También podría gustarte
- Procesos de Fabricación Por ForjaDocumento7 páginasProcesos de Fabricación Por ForjaLuis AlvarezAún no hay calificaciones
- Forja y RecalcadoDocumento6 páginasForja y RecalcadoLuisRuiz100% (1)
- Conformacion Por ForjaDocumento4 páginasConformacion Por ForjaFlores Seña Luis AlbertoAún no hay calificaciones
- Forja 6MM4Documento28 páginasForja 6MM4Samuel Flores GonzalesAún no hay calificaciones
- Proceso de ForjadoDocumento46 páginasProceso de ForjadoNatali VilatuñaAún no hay calificaciones
- Carpeta de EvidenciasDocumento140 páginasCarpeta de EvidenciasEdgar Ivan Zarco SalazarAún no hay calificaciones
- Proceso de La ForjaDocumento30 páginasProceso de La Forjajuan perezAún no hay calificaciones
- Proceso de DeformacionDocumento58 páginasProceso de DeformacionJen AlAún no hay calificaciones
- Unidad Ii ManufacturaDocumento83 páginasUnidad Ii ManufacturaJessica SalgueroAún no hay calificaciones
- Cuestionario de ForjaDocumento5 páginasCuestionario de ForjaKristian Nina Cuba100% (1)
- Procesos de Deformacion de Los MaterialesDocumento11 páginasProcesos de Deformacion de Los Materialesjo silagAún no hay calificaciones
- Estampado en Caliente (Terminado)Documento7 páginasEstampado en Caliente (Terminado)MatiasBarretoAún no hay calificaciones
- Proceso de ForjadoDocumento8 páginasProceso de ForjadoJaime GonzalezAún no hay calificaciones
- Forjado de MetalesDocumento16 páginasForjado de MetalesPaulina SierraAún no hay calificaciones
- Forjado Tipos y ClasesDocumento15 páginasForjado Tipos y ClasesNuestro Amor Sera LeyendaAún no hay calificaciones
- Proceso de ForjaDocumento6 páginasProceso de ForjaCinthia Santisteban GranadosAún no hay calificaciones
- ForjaDocumento29 páginasForjaMiguel LJAún no hay calificaciones
- InvestigaciónDocumento9 páginasInvestigaciónRichi RJAún no hay calificaciones
- Lamina DoDocumento34 páginasLamina DoGómez Pérez AdrianAún no hay calificaciones
- Laboratorio ForjaDocumento10 páginasLaboratorio ForjaHomar Atoc PerezAún no hay calificaciones
- Proceso de Fabricación ForjaDocumento9 páginasProceso de Fabricación ForjaLisset Zarate XelhuantziAún no hay calificaciones
- Conformado en CalienteDocumento28 páginasConformado en CalienteAndres JaramilloAún no hay calificaciones
- 2 Presentacion 1 LaminacionDocumento31 páginas2 Presentacion 1 LaminacionJimena TejerinaAún no hay calificaciones
- Laminado en Frio y Caliente 2021Documento20 páginasLaminado en Frio y Caliente 2021Calixto Cabrera MedranoAún no hay calificaciones
- Tecnología MecánicaDocumento66 páginasTecnología MecánicatamenrotAún no hay calificaciones
- Ventajas Proceso SiderurgicoDocumento9 páginasVentajas Proceso SiderurgicoDenixon AcostaAún no hay calificaciones
- Sesión #01 Explicando Sobre La Forja.Documento21 páginasSesión #01 Explicando Sobre La Forja.ALBERTO RIVAS BLASAún no hay calificaciones
- Laminación Rolado en Caliente y ForjaDocumento21 páginasLaminación Rolado en Caliente y ForjaArmando VasquezAún no hay calificaciones
- Conformado de Metales en Frío y en CalienteDocumento19 páginasConformado de Metales en Frío y en CalienteCarlos CardenasAún no hay calificaciones
- La ForjaDocumento23 páginasLa ForjaXiomi SilvestreAún no hay calificaciones
- Ventajas y Desventajas de Los Procesos de FormadoDocumento15 páginasVentajas y Desventajas de Los Procesos de FormadoAlejandro VallenillaAún no hay calificaciones
- MARCO TEORICO Trabajo de FrojaDocumento9 páginasMARCO TEORICO Trabajo de FrojaAdrian Marcelo Jimenez HuancaAún no hay calificaciones
- Cap 14Documento22 páginasCap 14Deyvi AguilarAún no hay calificaciones
- Tarea 3. Procesos de Manufactura. Jesus Antonio Lopez VillatoroDocumento69 páginasTarea 3. Procesos de Manufactura. Jesus Antonio Lopez VillatoroAntonio LopezAún no hay calificaciones
- Conformado de Metales en Frío y en CalienteDocumento17 páginasConformado de Metales en Frío y en CalienteoswaldoAún no hay calificaciones
