También podría gustarte
- Examen FinalDocumento9 páginasExamen FinalFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Decisión 2Documento3 páginasDecisión 2FERNANDO SALAZAR LOPEZAún no hay calificaciones
- Modelo Informe SimproDocumento17 páginasModelo Informe SimproYojany Bringas Marin100% (1)
- Análisis 1Documento13 páginasAnálisis 1CARLOS BENYAVI ALCANTARA MUCHAAún no hay calificaciones
- DocxxDocumento2 páginasDocxxAndreaCalderonAún no hay calificaciones
- GRUPO 7.CLASE 3455.SimproPresentacionDocumento28 páginasGRUPO 7.CLASE 3455.SimproPresentacionJesus Burgos HuancaAún no hay calificaciones
- Marklog - AnalisisDocumento10 páginasMarklog - Analisispeter ronyAún no hay calificaciones
- SIMPRODocumento28 páginasSIMPROYuli ZabaletaAún no hay calificaciones
- Reporte Simpro SimulacionDocumento26 páginasReporte Simpro SimulacionJesús CerezoAún no hay calificaciones
- RODRIGUEZLENNYS CE 24nov2021Documento5 páginasRODRIGUEZLENNYS CE 24nov2021Genesis LoboAún no hay calificaciones
- Grupo 02 - Decision 01 InformeDocumento10 páginasGrupo 02 - Decision 01 InformeIngridAún no hay calificaciones
- TENPOMATIC Decisión 4Documento10 páginasTENPOMATIC Decisión 4SAYUNNY MEYLEE FAJARDO TISNADOAún no hay calificaciones
- SimproDocumento4 páginasSimproMiguel ToledoAún no hay calificaciones
- Decisión 3Documento3 páginasDecisión 3FERNANDO SALAZAR LOPEZAún no hay calificaciones
- Costos Desicion 1Documento13 páginasCostos Desicion 1ANTONINA NANCY VEGA CERNAAún no hay calificaciones
- Productividad - Tiempos y MovimientosDocumento12 páginasProductividad - Tiempos y MovimientosYeison RolonAún no hay calificaciones
- Fase 2 - Juego Gerencial - Laura SanchezDocumento9 páginasFase 2 - Juego Gerencial - Laura SanchezJaqueline Florez PereiraAún no hay calificaciones
- D10 Equipo3 V55631 EstrategiaGerencialDocumento5 páginasD10 Equipo3 V55631 EstrategiaGerencialSeidy Cruz PerezAún no hay calificaciones
- Actividades de La Prod.Documento4 páginasActividades de La Prod.Eder Yeshúa Villagrán SalmerónAún no hay calificaciones
- Informe Simpro FinalDocumento10 páginasInforme Simpro FinalJuan García Alvarez0% (1)
- Auditoria FuncionalDocumento11 páginasAuditoria FuncionalLeonardo Casas JImenez0% (1)
- Informe Academico-1Documento16 páginasInforme Academico-1Guillermo AttilanoAún no hay calificaciones
- Características Fundamentales Del Problema SimproDocumento10 páginasCaracterísticas Fundamentales Del Problema SimproAnonymous mdluDUdduAún no hay calificaciones
- IntroducciónDocumento4 páginasIntroducciónGeorgina HernandezAún no hay calificaciones
- Informe Administracion ProduccionDocumento8 páginasInforme Administracion ProduccionNicolas Adolfo Quijon MendozaAún no hay calificaciones
- Integración de MRP y JIT, Plan Maestro de La ProducciónDocumento8 páginasIntegración de MRP y JIT, Plan Maestro de La ProducciónKristofer Antony Cuzcano CalderónAún no hay calificaciones
- Decision 4Documento9 páginasDecision 4Brian Ricardo Flores OrellanaAún no hay calificaciones
- Informe Del Periodo#7Documento8 páginasInforme Del Periodo#7Michelle ArriagaAún no hay calificaciones
- Tarea 9.3Documento9 páginasTarea 9.3Brian Ricardo Flores OrellanaAún no hay calificaciones
- Examen DesarrolladoDocumento15 páginasExamen DesarrolladoEder Bustamante50% (2)
- TI15 Procesos ProyectosDocumento8 páginasTI15 Procesos ProyectosJuan Molina0% (3)
