También podría gustarte
- Conceptos avanzados del diseño estructural con madera: Parte II: CLT, modelación numérica, diseño anti-incendios y ayudas al cálculoDe EverandConceptos avanzados del diseño estructural con madera: Parte II: CLT, modelación numérica, diseño anti-incendios y ayudas al cálculoCalificación: 5 de 5 estrellas5/5 (1)
- Ensayo Erichsen USACHDocumento8 páginasEnsayo Erichsen USACHShamirAún no hay calificaciones
- Procedimiento de Inspeccion Por Liquidos Penetrantes de Weldolet de 10" en Tubo de 24"Documento7 páginasProcedimiento de Inspeccion Por Liquidos Penetrantes de Weldolet de 10" en Tubo de 24"Axel GonzalesAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Mecánica de la fractura y análisis de falla en metalesDe EverandMecánica de la fractura y análisis de falla en metalesCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Tabajo de Chapas LaminasDocumento28 páginasTabajo de Chapas LaminasRONALD ROAAún no hay calificaciones
- Procesos de Trabajo en Lamina MetalicaDocumento37 páginasProcesos de Trabajo en Lamina MetalicabryanxddddAún no hay calificaciones
- CfakepathTEMA 2. Conformado de Metales PDFDocumento21 páginasCfakepathTEMA 2. Conformado de Metales PDFcuentapadescargaAún no hay calificaciones
- Chapa 2018-2Documento29 páginasChapa 2018-2RONALD ROAAún no hay calificaciones
- Unidad 3Documento42 páginasUnidad 3Frida Iliana Cisneros BarrosoAún no hay calificaciones
- Laminas Expo MENDIOLA TERESA 6SM1-DESKTOP-G58OAE7Documento35 páginasLaminas Expo MENDIOLA TERESA 6SM1-DESKTOP-G58OAE7Eduardo MendiolaAún no hay calificaciones
- Procesos de TroqueladoDocumento24 páginasProcesos de TroqueladoEmilio GarcíaAún no hay calificaciones
- Presentacion 15 2.9.1 Fundamentos de Metla (Corte de Lamina)Documento20 páginasPresentacion 15 2.9.1 Fundamentos de Metla (Corte de Lamina)gerardoAún no hay calificaciones
- ForjaDocumento82 páginasForjaEder Mendoza100% (1)
- Reembutido y Estiarado de La Chapa Segunda Parte PDFDocumento68 páginasReembutido y Estiarado de La Chapa Segunda Parte PDFJuancito TucupeiAún no hay calificaciones
- Tema 3 Trabajos en ChapasDocumento36 páginasTema 3 Trabajos en ChapasJuan Pablo Sandoval PérezAún no hay calificaciones
- Procesos de MecanizadoDocumento14 páginasProcesos de MecanizadoSergio TorresAún no hay calificaciones
- Presentación Sobre Formado de Metales.Documento17 páginasPresentación Sobre Formado de Metales.Max YupanquiAún no hay calificaciones
- 1.PC2 - BalotarioDocumento5 páginas1.PC2 - BalotarioMiguelAún no hay calificaciones
- Mc214-C-Informe 7 Grupo 1Documento15 páginasMc214-C-Informe 7 Grupo 1J. Abel C. S.Aún no hay calificaciones
- Parcial 1 Trefilado - Estiado de TubosDocumento43 páginasParcial 1 Trefilado - Estiado de TubosAlberto JiménezAún no hay calificaciones
- Estampado - Clase 1 - 2024Documento88 páginasEstampado - Clase 1 - 2024Daniel BearAún no hay calificaciones
- Tarea N°1 Entrega de ProblemasDocumento11 páginasTarea N°1 Entrega de ProblemasSelena BalsasAún no hay calificaciones
- Doblado y EmbutidoDocumento5 páginasDoblado y EmbutidoMario del MonteAún no hay calificaciones
- Lab. 07 Forjado de MetalesDocumento28 páginasLab. 07 Forjado de MetalescesarAún no hay calificaciones
