazarAún no hay calificaciones
- S09s2 MaterialDocumento34 páginasS09s2 MaterialTapita del pasoAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Procesos de FundicionDocumento37 páginasProcesos de FundicionAlexis Reyes100% (1)
- Fundición ActividadDocumento11 páginasFundición ActividadFrancisco ArredondoAún no hay calificaciones
- Texto Fuf - 400Documento68 páginasTexto Fuf - 400Julio VidalAún no hay calificaciones
- Proceso de ColadaDocumento36 páginasProceso de ColadaEva RaincaAún no hay calificaciones
- Métodos Especiales de FundiciónDocumento11 páginasMétodos Especiales de FundiciónHernán Carrión SalinasAún no hay calificaciones
- Procesos de FundicionDocumento18 páginasProcesos de FundicionJuan David RojasAún no hay calificaciones
- Fundicion de MetalesDocumento7 páginasFundicion de MetalesMargreyAún no hay calificaciones
- Tecnología 1er Parcial ResumenDocumento25 páginasTecnología 1er Parcial Resumenguerrerorubi2801Aún no hay calificaciones
- Procesos de Fundición de MetalesDocumento14 páginasProcesos de Fundición de MetalesAlberto chaconAún no hay calificaciones
- Informe de Visita Técnica A Fundidora MejíaDocumento8 páginasInforme de Visita Técnica A Fundidora MejíaFeLipe MaldOnadoAún no hay calificaciones
- Fundición: procesos, tipos y aplicacionesDocumento34 páginasFundición: procesos, tipos y aplicacionesSERGIO ALFONSO CULEBRO CORTESAún no hay calificaciones
- Clasificacion de Los Procesos de FundicionDocumento9 páginasClasificacion de Los Procesos de FundicionRikardo VergaraAún no hay calificaciones
- Conformacion Por Fusion y Moldeo12Documento42 páginasConformacion Por Fusion y Moldeo12kimurapedrosAún no hay calificaciones
- Resumen Fundicion U1Documento5 páginasResumen Fundicion U1Eugenio GentileAún no hay calificaciones
- Proceso de FundicionDocumento35 páginasProceso de FundicionErik Daza Diaz100% (1)
- Fibra de VidrioDocumento20 páginasFibra de VidrioHumberto Pucho ChinoAún no hay calificaciones
- Diseño de Moldes y DadosDocumento18 páginasDiseño de Moldes y DadosJoanaHernandez100% (1)
- Fundicion, Moldeo y Procesos Afines (Unidad 2) . - Procesos de FabricacionDocumento31 páginasFundicion, Moldeo y Procesos Afines (Unidad 2) . - Procesos de FabricacionZendejas Ballesteros RafaelAún no hay calificaciones
- Documento Sin TítuloDocumento3 páginasDocumento Sin TítuloadngabrielnmAún no hay calificaciones
- Fundamentos de la fundición en moldes de arenaDocumento107 páginasFundamentos de la fundición en moldes de arenaJorge A. GonzalezAún no hay calificaciones
- Procesos de Fundicion PresentacionDocumento42 páginasProcesos de Fundicion PresentacionDaniela CastroAún no hay calificaciones
- INTRODUCCIONDocumento13 páginasINTRODUCCIONAndres OrtusteAún no hay calificaciones
- Procesos de FundicionDocumento6 páginasProcesos de FundicionTNC PavelJAún no hay calificaciones
- Ensayo Moldeo y FundicionDocumento15 páginasEnsayo Moldeo y FundicionEduardo ferraezAún no hay calificaciones
- I Unidad Proceso de Fundicion y PirometalurgiaDocumento20 páginasI Unidad Proceso de Fundicion y PirometalurgiaAnnie Black MussaAún no hay calificaciones
- FUNDICIONDocumento63 páginasFUNDICIONArleth SilesAún no hay calificaciones
- estudioDocumento5 páginasestudiohernando.torrescAún no hay calificaciones
- FundiciónDocumento74 páginasFundiciónJosué FeoAún no hay calificaciones
- Proceso de FundicionDocumento13 páginasProceso de FundicionJhonatan GarciaAún no hay calificaciones
- Clase 1 CastingDocumento55 páginasClase 1 CastingJosue MadariagaAún no hay calificaciones
- Fundición por Gravedad: Proceso y TiposDocumento61 páginasFundición por Gravedad: Proceso y TiposNicolasArthuro50% (2)
- Procesos de Fundición de Metales y Aleaciones: Moldeo en Arena y CáscaraDocumento155 páginasProcesos de Fundición de Metales y Aleaciones: Moldeo en Arena y CáscaraBel CoroAún no hay calificaciones
- Romero Chavez Jairo G1 Ing. IndustrialDocumento6 páginasRomero Chavez Jairo G1 Ing. IndustrialJhairo Romero ChavezAún no hay calificaciones