- Propuesta de Solucion Al CasoDocumento6 páginasPropuesta de Solucion Al CasoDiego GarciaAún no hay calificaciones
- Entregable 2Documento6 páginasEntregable 2sanchezvalenciaregina308Aún no hay calificaciones
- Informe Del Simulador SimproDocumento9 páginasInforme Del Simulador SimproCecibell Mirtha Garcia SotoAún no hay calificaciones
- Calculo Vectorial Aplicado A La Optimización de Ingresos Por Ventas en Una IndustriaDocumento8 páginasCalculo Vectorial Aplicado A La Optimización de Ingresos Por Ventas en Una Industriakarina Yance100% (1)
- AutoresDocumento17 páginasAutoresMIRLA MIRELLA MORENO LEANDROAún no hay calificaciones
- SIMPRODocumento6 páginasSIMPROjamy Merino HerreraAún no hay calificaciones
- Taller MecanicoDocumento20 páginasTaller MecanicoCarlos Quispe MartinezAún no hay calificaciones
- Simulacion SimproDocumento4 páginasSimulacion SimproPool ArredondoAún no hay calificaciones
- AdmonProd Segundo Examen 2P08Documento7 páginasAdmonProd Segundo Examen 2P08Luis Carlos Marrugo Ibañez100% (1)
- Informe Final Simpro - CompressDocumento49 páginasInforme Final Simpro - CompressJesús CerezoAún no hay calificaciones
- Informe Academico GRUPO 9Documento16 páginasInforme Academico GRUPO 9Guillermo AttilanoAún no hay calificaciones
- Ayuda Memoria Gestión de La ProductividadDocumento5 páginasAyuda Memoria Gestión de La Productividadtatitom26Aún no hay calificaciones
- Informe Simpro Casi Completo 1Documento17 páginasInforme Simpro Casi Completo 1Andriu ShigesoAún no hay calificaciones
- Formato - Guia.llenado - Decisiones SimproDocumento20 páginasFormato - Guia.llenado - Decisiones SimproMARIA FERNANDA RAMOS MACALUPU100% (1)
- Examen de Getion de La Produccion Ii Unidad2Documento3 páginasExamen de Getion de La Produccion Ii Unidad2daniela doroteoAún no hay calificaciones
- Simulación de Procesos IndustrialesDocumento8 páginasSimulación de Procesos Industrialesjquesadam20035513Aún no hay calificaciones
- Aplicación Del Tiempo Estándar Costos de Mano de ObraDocumento5 páginasAplicación Del Tiempo Estándar Costos de Mano de Obrakimi VolkovaAún no hay calificaciones
- Quirozzavaletafiorella Exfinal Esbelta Grupo 09Documento12 páginasQuirozzavaletafiorella Exfinal Esbelta Grupo 09Giam Pier Anticona0% (1)
- Tema 7Documento13 páginasTema 7Hola San MegAún no hay calificaciones
- S7 - SEM-7 1era DECISIÓN DE SIMDEFDocumento6 páginasS7 - SEM-7 1era DECISIÓN DE SIMDEFEla ValladaresAún no hay calificaciones
- Trabajo Caballero U2Documento17 páginasTrabajo Caballero U2Jaquelin ZimbronAún no hay calificaciones
- Ao Ii Final DFDocumento11 páginasAo Ii Final DFErick J. HernandezAún no hay calificaciones
- Recuros Unidad II, Plan MaestroDocumento10 páginasRecuros Unidad II, Plan MaestroCharly RomeroAún no hay calificaciones
- Recuros Unidad II, Plan MaestroDocumento10 páginasRecuros Unidad II, Plan MaestroCharly RomeroAún no hay calificaciones
- Proyecto EntregableDocumento33 páginasProyecto EntregablePaolo Abraham PeraltaAún no hay calificaciones
- Simpro 2do 12 UNADocumento22 páginasSimpro 2do 12 UNAJadiye Carpio AbsiAún no hay calificaciones
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- UF1255 - Planificación y desarrollo de carrozados y reformas de importanciaDe EverandUF1255 - Planificación y desarrollo de carrozados y reformas de importanciaAún no hay calificaciones
- Tarea 3Documento2 páginasTarea 3FERNANDO SALAZAR LOPEZAún no hay calificaciones