- Procesos de ManufacturaDocumento40 páginasProcesos de ManufacturaJhon pedrozaAún no hay calificaciones
- TP4 IM2 2020 Deformacion VolumetricaDocumento7 páginasTP4 IM2 2020 Deformacion VolumetricaMartin GiovanellaAún no hay calificaciones
- Tema 3.4 - Procesos de Deformacion - Corte - Chapa - EmbuticiónDocumento67 páginasTema 3.4 - Procesos de Deformacion - Corte - Chapa - EmbuticiónMaxwell RodriguezAún no hay calificaciones
- Proyecto ResistenciaDocumento19 páginasProyecto ResistenciaDaniel Agudelo RendonAún no hay calificaciones
- 05 DH Diseño de TroquelesDocumento38 páginas05 DH Diseño de Troquelesdiegograff18Aún no hay calificaciones
- Practica #7 Proceso de Conformado en FrioDocumento10 páginasPractica #7 Proceso de Conformado en FrioHolver SivinchaAún no hay calificaciones
- PRACTICA 2 TEMA 3 DobladoDocumento7 páginasPRACTICA 2 TEMA 3 DobladoLuis MartínezAún no hay calificaciones
- Estirado, Doblado y ExtrusionDocumento8 páginasEstirado, Doblado y Extrusionjared hernandezAún no hay calificaciones
- Practica de Lab. N 11 Proceso de TrefiladoDocumento14 páginasPractica de Lab. N 11 Proceso de TrefiladoEmerson SivinchaAún no hay calificaciones
- Proyecto Matriceria B2Documento18 páginasProyecto Matriceria B2Anonymous NpuhYT4Aún no hay calificaciones
- Procesos Modernos de ManufacturaDocumento67 páginasProcesos Modernos de ManufacturaAlejandro RuizAún no hay calificaciones
- TROQUELADODocumento7 páginasTROQUELADOIndira100% (1)
- 5to InformeDocumento13 páginas5to InformeJoséChallcoAún no hay calificaciones
- Materiales de Ingeniería FormativaDocumento8 páginasMateriales de Ingeniería FormativaAlfredo NavarroAún no hay calificaciones
- Actividad 4Documento24 páginasActividad 4Sergio PradaAún no hay calificaciones
- Proceso de Estirado HerlyDocumento14 páginasProceso de Estirado HerlyOmar ZapataAún no hay calificaciones
- Troquelado - PDF y Estampado Muy BuenoDocumento86 páginasTroquelado - PDF y Estampado Muy Buenochicho640491% (11)
- Lab 3 TrefilaciónDocumento15 páginasLab 3 TrefilaciónTomásAún no hay calificaciones
- Actividad4 - Conformado de MaterialesDocumento8 páginasActividad4 - Conformado de MaterialesCarlos RuizAún no hay calificaciones
- Procdef PR14 093Documento6 páginasProcdef PR14 093Oscar UribeAún no hay calificaciones
- Tema 4 Maquinas de Conformado de MetalesDocumento36 páginasTema 4 Maquinas de Conformado de MetalesThiago ZuritaAún no hay calificaciones
- Corte de LaminaDocumento5 páginasCorte de LaminaMarco Chicaiza0% (1)
- Investigacion Porcesos de ConformadoDocumento6 páginasInvestigacion Porcesos de ConformadoMiguel Angel QuispeAún no hay calificaciones
- Troqueladora Electro-NeumaticaDocumento27 páginasTroqueladora Electro-NeumaticaErick Hernández100% (1)
- Informe 4 - Lab. Procesos ManufacturaDocumento13 páginasInforme 4 - Lab. Procesos ManufacturaJorge CampuzanoAún no hay calificaciones
- Actividad 4 Fabricacion-1Documento11 páginasActividad 4 Fabricacion-1Jesus Elias Melendez AvilaAún no hay calificaciones
- Forjado y ExtrusiónDocumento11 páginasForjado y ExtrusiónEmely ArevaloAún no hay calificaciones
- Conformado de Laminas MetalicasDocumento36 páginasConformado de Laminas MetalicasDiego Rojas SamaAún no hay calificaciones
