DOE 2
Junior Montalvo Cruz
Helard López Montoya
1
� INDICE
1. INTRODUCCIÓN
2. PLANEAMIENTO Y DISEÑO DEL PRODUCTO
3. PLANEAMIENTO Y DISEÑO DEL PROCESO
4. PLANEAMIENTO Y DISEÑO DE PLANTA Y DEL TRABAJO
5. ANÁLISIS DE TODA LA LOGISTICA Y CADENA DE APROVISIONAMIENTO
6. CONCLUSIONES Y RECOMENDACIONES
2
� Introducción
• Frioteam s.a.c, pertenece al Grupo Friopacking, el cual es líder en la industria de refrigeración industrial en el Perú. Tiene más de 13 años de
historia, cuenta con 3 oficinas en el Perú (en las ciudades de Lima, Ica y Trujillo), está presente en países como Colombia, ecuador y Honduras, los cuales
son atendidos desde Perú. Cuenta con más de 30 trabajadores organizados a lo largo de sus tres oficinas, donde inicia sus operaciones con los servicios
de mantenimiento en refrigeración industrial, y les agrega valor capacitando en el extranjero al personal que atiende principalmente al sector agroindustrial.
• En el Perú, Frioteam S.A.C representa a dos marcas de compresores: Frick y Sabroe. La primera de ellas es un compresor del tipo tornillo y la
fábrica está ubicada en Estados Unidos. La marca Sabroe, es un compresor del tipo reciprocante, este tipo de compresor es fabricado Dinamarca.
Actualmente, Frioteam s.a.c, suministra ambas marcas para sus proyectos de refrigeración industrial como los repuestos de los mismos.
• Compresor Frick Compresor Sabroe
3
�PLANTEAMIENTO Y DISEÑO DEL PRODUCTO
Aspectos que debe tomar en cuenta el productor:
1) Capacitación del personal
2) Las variables técnicas del comprensor
3) Control de calidad del compresor
4) Atributos
5) Costo
6) Normativa
4
�PLANTEAMIENTO Y DISEÑO DEL PRODUCTO
Aspectos que debe tomar en cuenta el cliente:
1) Prestaciones
2) Durabilidad
3) Confiabilidad
4) Disposición del servicio
5) Confianza y garantía
6) Compresores que cumplan con la normativa ANSI B31.5
7) Calidad percibida en relación a precio/producto se
encuentre en el promedio.
5
�PLANTEAMIENTO Y DISEÑO DEL PRODUCTO
Propuesta de mejora
1. Producto: Es posible mejorar el control de calidad del
producto.
2. Personal: Crear un cronograma de capacitación
constante para el personal nuevo y el ya existente.
3. Procesos: Es posible reducir el tiempo de respuesta
en productos averiados.
6
�PLANEAMIENTO Y DISEÑO DEL PROCESO
DESCRIPCIÓN DE LA OPERACIÓN DE RECEPCIÓN A REPARACIÓN
Paso Detalle de la Actividad Operación Tiempo (min)
1 Cliente entrega compresor dañado 15
2 Recepción del compresor 1
3 Creación de la hoja de datos 15
4 Almacenamiento del compresor 120
5 Se envía compresor a servicio técnico 20
6 Servicio técnico realiza inspección 240
7 Servicio técnico encuentra desperfecto 60
8 Servicio técnico emite reporte de inspección 120
9 Envío de reporte de inspección al área de presupuestos 5
10 Área de presupuestos genera cotización 20
11 Envío de cotización al cliente 5
12 Cliente emite orden de servicio 300
13 Área de presupuestos recibe orden de servicio 5
14 Envío a servicio técnico de orden de servicio 5
15 Servicio técnico ejecuta el reparo del compresor 960
1891
Días 4
7
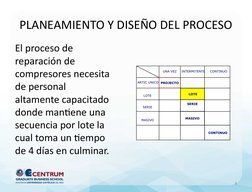
� PLANEAMIENTO Y DISEÑO DEL PROCESO
El proceso de
reparación de
compresores necesita UNA VEZ INTERMITENTE CONTINUO
de personal
ARTIC UNICO PROJECTO
LOTE
altamente capacitado
LOTE
SERIE
donde mantiene una
SERIE
MASIVO
MASIVO
secuencia por lote la
CONTINUO
cual toma un tiempo
de 4 días en culminar.