- Decisión 3Documento3 páginasDecisión 3FERNANDO SALAZAR LOPEZAún no hay calificaciones
- Tarea 9Documento3 páginasTarea 9FERNANDO SALAZAR LOPEZAún no hay calificaciones
- Informe FinalDocumento30 páginasInforme FinalFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Proceso ProductivoDocumento2 páginasProceso ProductivoFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Ingenio Sucro Alcoholero AguaíDocumento2 páginasIngenio Sucro Alcoholero AguaíFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Tarea 6Documento4 páginasTarea 6FERNANDO SALAZAR LOPEZAún no hay calificaciones
- Los 15 Mega Proyectos de Santa CruzDocumento2 páginasLos 15 Mega Proyectos de Santa CruzFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Tema 3Documento5 páginasTema 3FERNANDO SALAZAR LOPEZAún no hay calificaciones
- 1.15.1 Formato Hoshin KanriDocumento7 páginas1.15.1 Formato Hoshin KanriFERNANDO SALAZAR LOPEZAún no hay calificaciones
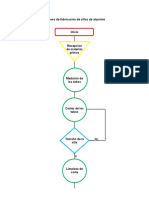
- Diagrama de Flujo de Proceso de Fabricación de Sillas de AluminioDocumento3 páginasDiagrama de Flujo de Proceso de Fabricación de Sillas de AluminioFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Sistemas de Producción CaracteristicasDocumento7 páginasSistemas de Producción CaracteristicasFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Tema 1Documento9 páginasTema 1PAOLA ANDREA VIDAL FERRUFINOAún no hay calificaciones
- Inserción Laboral de Titulados UCB-TarijaDocumento5 páginasInserción Laboral de Titulados UCB-TarijaFERNANDO SALAZAR LOPEZAún no hay calificaciones
- TEMA - 7 PPTDocumento17 páginasTEMA - 7 PPTFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Tarea 2Documento2 páginasTarea 2FERNANDO SALAZAR LOPEZAún no hay calificaciones
- Preparar Respuesta para EJERCICIO PRACTICO Nro 2Documento3 páginasPreparar Respuesta para EJERCICIO PRACTICO Nro 2FERNANDO SALAZAR LOPEZAún no hay calificaciones
- 1er EJERCICIO PRACTICO EN CLASESDocumento3 páginas1er EJERCICIO PRACTICO EN CLASESFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Tarea 1Documento2 páginasTarea 1FERNANDO SALAZAR LOPEZAún no hay calificaciones
- Tarea 2Documento4 páginasTarea 2FERNANDO SALAZAR LOPEZAún no hay calificaciones
- TareaDocumento3 páginasTareaFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Entradas Al Sistema de La Empresa de Su Trabajo FinalDocumento2 páginasEntradas Al Sistema de La Empresa de Su Trabajo FinalFERNANDO SALAZAR LOPEZAún no hay calificaciones
- INVESTIGACIONDocumento4 páginasINVESTIGACIONFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Plan de MercadoDocumento13 páginasPlan de MercadoFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Trabajo Final - Churrasqueria Las PalmasDocumento57 páginasTrabajo Final - Churrasqueria Las PalmasFERNANDO SALAZAR LOPEZAún no hay calificaciones
- Esv 3VDDocumento2 páginasEsv 3VDhilary laicaAún no hay calificaciones
- Reclutamiento Por FacebookDocumento4 páginasReclutamiento Por FacebookMelizaCarbajalAún no hay calificaciones
- Diagnostico Empresarial Segunda EntregaDocumento19 páginasDiagnostico Empresarial Segunda EntregaJohana Buitrago MolanoAún no hay calificaciones
- Matriz Aspectos AmbientalesDocumento4 páginasMatriz Aspectos AmbientalesEva Sandrith Zabaleta CorpasAún no hay calificaciones
- Forstime FCO ThermalCoal CIF (MISTIBET)Documento32 páginasForstime FCO ThermalCoal CIF (MISTIBET)Fidel QuevedoAún no hay calificaciones