- Procesos de Deformacion VolumetricaDocumento8 páginasProcesos de Deformacion VolumetricaSergio Andres OlmosAún no hay calificaciones
- Proceso de EmbutidoDocumento56 páginasProceso de Embutidoadriftt200975% (4)
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Las Bambas: Porton Exterior - Elevaciòn Porton Interior - ElevaciònDocumento1 páginaLas Bambas: Porton Exterior - Elevaciòn Porton Interior - ElevaciònAxel GonzalesAún no hay calificaciones
- Las Bambas: Detalles de JaladorDocumento1 páginaLas Bambas: Detalles de JaladorAxel GonzalesAún no hay calificaciones
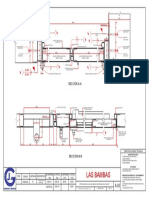
- Las Bambas: Sección A-ADocumento1 páginaLas Bambas: Sección A-AAxel GonzalesAún no hay calificaciones
- Armado, Desarmado de Andamios y Modificacion de Andamios - Aid Ingenieros SacDocumento3 páginasArmado, Desarmado de Andamios y Modificacion de Andamios - Aid Ingenieros SacAxel GonzalesAún no hay calificaciones
- PDF2Documento8 páginasPDF2Axel GonzalesAún no hay calificaciones
- K162 C2 PTE M 014 - 0 Procedimiento Tintes PenetrantesDocumento14 páginasK162 C2 PTE M 014 - 0 Procedimiento Tintes PenetrantesAxel GonzalesAún no hay calificaciones
- EXAMEN PROCESOS DE MANUFACTURA ExamenDocumento1 páginaEXAMEN PROCESOS DE MANUFACTURA ExamenAxel GonzalesAún no hay calificaciones
- PROCEDIMIENTO Inspeccion Por Tintes PenetrantesDocumento4 páginasPROCEDIMIENTO Inspeccion Por Tintes PenetrantesAxel GonzalesAún no hay calificaciones
- Procedimiento de Inspeccion Visual de Soldadura de Weldolet de 10" en Tubo de 24"Documento15 páginasProcedimiento de Inspeccion Visual de Soldadura de Weldolet de 10" en Tubo de 24"Axel GonzalesAún no hay calificaciones
- Armado y Modificacion de Andamios - Aid Ingenieros SacDocumento3 páginasArmado y Modificacion de Andamios - Aid Ingenieros SacAxel GonzalesAún no hay calificaciones
- Pedidos ProyectoDocumento123 páginasPedidos ProyectoAxel GonzalesAún no hay calificaciones
- Examen Práctica: Curso: 2018-IIDocumento4 páginasExamen Práctica: Curso: 2018-IIAxel GonzalesAún no hay calificaciones
- S02.s1 - Movimiento Curvilíneo 1Documento26 páginasS02.s1 - Movimiento Curvilíneo 1Axel GonzalesAún no hay calificaciones
- Unidad 3 S12 Procesos de Soldadura SMAWDocumento52 páginasUnidad 3 S12 Procesos de Soldadura SMAWAxel GonzalesAún no hay calificaciones
- Unidad 3 S13 Costos en SoldaduraDocumento72 páginasUnidad 3 S13 Costos en SoldaduraAxel GonzalesAún no hay calificaciones
- Función Si - ConjuntoDocumento2 páginasFunción Si - ConjuntoAxel GonzalesAún no hay calificaciones
- Función Max - Si. ConjuntoDocumento1 páginaFunción Max - Si. ConjuntoAxel GonzalesAún no hay calificaciones
- C) Resolver Las PreguntasDocumento2 páginasC) Resolver Las PreguntasAxel GonzalesAún no hay calificaciones
- C) Resolver Las PreguntasDocumento2 páginasC) Resolver Las PreguntasAxel GonzalesAún no hay calificaciones
- Laboratorio 3 - Estudio de Vigas - Res MaterialesDocumento18 páginasLaboratorio 3 - Estudio de Vigas - Res MaterialesAxel GonzalesAún no hay calificaciones
- Evaluacion Estructural Puente de Madera - PiuraDocumento21 páginasEvaluacion Estructural Puente de Madera - PiuraAxel GonzalesAún no hay calificaciones
- Info ExpDocumento10 páginasInfo ExpibrahimAún no hay calificaciones