- Procesos Sin Arranque de Viruta en Materiales Metalicos y No MetalicosDocumento12 páginasProcesos Sin Arranque de Viruta en Materiales Metalicos y No MetalicosAlex Rodriguez Atienzo100% (2)
- Unidad 2-Tema 2 - FundicionDocumento155 páginasUnidad 2-Tema 2 - Fundicionanthony190205Aún no hay calificaciones
- Procesos especiales de fundiciónDocumento5 páginasProcesos especiales de fundiciónChristopherTrujilloAún no hay calificaciones
- 3_Industria Siderúrgica - Fundiciones (1)Documento14 páginas3_Industria Siderúrgica - Fundiciones (1)Sofi BelloAún no hay calificaciones
- FUNDICIÓN Y Procesos de Manufactura Sin Arranque de VirutaDocumento46 páginasFUNDICIÓN Y Procesos de Manufactura Sin Arranque de VirutaMargarita PedrazaAún no hay calificaciones
- INTRODUCCION A Los MaterialesDocumento10 páginasINTRODUCCION A Los MaterialesJorgeAún no hay calificaciones
- Proceso de FundiciónDocumento17 páginasProceso de FundiciónSebastián OrtegaAún no hay calificaciones
- Procesos de Fundición de MetalesDocumento10 páginasProcesos de Fundición de Metalesjhonatan MoralesAún no hay calificaciones
- 1.1 NicoDocumento18 páginas1.1 NicoJEFFERSON JOHAN RODRIGUEZ CHILAAún no hay calificaciones
- Unidad - II Material para EvalDocumento51 páginasUnidad - II Material para EvalDaniel NevarezAún no hay calificaciones
- Información de Diseño y Modelos para Fundicion de MetalesDocumento40 páginasInformación de Diseño y Modelos para Fundicion de MetalesLuz Marina Mollinedo ChiqueAún no hay calificaciones
- Metodos de FundicionDocumento8 páginasMetodos de FundicionChris aquinóAún no hay calificaciones
- Procesos de FundiciónDocumento15 páginasProcesos de FundiciónGalo BohorquezAún no hay calificaciones
- Tema IiiDocumento165 páginasTema IiidogpapaAún no hay calificaciones
- Fundición: Procesos y tipos de moldesDocumento14 páginasFundición: Procesos y tipos de moldesMichael PintoAún no hay calificaciones
- Procesos de fundición, moldeo y modeladoDocumento48 páginasProcesos de fundición, moldeo y modeladoAshby NarvaezAún no hay calificaciones
- FND-Procesos de FundiciónDocumento42 páginasFND-Procesos de FundiciónEduardoRangelAún no hay calificaciones
- Cap - 11 - Procesos de Fundición de MetalesDocumento35 páginasCap - 11 - Procesos de Fundición de MetalesMerlínAún no hay calificaciones
- 4.moldeo Manual y MecánicoDocumento16 páginas4.moldeo Manual y MecánicoSofía RodriguezAún no hay calificaciones
- 3.masas y MoldeoDocumento38 páginas3.masas y MoldeoSofía RodriguezAún no hay calificaciones
- 2.modelos y NoyosDocumento34 páginas2.modelos y NoyosSofía RodriguezAún no hay calificaciones
- Teorico CraparrottaDocumento197 páginasTeorico CraparrottaSofía RodriguezAún no hay calificaciones
- Teorico 1Documento17 páginasTeorico 1Gastón Capdevila100% (1)
- Tarifa Agosto 2022: Productos Profesionales para La Construcción WWW - Teais.EsDocumento117 páginasTarifa Agosto 2022: Productos Profesionales para La Construcción WWW - Teais.EsGAún no hay calificaciones
- Biografía de Taiichi Ohno, padre del sistema Toyota Production SystemDocumento4 páginasBiografía de Taiichi Ohno, padre del sistema Toyota Production SystemDoniz Alcántara Rubén 1SV1Aún no hay calificaciones
- Trabajo Practico Ampliación Residuos PeligrososDocumento10 páginasTrabajo Practico Ampliación Residuos PeligrososFedee AnguloAún no hay calificaciones
- 1rociencias Materiales Del EntornoDocumento10 páginas1rociencias Materiales Del EntornoDarling Mendez FuentealbaAún no hay calificaciones
- Distancias entre la Facultad de Ingeniería y las escombreras de QuitoDocumento8 páginasDistancias entre la Facultad de Ingeniería y las escombreras de QuitoaldoAún no hay calificaciones
- Tipos de Sostenimientos - GeotécniaDocumento22 páginasTipos de Sostenimientos - GeotécniaCATALINA AGUIRREAún no hay calificaciones
- Salazar Lezama, Fernando FelipeDocumento13 páginasSalazar Lezama, Fernando FelipefidelAún no hay calificaciones
