También podría gustarte
- Calculo de La Frecuencia de Mantenimiento PredictivoDocumento4 páginasCalculo de La Frecuencia de Mantenimiento PredictivoJose Luis RattiaAún no hay calificaciones
- Ppt6 GM 22-lDocumento32 páginasPpt6 GM 22-lJair LópezAún no hay calificaciones
- Calculo de La Frecuencia de Inspección de MantenimientopredictivoDocumento6 páginasCalculo de La Frecuencia de Inspección de MantenimientopredictivoJavier GuerreroAún no hay calificaciones
- Techgnotips 182 Cálculo Frecuencia Muestreo Análisis Aceites y Otras Tec PredDocumento4 páginasTechgnotips 182 Cálculo Frecuencia Muestreo Análisis Aceites y Otras Tec PredAdrian Rodrigo Jofre Alvarez100% (1)
- Análisis vibracional en equipos rotativosDocumento28 páginasAnálisis vibracional en equipos rotativosJack BlakeAún no hay calificaciones
- Modelos Matemáticos para Mantto PreventivoDocumento19 páginasModelos Matemáticos para Mantto Preventivoely merly vasquez zegarraAún no hay calificaciones
- UNIDAD #08 Indicadores Del MantenimientoDocumento49 páginasUNIDAD #08 Indicadores Del MantenimientoLuisCoaquiraAún no hay calificaciones
- Universidad Tecnológica Del Perú: Gestión de Mantenimiento Grupo: 5Documento12 páginasUniversidad Tecnológica Del Perú: Gestión de Mantenimiento Grupo: 5ingridAún no hay calificaciones
- Indicadores mantenimientoDocumento89 páginasIndicadores mantenimientoSalvador Gutiérrez Opazo75% (4)
- Curso Tipos Mantenimiento Reactivo Proactivo Correctivo Preventivo Predictivo TPM PDFDocumento48 páginasCurso Tipos Mantenimiento Reactivo Proactivo Correctivo Preventivo Predictivo TPM PDFWilfredo Escobar100% (2)
- Analisis de Criticidad - BandasDocumento11 páginasAnalisis de Criticidad - BandasRichard Mora SaezAún no hay calificaciones
- Tecnicas de MantenimientoDocumento32 páginasTecnicas de Mantenimientogabriel RodriguezAún no hay calificaciones
- Amortiguadores Antivibratorios Silentblock Amortiguador Cilindrico Silentblock SRDocumento4 páginasAmortiguadores Antivibratorios Silentblock Amortiguador Cilindrico Silentblock SRAndres MendozaAún no hay calificaciones
- RBI-inicioDocumento5 páginasRBI-iniciojuan pabloAún no hay calificaciones
- Optimizacion de Frecuencias de MantenimientoDocumento13 páginasOptimizacion de Frecuencias de MantenimientoChristian PereiraAún no hay calificaciones
- Evaluando La Gestion Del Mantenimiento PDFDocumento17 páginasEvaluando La Gestion Del Mantenimiento PDFedgarAún no hay calificaciones
- Documento de Ivan RodriguezDocumento10 páginasDocumento de Ivan RodriguezAlejandro D'AngeloAún no hay calificaciones
- Tecnicas MonitoreoDocumento9 páginasTecnicas MonitoreoEduardo Segundo Miño BustamanteAún no hay calificaciones
- Gestión Mantenimiento - Lectura Técnica - Metodología de Cálculo para Determinar La Frecuencia Óptima de MonitoreoDocumento10 páginasGestión Mantenimiento - Lectura Técnica - Metodología de Cálculo para Determinar La Frecuencia Óptima de MonitoreoAsheley MartinezAún no hay calificaciones
- Indicadores de Mantenimiento Aplicados Al Cargador FrontalDocumento20 páginasIndicadores de Mantenimiento Aplicados Al Cargador FrontalBrayhan CastroAún no hay calificaciones
- Frecuencia de Inspección Utilizando PoissonDocumento7 páginasFrecuencia de Inspección Utilizando PoissonAndrea Alicia Jimenez NuñezAún no hay calificaciones
- En El Mantenimiento PredictivoDocumento8 páginasEn El Mantenimiento PredictivoKathe Perez DiazAún no hay calificaciones
- Ingeniería de Confiabilidad y Tipos de MantenimientoDocumento12 páginasIngeniería de Confiabilidad y Tipos de MantenimientoalexforconiAún no hay calificaciones
- 2da Eva MantenimientoDocumento3 páginas2da Eva MantenimientoRafael DiazAún no hay calificaciones
- Indicadores de MantenimientoDocumento6 páginasIndicadores de MantenimientoGary LogachoAún no hay calificaciones
- Descripcion de Las Politicas Del Mantto. de Una AeronaveDocumento10 páginasDescripcion de Las Politicas Del Mantto. de Una AeronaveFrancisco MolinaAún no hay calificaciones