- Trabajo Prensas HidrahulicasDocumento12 páginasTrabajo Prensas HidrahulicasstipAún no hay calificaciones
- Matriz ProgresivaDocumento47 páginasMatriz ProgresivaPedro Soria Martinez71% (7)
- Procesos de Conformado y FundiciónDocumento4 páginasProcesos de Conformado y FundiciónEsmeralda PazmiñoAún no hay calificaciones
- RCDocumento14 páginasRCRogerd GonzálezAún no hay calificaciones
- Punzonado en CNCDocumento15 páginasPunzonado en CNCKonejo KaninchenAún no hay calificaciones
- Diseño de Una Matriz para Troquel de DobladoDocumento35 páginasDiseño de Una Matriz para Troquel de DobladoMoises Ezequiel Duerto AlvarezAún no hay calificaciones
- Trabajo en Frio y CalienteDocumento16 páginasTrabajo en Frio y CalienteIkki Ocaña100% (1)
- Unidad 1 Procesos de ConformadoDocumento5 páginasUnidad 1 Procesos de ConformadoPAPAAXELAún no hay calificaciones
- Informe 5 Embutido y CaldereríaDocumento10 páginasInforme 5 Embutido y CaldereríaLuis QuiñonesAún no hay calificaciones
- Procesos de Embutido, Extrusion y EstiradoDocumento14 páginasProcesos de Embutido, Extrusion y EstiradoMaría Fernanda CañizalesAún no hay calificaciones
- Embutido de La Chapa Intensivo I-2023Documento125 páginasEmbutido de La Chapa Intensivo I-2023vanessa marquezAún no hay calificaciones
- Actividad 3 EquipoDocumento9 páginasActividad 3 EquipoYesenia Guiomar G.AAún no hay calificaciones
- REEMBUTIDODocumento14 páginasREEMBUTIDOjesusAún no hay calificaciones
- Resumen U1 U2Documento29 páginasResumen U1 U2Alejandro CisnerosAún no hay calificaciones
- Montes Pacheco Everardo Uriel PRACTICA1 DUCTILIDAD 1Documento31 páginasMontes Pacheco Everardo Uriel PRACTICA1 DUCTILIDAD 1everardo uriel montes pachecoAún no hay calificaciones
- Informe #6 Control de Calidad de Barnices en Embalajes MetálicosDocumento11 páginasInforme #6 Control de Calidad de Barnices en Embalajes Metálicoskaterin gregoria marquez yaltaAún no hay calificaciones
- PunzonadoDocumento13 páginasPunzonadoJose Argenis JimenezAún no hay calificaciones
- Ensayos Tecnologicos y No DestructivosDocumento3 páginasEnsayos Tecnologicos y No DestructivosCielo PerezAún no hay calificaciones
- Proceso de Fabricacion (DOBLADO Y EMBUTIDO)Documento16 páginasProceso de Fabricacion (DOBLADO Y EMBUTIDO)Jose Enrique SisoAún no hay calificaciones
- Apuntes de Procesado de Chapa 2Documento19 páginasApuntes de Procesado de Chapa 2Pedro Soria MartinezAún no hay calificaciones
- Caracteristicas AISI 304 PDFDocumento4 páginasCaracteristicas AISI 304 PDFearizabalAún no hay calificaciones
- Entrega 1 Procesos IndustrialesDocumento11 páginasEntrega 1 Procesos IndustrialesMishell Silva LosadaAún no hay calificaciones
- Reembutido y Estiarado de La Chapa Segunda Parte PDFDocumento68 páginasReembutido y Estiarado de La Chapa Segunda Parte PDFJuancito TucupeiAún no hay calificaciones
- Copia de Boutique Hotel Pitch Deck by SlidesgoDocumento25 páginasCopia de Boutique Hotel Pitch Deck by SlidesgoCarolina De LeonAún no hay calificaciones
- Matriceria ProgresivaDocumento8 páginasMatriceria ProgresivaJosue Mamani AquinoAún no hay calificaciones
- Conceptos Básicos de La CarroceríaDocumento43 páginasConceptos Básicos de La CarroceríaMiguel jerte anton100% (1)
- Expo ChoqueDocumento18 páginasExpo ChoqueRenato ZegarraAún no hay calificaciones