También podría gustarte
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Especificaciones COSTANERA PDFDocumento1 páginaEspecificaciones COSTANERA PDFFausto Roberto Valiente GonzalezAún no hay calificaciones
- Seriecomohacer Recibidor PDFDocumento4 páginasSeriecomohacer Recibidor PDFCRECENCIO HERNANDEZAún no hay calificaciones
- Procesos de Manufactura de Metales (Autoguardado)Documento21 páginasProcesos de Manufactura de Metales (Autoguardado)cawidAún no hay calificaciones
- Moldelo, Modelo, MoldeDocumento14 páginasMoldelo, Modelo, MoldeJuan C VargasAún no hay calificaciones
- FORO 4 - Fundicion Moldes PermanentesDocumento21 páginasFORO 4 - Fundicion Moldes PermanentesSantiago Melo LdsAún no hay calificaciones
- DIE CastingDocumento86 páginasDIE CastingErick Mrn67% (3)
- Fundición en Molde PermanenteDocumento9 páginasFundición en Molde Permanentesebastian rodriguezAún no hay calificaciones
- Presupuesto Casa Junco RemodelacionDocumento8 páginasPresupuesto Casa Junco RemodelacionJOHN SALGADOAún no hay calificaciones
- Metalurgia AdaptativaDocumento30 páginasMetalurgia AdaptativaAlejandro Graciano100% (4)
- Forjado de MetalesDocumento16 páginasForjado de MetalesPaulina SierraAún no hay calificaciones
- 3.1 Fundicion Colada Al Alto Vacio, Centifruga y PresionDocumento34 páginas3.1 Fundicion Colada Al Alto Vacio, Centifruga y PresionSERGIO ALFONSO CULEBRO CORTESAún no hay calificaciones
- UF1250 - Conformación De Elementos MetálicosDe EverandUF1250 - Conformación De Elementos MetálicosAún no hay calificaciones
- Fundicion Molde PermanenteDocumento4 páginasFundicion Molde PermanenteLUIS SEBASTIAN MORENO SOLANOAún no hay calificaciones
- Moldelo Modelo MoldeDocumento14 páginasMoldelo Modelo MoldeMichael PintoAún no hay calificaciones
- Resumen PMDocumento24 páginasResumen PMClaudia GianelaAún no hay calificaciones
- Die Casting (Fundición A Presión)Documento26 páginasDie Casting (Fundición A Presión)AngieFdaAlfonsoMendezAún no hay calificaciones
- Proceso de ForjaDocumento29 páginasProceso de ForjaRicardo ChegwinAún no hay calificaciones
- Procesos de Fundicion PDFDocumento24 páginasProcesos de Fundicion PDFRita Morice GómezAún no hay calificaciones
- 706 U7 Tipos de FundiciónDocumento11 páginas706 U7 Tipos de FundiciónwinxtexAún no hay calificaciones
- Máster en Ingeniería de La AutomociónDocumento36 páginasMáster en Ingeniería de La AutomociónAdrián Fernández AraújoAún no hay calificaciones
- Forja PDFDocumento22 páginasForja PDFEnrique SuárezAún no hay calificaciones
- FORJADocumento44 páginasFORJAJessica Abigahil Vázquez CovarrubiasAún no hay calificaciones
- Triptico, Manufactura IndustrialDocumento2 páginasTriptico, Manufactura IndustrialGabriel JC100% (1)
- El Proceso de ForjaDocumento20 páginasEl Proceso de ForjaI Cecilia Rojas BautistaAún no hay calificaciones
- Procesos de Forjado PDFDocumento19 páginasProcesos de Forjado PDFalexAún no hay calificaciones
- 11 - Procesos de Conformado y Remoción de MetalesDocumento13 páginas11 - Procesos de Conformado y Remoción de MetalesMatias GallardoAún no hay calificaciones
- El Proceso de ForjaDocumento19 páginasEl Proceso de ForjaI Cecilia Rojas BautistaAún no hay calificaciones
- Moldeo en MetalDocumento13 páginasMoldeo en MetalPáramo Delgado Mario AlbertoAún no hay calificaciones
- Extrusión 16-17Documento24 páginasExtrusión 16-17Jorge López PalaciosAún no hay calificaciones
- Trabajo Mecánico en Caliente y en FríoDocumento86 páginasTrabajo Mecánico en Caliente y en FríoPollo LozanoAún no hay calificaciones
- Presentación 1era ExpDocumento11 páginasPresentación 1era Expmendez.monica.csc.laraAún no hay calificaciones
- Procesado de Materiales MetálicosDocumento94 páginasProcesado de Materiales MetálicossonsolesAún no hay calificaciones
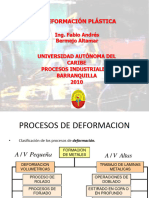