- Video de Inspección Basada en RiesgoDocumento13 páginasVideo de Inspección Basada en RiesgoRichard BarrosAún no hay calificaciones
- Analisis de Criticidad de EquiposDocumento18 páginasAnalisis de Criticidad de EquiposCham Bauer100% (4)
- RBI Sistema inspección riesgoDocumento12 páginasRBI Sistema inspección riesgoMaRiia Zuarez100% (1)
- Trabajo Final de Gestion de Mantenimiento Idel S Alvarez MendozaDocumento10 páginasTrabajo Final de Gestion de Mantenimiento Idel S Alvarez MendozaIdelAún no hay calificaciones
- Costes de Mantto. y Su ControlDocumento23 páginasCostes de Mantto. y Su ControlGRADOS LEON CARLOS JESUSAún no hay calificaciones
- Estimación costos mantenimiento plantaDocumento10 páginasEstimación costos mantenimiento plantapablo juarezAún no hay calificaciones
- Estructura Del Mantenimiento Industrial PDFDocumento5 páginasEstructura Del Mantenimiento Industrial PDFCesar LimaAún no hay calificaciones
- Tecnicas de MantenimientoDocumento34 páginasTecnicas de MantenimientoJosé G RodriguezAún no hay calificaciones
- 5 - Analisis de CriticidadDocumento13 páginas5 - Analisis de Criticidadpinga locaAún no hay calificaciones
- 5 - Analisis de Criticidad-1Documento22 páginas5 - Analisis de Criticidad-1JimmyQuirozAún no hay calificaciones
- PREGUNTAS - Jefe Central de MantenimientoDocumento7 páginasPREGUNTAS - Jefe Central de MantenimientoRoberto Renato Castro VergaraAún no hay calificaciones
- UPN-GEMAN - WA-sem-7NDocumento100 páginasUPN-GEMAN - WA-sem-7NOshin Hoyos TapiaAún no hay calificaciones
- Indices de Mantenimiento 1 - LATDocumento7 páginasIndices de Mantenimiento 1 - LATMarisol LópezAún no hay calificaciones
- Metodologia DSDocumento7 páginasMetodologia DSKenia Carolina Campos Rojas100% (1)
- Mantenimiento PreventivoDocumento14 páginasMantenimiento PreventivoNoe Mikaliro100% (1)
- 001costos de FallaDocumento6 páginas001costos de Fallaisaacmedina1234Aún no hay calificaciones
- Unidad 1 Conceptos Básicos y Objetivos de La Gerencia de MantenimientoDocumento5 páginasUnidad 1 Conceptos Básicos y Objetivos de La Gerencia de MantenimientoIvanna Lemus0% (1)
- Modelos Matemáticos para Optimización de Reemplazo Preventivo e Inspecciones PreventivasDocumento41 páginasModelos Matemáticos para Optimización de Reemplazo Preventivo e Inspecciones PreventivasSoledadAún no hay calificaciones
- El Mantenimiento de Las Lineas AereasDocumento20 páginasEl Mantenimiento de Las Lineas AereasAlex Aima ChacoAún no hay calificaciones
- Actividad 1 - Norma CoveninDocumento9 páginasActividad 1 - Norma Covenin2weet 0-0Aún no hay calificaciones
- Procedimientos de Revision Preventiva de La Maquinaria PesadaDocumento9 páginasProcedimientos de Revision Preventiva de La Maquinaria PesadaVincent NarváezAún no hay calificaciones
- Mantenimiento preventivo y confiabilidadDocumento23 páginasMantenimiento preventivo y confiabilidadAlan ArellanoAún no hay calificaciones
- Mantenimiento de centros de transformación. ELEE0209De EverandMantenimiento de centros de transformación. ELEE0209Aún no hay calificaciones
- UF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaDe EverandUF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaCalificación: 3 de 5 estrellas3/5 (3)
- UF0573 - Mantenimiento eficiente de las instalaciones de suministro de agua y saneamiento en ediciosDe EverandUF0573 - Mantenimiento eficiente de las instalaciones de suministro de agua y saneamiento en ediciosAún no hay calificaciones
- Mantenimiento de redes eléctricas subterráneas de alta tensión. ELEE0209De EverandMantenimiento de redes eléctricas subterráneas de alta tensión. ELEE0209Calificación: 2 de 5 estrellas2/5 (1)
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- UF1881 - Resolución de incidencias de redes telemáticasDe EverandUF1881 - Resolución de incidencias de redes telemáticasAún no hay calificaciones