- Clase 6 - Otras Operaciones de ForjadoDocumento18 páginasClase 6 - Otras Operaciones de ForjadoMajo GutierrezAún no hay calificaciones
- Forjado PDFDocumento28 páginasForjado PDFLuis Muñoz Villegas50% (4)
- Tema 2Documento5 páginasTema 2Andres CorredorAún no hay calificaciones
- INVESTIGACION Formado MecánicoDocumento13 páginasINVESTIGACION Formado Mecánicopollo alvaradoAún no hay calificaciones
- FORJADODocumento10 páginasFORJADOGonzalo Daniel Ramos MenaAún no hay calificaciones
- Manu 1Documento56 páginasManu 1gabos23kaAún no hay calificaciones
- Marco Teorico ForjadoDocumento7 páginasMarco Teorico ForjadoGonzalo Sarmiento Benito100% (1)
- Estampado y Conformado de MetalesDocumento12 páginasEstampado y Conformado de MetalesMark VelazquezAún no hay calificaciones
- ForjaDocumento9 páginasForjaMarco TelloAún no hay calificaciones
- Proceso de TrefiladoDocumento4 páginasProceso de TrefiladoOmar CordovaAún no hay calificaciones
- Reporte de ForjaDocumento15 páginasReporte de ForjaDante S.pAún no hay calificaciones
- Debido A Que Los Metales Deben Ser Conformados en La Zona de Comportamiento PlásticoDocumento14 páginasDebido A Que Los Metales Deben Ser Conformados en La Zona de Comportamiento PlásticoJesus Alvarez LongobardiAún no hay calificaciones
- FORJADocumento4 páginasFORJAfamd mdAún no hay calificaciones
- Forjado COMPLETODocumento17 páginasForjado COMPLETOEdgar LopezAún no hay calificaciones
- Proceso de Conformado Por Deformación PlásticaDocumento4 páginasProceso de Conformado Por Deformación PlásticaStoneAún no hay calificaciones
- Sesión #03 Explicando Sobre Martinetes y Piezas Forjadas.Documento23 páginasSesión #03 Explicando Sobre Martinetes y Piezas Forjadas.ALBERTO RIVAS BLASAún no hay calificaciones
- TREFILADODocumento6 páginasTREFILADOilsegarciamoralesAún no hay calificaciones
- Conformado o Deformación Plástica - RESUMENDocumento5 páginasConformado o Deformación Plástica - RESUMENSANTIAGO EDUARDO STEPHENS CAMACHOAún no hay calificaciones
- Trabajo en Caliente PDFDocumento9 páginasTrabajo en Caliente PDFNathalie HernandezAún no hay calificaciones
- Procesos de Formado MecánicoDocumento6 páginasProcesos de Formado MecánicockmauricioAún no hay calificaciones
- Procesos Manufactura Ing. Industrial Guía Completa 2019Documento13 páginasProcesos Manufactura Ing. Industrial Guía Completa 2019Rocio HernandezAún no hay calificaciones
- ForjaDocumento13 páginasForjaDante LeccaAún no hay calificaciones
- FORJADODocumento28 páginasFORJADOFredy Poma VivancoAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- TermoandesDocumento15 páginasTermoandesTony Chigre100% (1)
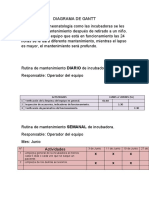
- Diagrama de GanttDocumento2 páginasDiagrama de GanttTony Chigre0% (1)
- La Evolución Organizacional Del MantenimientoDocumento6 páginasLa Evolución Organizacional Del MantenimientoTony ChigreAún no hay calificaciones
- Plasticos de Alta y Baja DensidadDocumento6 páginasPlasticos de Alta y Baja DensidadTony ChigreAún no hay calificaciones
- Proceso Productivo Del TabacoDocumento6 páginasProceso Productivo Del TabacoTony Chigre100% (1)
- Mediciones Con PuentesDocumento20 páginasMediciones Con PuentesTony ChigreAún no hay calificaciones
- Desarrollo de 3ra Actividades - Chigre Ruben AntonioDocumento57 páginasDesarrollo de 3ra Actividades - Chigre Ruben AntonioTony ChigreAún no hay calificaciones
- Correccion de 2da Actividades - Chigre Ruben AntonioDocumento26 páginasCorreccion de 2da Actividades - Chigre Ruben AntonioTony ChigreAún no hay calificaciones
- Maquinas y HerramientasDocumento59 páginasMaquinas y HerramientasTony Chigre100% (1)
- Proyecto de Pasteleria (Corregido Final)Documento20 páginasProyecto de Pasteleria (Corregido Final)Tony Chigre100% (1)
- Indicador de CaratulaDocumento4 páginasIndicador de CaratulaJosé Moreno GonzálezAún no hay calificaciones