8
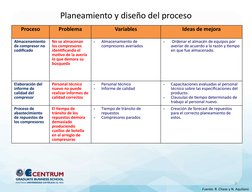
� Planeamiento y diseño del proceso
Proceso Problema Variables Ideas de mejora
Almacenamiento No se almacenan - Almacenamiento de - Ordenar el almacén de equipos por
de compresor no los compresores compresores averiados averiar de acuerdo a la razón y tiempo
codificado identificando el en que fue almacenado.
motivo de la avería
lo que demora su
búsqueda
Elaboración del Personal técnico - Personal técnico - Capacitaciones evaluadas al personal
informe de nuevo no puede - Informe de calidad técnico sobre las especificaciones del
calidad del realizar informes de producto.
compresor calidad correctos - Clausulas de tiempo determinado de
trabajo al personal nuevo.
Proceso de El tiempo de - Tiempo de tránsito de - Creación de forecast de repuestos
abastecimiento tránsito de los repuestos para el correcto planeamiento de
de repuestos de repuestos demora - Compresores parados estos.
los compresores demasiado
produciendo
cuellos de botella
en el arreglo de
compresoras
9
Fuente: R. Chase y N. Aquilano
� Planeamiento y diseño de la planta
• La planificación y distribución del taller determina nuestra eficiencia para
el correcto diagnostica y evaluación de los compresores. Por ello, está la
distribución hace hincapié en el ordenamiento físico de cada suministro y
piezas del compresor, que incluye espacios necesarios para los materiales y el
personal, ubicación de los compresores, almacenamiento y todas las otras
actividades o servicios que permitan un óptimo desenvolvimiento de las
operaciones, para producir bienes o servicios.
• Todo ello basado en mejorar la productividad y reducir los costos.
10
�Planta de trabajo
11
� Planta de trabajo
Como se menciona el diseño del taller esta basado en la reducción de costos
operativos:
Reducción del riesgo de la salud y aumento de la seguridad de los trabajadores.
Reducción del proceso productivo.
Utilización eficiente del espacio
Excelente utilización de las maquinarias y mano de obra
Flexibilidad de ajuste a los cambios dentro del taller de acuerdo al flujo de
trabajo
12
�Análisis de la logística y cadena de
aprovisionamiento
13
Fuente: R. Chase y N. Aquilano
� Análisis de la logística y cadena de
aprovisionamiento
Tipo de transporte:
TRANSPORTE MARITIMO IMPORTACIONES DE ACUERDO A FORECAST
TRANSPORTE AÉREO IMPORTACIONES DE URGENCIA
TRANSPORTE TERRESTRE DISTRIBUCIÓN DE EQUIPOS HACIA LOS CLIENTES
14
� Análisis de la logística y cadena de
aprovisionamiento
Estrategia logística:
ALMACENAMIENTO DISTRIBUCIÓN
AGENCIAMIENTO DE ADUANAS 15
� Conclusiones
Producto
1. Al ser un tipo de producto con especificaciones determinadas para su uso se necesita de personal altamente capacitado para su
comercialización.
2. Es importante que los productos cumplan con la normativa ANSI B31.5 para su comercialización
3. La confianza y prestaciones en este tipo de productos son muy importantes para aumentar la cartera de clientes.
Proceso
1. El tiempo de respuesta de compresores dañados es demasiado lento demorando 4 días como tiempo estándar.
2. Es importante que las áreas de soporte generen mejoras dentro de la gestión para reducir el tiempo de respuesta a los clientes
sobre sus equipos averiados.
16
� Conclusiones
De la planta
1. Al realizar reparaciones de equipos tan especializados como compresores se necesita que la planta de trabajo cuente
con lugares definidos y de fácil reconocimiento dependiendo de la operación a realizar.
Cadena de aprovisionamiento
1. Actualmente el proceso de importación es fundamental dentro del proceso logístico de la empresa dominando el
transporte marítimo en comparación al transporte aéreo.
2. Al conseguir una alianza con un operador logístico grande del sector como DHL le permitirá conseguir costos más
competitivos y una mejor gestión de la operación.
17