- Diagnosis de averías y mantenimiento correctivo de sistemas de automatización industrial. ELEM0311De EverandDiagnosis de averías y mantenimiento correctivo de sistemas de automatización industrial. ELEM0311Calificación: 5 de 5 estrellas5/5 (1)
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Mantenimiento y mejora de las instalaciones en los edificios. ENAC0108De EverandMantenimiento y mejora de las instalaciones en los edificios. ENAC0108Aún no hay calificaciones
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- Caso1 - Plan AgregadoDocumento1 páginaCaso1 - Plan AgregadoJair LópezAún no hay calificaciones
- Plan de producción DVD Jul-DicDocumento4 páginasPlan de producción DVD Jul-DicJair LópezAún no hay calificaciones
- SEM3 - Series de Tiempo PDFDocumento33 páginasSEM3 - Series de Tiempo PDFJair LópezAún no hay calificaciones
- SEM7 - Planeación Agregada - P2Documento11 páginasSEM7 - Planeación Agregada - P2Jair LópezAún no hay calificaciones
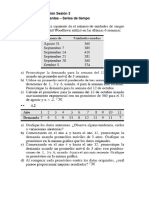
- SEM3 - Casos Series de TiempoDocumento5 páginasSEM3 - Casos Series de TiempoJair LópezAún no hay calificaciones
- Clase 3 - Kaizen - Smed Concepto de La Mejora Contínua V3 PDFDocumento29 páginasClase 3 - Kaizen - Smed Concepto de La Mejora Contínua V3 PDFJair LópezAún no hay calificaciones
- Legislacion en SSTDocumento46 páginasLegislacion en SSTFabiola Abanto cotrinaAún no hay calificaciones
- Videoconferencia 13Documento27 páginasVideoconferencia 13taniaAún no hay calificaciones
- Implementación de las 5S para mejorar la productividadDocumento28 páginasImplementación de las 5S para mejorar la productividadJair LópezAún no hay calificaciones
- Gestión de costos: Presentación del curso, sílabo y lineamientosDocumento14 páginasGestión de costos: Presentación del curso, sílabo y lineamientosJair LópezAún no hay calificaciones
- DSA (Desarrollo Sesión Aprendizaje) PE Sesión 1Documento1 páginaDSA (Desarrollo Sesión Aprendizaje) PE Sesión 1Jair LópezAún no hay calificaciones
- Clase 1 - Introducción A La Producción Esbelta V3Documento47 páginasClase 1 - Introducción A La Producción Esbelta V3Jair LópezAún no hay calificaciones
- Ejemplo Modelo de Tecnologia de GruposDocumento16 páginasEjemplo Modelo de Tecnologia de GruposJair LópezAún no hay calificaciones
- Ppt9 GM 22-lDocumento47 páginasPpt9 GM 22-lItalox Alex Fl EspinozaAún no hay calificaciones
- Sesión 5Documento32 páginasSesión 5Jair LópezAún no hay calificaciones
- Ppt4 GM 22-lDocumento28 páginasPpt4 GM 22-lJair LópezAún no hay calificaciones
- Semana 10 - Módulo 9Documento30 páginasSemana 10 - Módulo 9Jair LópezAún no hay calificaciones
- S14 - Ing de Metodos2 REVDocumento21 páginasS14 - Ing de Metodos2 REVJair LópezAún no hay calificaciones
- Ejemplo Aplicacion Merma Disponibilidad EficienciaDocumento6 páginasEjemplo Aplicacion Merma Disponibilidad EficienciaJair LópezAún no hay calificaciones
- Modulo 12-PPT Presupuesto de Gastos Administrativos y de Gastos de VentasDocumento36 páginasModulo 12-PPT Presupuesto de Gastos Administrativos y de Gastos de VentasJair LópezAún no hay calificaciones
- IMRD Estructura ArtículoDocumento30 páginasIMRD Estructura ArtículoJair LópezAún no hay calificaciones
- Costeo directo vs absorción: diferencias claveDocumento43 páginasCosteo directo vs absorción: diferencias claveJair LópezAún no hay calificaciones
- Formulación del problema y variables de investigaciónDocumento39 páginasFormulación del problema y variables de investigaciónJair LópezAún no hay calificaciones
- Inve 1301 221 1 M12 LecturaDocumento9 páginasInve 1301 221 1 M12 Lecturapaul muñozAún no hay calificaciones
- Semana 13 - Módulo 12Documento41 páginasSemana 13 - Módulo 12Jair LópezAún no hay calificaciones
- Clase 7 Poka Yoke V3Documento19 páginasClase 7 Poka Yoke V3Jair LópezAún no hay calificaciones
- Inve 1301 221 1 M10 LecturaDocumento15 páginasInve 1301 221 1 M10 LecturaBetzi BrigitteAún no hay calificaciones