- Presentación Procesos de Deformación Plastica VolumétricaDocumento49 páginasPresentación Procesos de Deformación Plastica VolumétricaFabio Andres Bermejo AltamarAún no hay calificaciones
- Vaciado en Moldes MetalicosDocumento11 páginasVaciado en Moldes MetalicosKevin Rojas SerrudoAún no hay calificaciones
- Lamina DoDocumento34 páginasLamina DoGómez Pérez AdrianAún no hay calificaciones
- Moldes PermanentesDocumento11 páginasMoldes PermanentesMario SanchezAún no hay calificaciones
- 31-1 FORJA1.ppsxDocumento55 páginas31-1 FORJA1.ppsxTomasAún no hay calificaciones
- Deformacion en Caliente, ForjaDocumento11 páginasDeformacion en Caliente, ForjaTony ChigreAún no hay calificaciones
- 1 Manufactura de MetalesDocumento20 páginas1 Manufactura de MetalesJUAN JOSE BELTRAN URIBEAún no hay calificaciones
- S09.s2 - OUPI Costos de Manufactura y DefectosDocumento21 páginasS09.s2 - OUPI Costos de Manufactura y DefectospaulAún no hay calificaciones
- Deformacion PlasticaDocumento70 páginasDeformacion PlasticaMeli SeguraAún no hay calificaciones
- Apuntes FundicionDocumento7 páginasApuntes FundicionYago Zumaquero GonzálezAún no hay calificaciones
- Procesos de ManufacturaDocumento65 páginasProcesos de ManufacturaGerman MartinezAún no hay calificaciones
- 1.tecnología de FundicionesDocumento33 páginas1.tecnología de FundicionesSofía RodriguezAún no hay calificaciones
- Fundiciones de Formas PDFDocumento29 páginasFundiciones de Formas PDFArantxaAún no hay calificaciones
- Proceso de DeformacionDocumento58 páginasProceso de DeformacionJen AlAún no hay calificaciones
- FundicionDocumento29 páginasFundicionJaime Buenaventura MaciasAún no hay calificaciones
- Borrador Pieza AcopleDocumento12 páginasBorrador Pieza AcopleMonica HuancaAún no hay calificaciones
- FundiciónDocumento21 páginasFundiciónapi-26980787100% (10)
- Procesos de Fabricacion 3.2Documento33 páginasProcesos de Fabricacion 3.2Eli MendozaAún no hay calificaciones
- Metalurgia de PolvosDocumento5 páginasMetalurgia de PolvosPaulino Genaro Cama PadillaAún no hay calificaciones
- Laminacion y ForjadoDocumento15 páginasLaminacion y ForjadoAlegil90Aún no hay calificaciones
- Introducción Al Proceso de Shot Peening CymDocumento11 páginasIntroducción Al Proceso de Shot Peening Cymsandy_cpAún no hay calificaciones
- Proceso de ForjaDocumento6 páginasProceso de ForjaCinthia Santisteban GranadosAún no hay calificaciones
- MANUFACTURA 2019 Fundición Colada MazarotaDocumento84 páginasMANUFACTURA 2019 Fundición Colada MazarotaVictor Raul Villca BetetaAún no hay calificaciones
- Procesos de FundicionDocumento18 páginasProcesos de FundicionJuan David RojasAún no hay calificaciones
- Resumen Cap 12 - 13 - 14Documento23 páginasResumen Cap 12 - 13 - 14zet wonAún no hay calificaciones
- Cap. 11 Proc. de Fundición de MetalesDocumento38 páginasCap. 11 Proc. de Fundición de MetalesJose Bernabe Lima SerranoAún no hay calificaciones
- Sesion 3. Proceso de Fundicion de MetalesDocumento39 páginasSesion 3. Proceso de Fundicion de MetalesLENIN CAMPOS GUARDIAAún no hay calificaciones
- 14va Diapositiva - Tema 12 Conformado-De-metalesDocumento15 páginas14va Diapositiva - Tema 12 Conformado-De-metalesedgarAún no hay calificaciones
- Universidad Mayor de San Andrés: Facultad de AgronomíaDocumento104 páginasUniversidad Mayor de San Andrés: Facultad de AgronomíaJuan Carlos CortezAún no hay calificaciones
- Bolivia - Cargas de Pollitos BB A Granjas Registradas Por Departamento Segun Año y Mes 2019 - 2023Documento6 páginasBolivia - Cargas de Pollitos BB A Granjas Registradas Por Departamento Segun Año y Mes 2019 - 2023Juan Carlos CortezAún no hay calificaciones
- Rik-Presentacion FotovoltaicaDocumento17 páginasRik-Presentacion FotovoltaicaJuan Carlos CortezAún no hay calificaciones