- Proyecto SocioproductivoDocumento7 páginasProyecto SocioproductivoJorge Luis MartínezAún no hay calificaciones
- Construction Extension To The PMBOK® P M I (2016) 1.1 ESPDocumento166 páginasConstruction Extension To The PMBOK® P M I (2016) 1.1 ESPJuanCa PC0% (1)
- Guía de Actividades y Rúbrica de Evaluación - Unidad 1 - Tarea 1 - Especificidad de La Gerencia Pública, Política y Organizaciones PúblicasDocumento7 páginasGuía de Actividades y Rúbrica de Evaluación - Unidad 1 - Tarea 1 - Especificidad de La Gerencia Pública, Política y Organizaciones PúblicasPERSONERIA DE COROZALAún no hay calificaciones
- Ficha Comu Primer Dia de Clase Lun 11Documento4 páginasFicha Comu Primer Dia de Clase Lun 11Cecilia Vélez VélezAún no hay calificaciones
- Cómo Exportar Los Ajustes y La Configuración de Usuario - Steinberg SupportDocumento5 páginasCómo Exportar Los Ajustes y La Configuración de Usuario - Steinberg SupportVerAún no hay calificaciones
- Examen Final MicroeconomiaDocumento6 páginasExamen Final Microeconomiamarco antonio cortes rojasAún no hay calificaciones
- Vinculo AfectivoDocumento1 páginaVinculo AfectivoMarrehernandez100% (1)
- Estrategias para La Planificación Docente en Educación Inicial "A" y "B"Documento425 páginasEstrategias para La Planificación Docente en Educación Inicial "A" y "B"andreinaAún no hay calificaciones
- Odi - Motosierrista Rev. 04Documento5 páginasOdi - Motosierrista Rev. 04karitho123100% (2)
- FICHA SEGUIMIENTO SESIONES SEC Segunda SEMANA DEL (1-2) 0106.xlsxQ - XlsxssDocumento16 páginasFICHA SEGUIMIENTO SESIONES SEC Segunda SEMANA DEL (1-2) 0106.xlsxQ - XlsxssLuisMiguelDionicioChavesAún no hay calificaciones
- Caso Práctico, Familias MultiproblemáticasDocumento7 páginasCaso Práctico, Familias Multiproblemáticasmaria montanya hurtado montesAún no hay calificaciones
- Soldadura TicDocumento5 páginasSoldadura TicErickAún no hay calificaciones
- Examen Semana 4 Parte 3 Y4 Test Los Nuevos Retos en La Gestion de Compras PDFDocumento5 páginasExamen Semana 4 Parte 3 Y4 Test Los Nuevos Retos en La Gestion de Compras PDFNataliaAún no hay calificaciones
- Opticas LED FinalDocumento15 páginasOpticas LED FinalDieGoOChoaAún no hay calificaciones
- Caso Práctico. 3.05.16Documento3 páginasCaso Práctico. 3.05.16Ángela GPAún no hay calificaciones
- Informe Día Del Internet Seguro PRIMARIADocumento6 páginasInforme Día Del Internet Seguro PRIMARIACristiano RodríguezAún no hay calificaciones
- Practica No. 11 Efecto FotoeléctricoDocumento4 páginasPractica No. 11 Efecto FotoeléctricodannaAún no hay calificaciones
- Tarea BenjaDocumento29 páginasTarea BenjaJeyson Dávila GuerreroAún no hay calificaciones
- S1 Coloides Del SueloDocumento25 páginasS1 Coloides Del SueloEduardo Sanchez CarriónAún no hay calificaciones
- Agenda 3 Delta NuDocumento8 páginasAgenda 3 Delta NuMARIA ANGELINA LOPEZ URROZAún no hay calificaciones
- 14 Portela - MassanoDocumento5 páginas14 Portela - MassanoLuis AlvaroAún no hay calificaciones
- PRONACEV - Incidencia en La Construcción Social Del TerritorioDocumento6 páginasPRONACEV - Incidencia en La Construcción Social Del TerritorioAguilar ArquitecturaAún no hay calificaciones
- Ley Plan PatriaDocumento58 páginasLey Plan PatriaLiza RooAún no hay calificaciones
- ST2 Trabajo Tema 3Documento7 páginasST2 Trabajo Tema 3Antonio RuedaAún no hay calificaciones
- Tortas GolosasDocumento30 páginasTortas GolosasfripsiAún no hay calificaciones
- Ah, Yo No Tengo Problemas, Soy La Mejor Amiga de Mi HijoDocumento3 páginasAh, Yo No Tengo Problemas, Soy La Mejor Amiga de Mi HijoCarolus Aurelius Calidus UnionisAún no hay calificaciones
- Imagenes ForochatDocumento13 páginasImagenes ForochatEmilsy SanchezAún no hay calificaciones
- Lenguaje 1º2bDocumento33 páginasLenguaje 1º2bsusan evelyn lopez riosAún no hay calificaciones
- Beca Mujeres Indígenas Edomex 2021Documento3 páginasBeca Mujeres Indígenas Edomex 2021JuanMirandaAún no hay calificaciones