- Indupanel Catalogo (1)Documento151 páginasIndupanel Catalogo (1)txaroAún no hay calificaciones
- Cortina Naranja TransparenteDocumento1 páginaCortina Naranja TransparenteLuis Fernando Losoya CedeñoAún no hay calificaciones
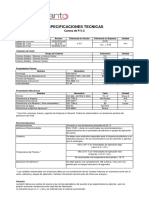
- FDT Sucast 75atc CTDocumento1 páginaFDT Sucast 75atc CTJose FonsecaAún no hay calificaciones
- PETS PLA EPO 001 Alimentación de Bolas A Los Molinos N°01, #02Documento13 páginasPETS PLA EPO 001 Alimentación de Bolas A Los Molinos N°01, #02Nicolle CoronelAún no hay calificaciones
- Industria PRFV UruguayDocumento32 páginasIndustria PRFV UruguayjaimeduH.Aún no hay calificaciones
- Rig Move EspañolDocumento15 páginasRig Move EspañolMarko BravoAún no hay calificaciones
- MICROFRESADORAS (Prótesis Dental)Documento13 páginasMICROFRESADORAS (Prótesis Dental)Laura Romero Suero100% (1)
- Tarea 3 InvestigaciónDocumento11 páginasTarea 3 InvestigaciónJuan Pablo Cantú RubioAún no hay calificaciones
- UNIDAD I Fundamentos Del Proceso de La ManufacturaDocumento40 páginasUNIDAD I Fundamentos Del Proceso de La ManufacturaMaribel Areche EscobarAún no hay calificaciones
- Informe de Residente Canal Cerco Tapuc ListoDocumento22 páginasInforme de Residente Canal Cerco Tapuc ListoJiban Guzman Serafico ContrerasAún no hay calificaciones
- Manejo Manual de Desechos SolidosDocumento25 páginasManejo Manual de Desechos SolidosKlisbert beltran lauraAún no hay calificaciones
- Craqueo CataliticoDocumento4 páginasCraqueo CataliticoANA ELVIA MAGDALENOAún no hay calificaciones
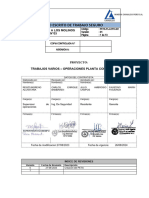
- S Tal Al1 Gen Hse PRD 0001 01Documento22 páginasS Tal Al1 Gen Hse PRD 0001 01ERICK JESUS ARNEDO BURGOSAún no hay calificaciones
- SIMPRODocumento6 páginasSIMPROLUIS ANGEL ARAUCO RAMOSAún no hay calificaciones
- FT - Cantos PVCDocumento1 páginaFT - Cantos PVCAldo RodriguezAún no hay calificaciones
- Corte de Materiales Por PlasmaDocumento31 páginasCorte de Materiales Por PlasmaVARGAS AMARRO RONALD MARTINAún no hay calificaciones
- Práctica End Líquidos PenetrantesDocumento7 páginasPráctica End Líquidos PenetrantesMiguel ViteAún no hay calificaciones
- Proyecto (2) Ultima ActualizacionDocumento132 páginasProyecto (2) Ultima ActualizacionJair PuicónAún no hay calificaciones
- Futuro de La ImprentaDocumento6 páginasFuturo de La ImprentaAriela FloresAún no hay calificaciones
- TPNº2 Analisis de Mat Rec y RecicladosDocumento8 páginasTPNº2 Analisis de Mat Rec y RecicladosDaniela HenriquezAún no hay calificaciones
- Sistemas de producción y tipologíasDocumento3 páginasSistemas de producción y tipologíasFrancisco GalvanAún no hay calificaciones
- Cuaderno de Informe MecanicaDocumento12 páginasCuaderno de Informe Mecanicapercy sanchezAún no hay calificaciones
- Oee 2Documento17 páginasOee 2Popocatl FloresAún no hay calificaciones
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- El libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)De EverandEl libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)Calificación: 3 de 5 estrellas3/5 (2)
- Neuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaDe EverandNeuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaCalificación: 4 de 5 estrellas4/5 (16)
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- Cómo hacer aviones de papel y otros objetos voladoresDe EverandCómo hacer aviones de papel y otros objetos voladoresAún no hay calificaciones
- Dieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasDe EverandDieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasCalificación: 4 de 5 estrellas4/5 (9)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Trucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasDe EverandTrucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- El cerebro del niño explicado a los padresDe EverandEl cerebro del niño explicado a los padresCalificación: 4.5 de 5 estrellas4.5/5 (147)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)