- DocxDocumento6 páginasDocxmiguel alvaradoAún no hay calificaciones
- Informe Comunicacion AsertivaDocumento20 páginasInforme Comunicacion AsertivaPAOLA ESPITIAAún no hay calificaciones
- Amparo en Revisión 109/2023Documento1 páginaAmparo en Revisión 109/2023Maria Martinez GonzalezAún no hay calificaciones
- Analisis Ley de Ejercicio de La Ingenieria Arquitectura y Profesiones Afines PDFDocumento8 páginasAnalisis Ley de Ejercicio de La Ingenieria Arquitectura y Profesiones Afines PDFmairelys camposAún no hay calificaciones
- Formato Rendicion de Cuentas Otro ModeloDocumento5 páginasFormato Rendicion de Cuentas Otro ModeloYulyMuñozDazaAún no hay calificaciones
- CONTRATOCOMPRAVENTADocumento2 páginasCONTRATOCOMPRAVENTAIrwin DovalinaAún no hay calificaciones
- Gomez Darianna - ResumenDocumento2 páginasGomez Darianna - ResumenDarianna GómezAún no hay calificaciones
- JustificacionDocumento1 páginaJustificacionAli PaulAún no hay calificaciones
- Actividad 5 Estrategias de Mercadotecnia DigitalDocumento5 páginasActividad 5 Estrategias de Mercadotecnia DigitalGiovanni Camarillo DuranAún no hay calificaciones
- Postes de ConcretoDocumento4 páginasPostes de Concretolopez.baleta.yuliethAún no hay calificaciones
- 3 Diseño-de-un-plan-estratégico-para-aumentar-las-utilidades-de-la-Clínica-Odontológica EstrategiaDocumento132 páginas3 Diseño-de-un-plan-estratégico-para-aumentar-las-utilidades-de-la-Clínica-Odontológica EstrategiaAlfredo Maldonado100% (1)
- Guia de Laboratorio N-1 PDFDocumento2 páginasGuia de Laboratorio N-1 PDFYamile BravoAún no hay calificaciones
- Responsabilidades Del Revisor Fiscal - Trabajo Marzo 30 2020Documento8 páginasResponsabilidades Del Revisor Fiscal - Trabajo Marzo 30 2020DianaCalderonAún no hay calificaciones
- 8.despacho de Cuantia Minima. CircularDocumento22 páginas8.despacho de Cuantia Minima. CircularLaura SalcedoAún no hay calificaciones
- Fabr I, S1Documento19 páginasFabr I, S1Luis Enrique AngelesAún no hay calificaciones
- Taller Realización Auditoria InternaDocumento4 páginasTaller Realización Auditoria InternaAna Maria AlvarezAún no hay calificaciones
- COPRODUCCIÓN - Ventajas e InconvenientesDocumento1 páginaCOPRODUCCIÓN - Ventajas e InconvenientesSakura463Aún no hay calificaciones
- Importaciones Bolivia 2022Documento3 páginasImportaciones Bolivia 2022esmeraldaAún no hay calificaciones
- Tarea 5Documento6 páginasTarea 5Laura BaezAún no hay calificaciones
- Tarea 6 Gestion Humana 1Documento12 páginasTarea 6 Gestion Humana 1Marcos Miguel Sierra FerrerasAún no hay calificaciones
- Organigrama Del Departamento de RRHH de La Empresa CORALDocumento3 páginasOrganigrama Del Departamento de RRHH de La Empresa CORALThe DarKneSssAún no hay calificaciones
- Tarjetas de Crédito: Visa Cuentas y Paquetes Zeolla SergioDocumento16 páginasTarjetas de Crédito: Visa Cuentas y Paquetes Zeolla SergioSergio Oscar ZeollaAún no hay calificaciones
- Anexo 1 - Plan Emprendimiento Solidario: 1. Resumen de ProyectoDocumento5 páginasAnexo 1 - Plan Emprendimiento Solidario: 1. Resumen de ProyectoFidel marulanda perez cuellarAún no hay calificaciones
- Cisneros Dulce Actividad3Documento12 páginasCisneros Dulce Actividad31200693Aún no hay calificaciones
- Los Medios de PagosDocumento38 páginasLos Medios de PagosAby NuñezAún no hay calificaciones