- Manual de An Lisis Est Tico y Din Mico Seg N La Nte e 030 2016 Ahpe PDF 926 Downloable 110339Documento47 páginasManual de An Lisis Est Tico y Din Mico Seg N La Nte e 030 2016 Ahpe PDF 926 Downloable 110339Juan Carlos CortezAún no hay calificaciones
- Triquinelosis para ExposicionDocumento9 páginasTriquinelosis para ExposicionJuan Carlos CortezAún no hay calificaciones
- Automatizacion Industrial IIIDocumento5 páginasAutomatizacion Industrial IIIJuan Carlos CortezAún no hay calificaciones
- T11998 Teran Baeza, Omar TesisDocumento90 páginasT11998 Teran Baeza, Omar TesisJuan Carlos CortezAún no hay calificaciones
- Manual Operacion340Documento13 páginasManual Operacion340machoAún no hay calificaciones
- Copia de Presupuesto Galpon Planta de Alimentos para PecesDocumento10 páginasCopia de Presupuesto Galpon Planta de Alimentos para PecesFreddy AvendañoAún no hay calificaciones
- Folleto MegaluxDocumento21 páginasFolleto MegaluxSandra MilenaAún no hay calificaciones
- Sistemas Tuberia ElectricaDocumento19 páginasSistemas Tuberia ElectricaDaniel RainisAún no hay calificaciones
- Macro Proyecto Integrador-GalponDocumento18 páginasMacro Proyecto Integrador-GalponJhonGaleas100% (1)
- Albañilería - Vargas PDFDocumento87 páginasAlbañilería - Vargas PDFJhonnathan Lazo CarhuazAún no hay calificaciones
- Presupuesto Sagrado CorazonDocumento8 páginasPresupuesto Sagrado CorazonJose Luis Mamani ChaisaAún no hay calificaciones
- Presentación MaccinoxDocumento15 páginasPresentación Maccinoxmarino1973Aún no hay calificaciones
- Fucsa Brochure Spanish Version 2019Documento21 páginasFucsa Brochure Spanish Version 2019elverAún no hay calificaciones
- Presup. Vivienda Villa Blanca. 01Documento4 páginasPresup. Vivienda Villa Blanca. 01Guillermo MartinAún no hay calificaciones
- Técnicas de Reforzamiento EstructuralDocumento6 páginasTécnicas de Reforzamiento EstructuralKeily BaenaAún no hay calificaciones
- 2do Control PAVEMENT ENGINEERING 2021 1-Samuel Julian BarraDocumento10 páginas2do Control PAVEMENT ENGINEERING 2021 1-Samuel Julian BarraLuis Saénz RojasAún no hay calificaciones
- Códigos en Envases de Plástico 1.1Documento2 páginasCódigos en Envases de Plástico 1.1Jose Panduro CaveroAún no hay calificaciones
- Universidad Tecnológica Nacional Facultad Regional AvellanedaDocumento12 páginasUniversidad Tecnológica Nacional Facultad Regional Avellanedablazquez.madAún no hay calificaciones
- Formato Presentacion Documentos Normas IeeeDocumento2 páginasFormato Presentacion Documentos Normas IeeeAlejandra BetancourtAún no hay calificaciones
- LazoDocumento10 páginasLazoMarco Rivera BorjaAún no hay calificaciones
- Capítulo 8 Tratamiento Térmico Del AceroDocumento4 páginasCapítulo 8 Tratamiento Térmico Del AceroArlette MorenoAún no hay calificaciones
- Plano Casa CAMICONDocumento65 páginasPlano Casa CAMICONJohn Jara CobosAún no hay calificaciones
- Extrusión de AluminioDocumento4 páginasExtrusión de AluminioEma AraujoAún no hay calificaciones
- 5821 Datos Del ProductoDocumento2 páginas5821 Datos Del ProductoYakov VillaverdeAún no hay calificaciones
- Sist Ahorradores Agua PDFDocumento4 páginasSist Ahorradores Agua PDFdessicatedAún no hay calificaciones
- Pronied SanitariasDocumento27 páginasPronied SanitariasIosef LeyvaAún no hay calificaciones
- Mapa MentalDocumento7 páginasMapa MentalCristian AndradeAún no hay calificaciones
- 279-284 Qclok Conectores Rapidos EspDocumento6 páginas279-284 Qclok Conectores Rapidos EspFrancisco Mendoza RosadoAún no hay calificaciones
- Paint Manual ES 2022Documento102 páginasPaint Manual ES 2022DANY MTAún no hay calificaciones
- Pre Supuesto Client e Resume NDocumento27 páginasPre Supuesto Client e Resume NNicolás F. Bravo TinedoAún no hay calificaciones
- Unidad 1 - Fundamentos de Ensayo de MaterialesDocumento22 páginasUnidad 1 - Fundamentos de Ensayo de MaterialesJean Loza HernandezAún no hay calificaciones