- Semana 9 - Módulo 8Documento32 páginasSemana 9 - Módulo 8Jair LópezAún no hay calificaciones
- Plantillas de Los 9 Ejercicios Del Módulo de DiseñoDocumento51 páginasPlantillas de Los 9 Ejercicios Del Módulo de DiseñoPever23100% (2)
- Catalogo General Pilonas ACCESORDocumento36 páginasCatalogo General Pilonas ACCESORJOSE GARCIAAún no hay calificaciones
- Trabajos Practicos #5 2021 (II)Documento2 páginasTrabajos Practicos #5 2021 (II)vickyferrer24642Aún no hay calificaciones
- Tecnologia de Taller - Modulo-Istmnv-Ma-04-03Documento159 páginasTecnologia de Taller - Modulo-Istmnv-Ma-04-03Vladimir Miranda ReyesAún no hay calificaciones
- Curso ISO 9001:2015 Auditoría InternaDocumento104 páginasCurso ISO 9001:2015 Auditoría Internaangela velasco100% (3)
- Fallas BESDocumento73 páginasFallas BESFabian TaveraAún no hay calificaciones
- FinalesDocumento101 páginasFinalesVIQUENIA CAROLINA FERRER MARTINEZAún no hay calificaciones
- ACS480 - Catálogo Técnico - ESDocumento28 páginasACS480 - Catálogo Técnico - ESElvis QuispeAún no hay calificaciones
- Mapa de La Palabra de Las Competencias Del TMMIDocumento7 páginasMapa de La Palabra de Las Competencias Del TMMIJeison Javier Villa MoralesAún no hay calificaciones
- Instrumentos para Medición de La PresiónDocumento13 páginasInstrumentos para Medición de La PresiónVictor ManuelAún no hay calificaciones
- ANÁLISIS SENSIBILIDAD MÉTRICAS SCOR CADENA FRUTÍCOLADocumento21 páginasANÁLISIS SENSIBILIDAD MÉTRICAS SCOR CADENA FRUTÍCOLADavid SanchezAún no hay calificaciones
- Tipos de Mantenimiento A Implantar en Un BuqueDocumento16 páginasTipos de Mantenimiento A Implantar en Un BuqueLourdes Rocamora NadalAún no hay calificaciones
- RS403 Guia de Entrenamiento BlockSimDocumento69 páginasRS403 Guia de Entrenamiento BlockSimmanu_chatAún no hay calificaciones
- MP-29-Validacion de Procesos de RectificacionDocumento18 páginasMP-29-Validacion de Procesos de Rectificacionmagaly cruzAún no hay calificaciones
- Resolución de EjerciciosDocumento2 páginasResolución de Ejerciciosmax figueroa100% (1)
- Autodome Ip 5000 Ir Data Sheet Eses 19166828299Documento7 páginasAutodome Ip 5000 Ir Data Sheet Eses 19166828299Mairon Luis CorreaAún no hay calificaciones
- Manual Gerencia de ActivosDocumento40 páginasManual Gerencia de ActivosDavid Sebastian PintoAún no hay calificaciones
- Incidencia del Control Interno en la rentabilidad de Telecomunicaciones JEMDocumento26 páginasIncidencia del Control Interno en la rentabilidad de Telecomunicaciones JEMIsmael VMAún no hay calificaciones
- Diseño de Sistemas - 1.1 Parte2Documento4 páginasDiseño de Sistemas - 1.1 Parte2Jesús David Castruita RodríguezAún no hay calificaciones
- Conceptos Basicos de EsgonomiaDocumento15 páginasConceptos Basicos de EsgonomiaPitufresaAún no hay calificaciones
- 14am MTDocumento3 páginas14am MTguillemo rosalesAún no hay calificaciones
- Análisis Del MacroentornoDocumento7 páginasAnálisis Del MacroentornoFernando CastroAún no hay calificaciones
- Interruptor en Alta TensiónDocumento11 páginasInterruptor en Alta TensiónKelly Puclla JustinianiAún no hay calificaciones
- CD 4702Documento310 páginasCD 4702Jorge Vega RodríguezAún no hay calificaciones
- Distribucion Log-NormalDocumento21 páginasDistribucion Log-NormalDunkerYairAún no hay calificaciones
- Marco Teorico y BibliografiaDocumento2 páginasMarco Teorico y BibliografiaBosco CedenoAún no hay calificaciones
- NORMA 14C Part 3Documento32 páginasNORMA 14C Part 3Pacco HmAún no hay calificaciones
- Tema 3 Plan de MantenimientoDocumento14 páginasTema 3 Plan de MantenimientoDaniel IorgaAún no hay calificaciones
- ATV600 Manual de Programacion EAV64322 01 1Documento764 páginasATV600 Manual de Programacion EAV64322 01 1Roderich Alexander Deneken PalmaAún no hay calificaciones
- Metodo de Ratan DasDocumento31 páginasMetodo de Ratan DasmarcoAún no hay calificaciones