También podría gustarte
- Fase 5 - Presentar Plan de Acción - Dilce AriasDocumento11 páginasFase 5 - Presentar Plan de Acción - Dilce AriasSANDRA OLIVARES50% (4)
- Mantenimiento de centros de transformación. ELEE0209De EverandMantenimiento de centros de transformación. ELEE0209Aún no hay calificaciones
- UF0573 - Mantenimiento eficiente de las instalaciones de suministro de agua y saneamiento en ediciosDe EverandUF0573 - Mantenimiento eficiente de las instalaciones de suministro de agua y saneamiento en ediciosAún no hay calificaciones
- Mantenimiento PreventivoDocumento10 páginasMantenimiento PreventivoJhosseline Ticona C.Aún no hay calificaciones
- Trabajo Mantenimiento 11111Documento10 páginasTrabajo Mantenimiento 11111Jhosseline Ticona C.Aún no hay calificaciones
- Mantenimiento Productivo Total TPMDocumento3 páginasMantenimiento Productivo Total TPMJonathan CarbajalAún no hay calificaciones
- CEb - 1 - Determinacion de Los Puntos Criticos de MantenimientoDocumento3 páginasCEb - 1 - Determinacion de Los Puntos Criticos de MantenimientoRaul FeroAún no hay calificaciones
- Examen FinalDocumento5 páginasExamen FinalEdwin CelisAún no hay calificaciones
- Examen Semestral de Adm. MantenimientoDocumento17 páginasExamen Semestral de Adm. MantenimientoLeivy HuerbschAún no hay calificaciones
- Estructura Del Mantenimiento Industrial PDFDocumento5 páginasEstructura Del Mantenimiento Industrial PDFCesar LimaAún no hay calificaciones
- Mantenimiento Predictivo-ClaseDocumento22 páginasMantenimiento Predictivo-ClaseOSCAR OLAYAAún no hay calificaciones
- Cuestionario Unidad 1Documento6 páginasCuestionario Unidad 1javier roman barba floresAún no hay calificaciones
- Ejemplos Reales de MantenimientoDocumento7 páginasEjemplos Reales de MantenimientoDavid Sergio Aguilar ChipanaAún no hay calificaciones
- Introduccion Mantenimiento PredictivoDocumento12 páginasIntroduccion Mantenimiento PredictivoRudy Silva WalkerAún no hay calificaciones
- Fundamentos Del Mantenimiento PredictivoDocumento20 páginasFundamentos Del Mantenimiento PredictivoJESUS MANUEL POLO FERNANDEZAún no hay calificaciones
- MantenimientoDocumento16 páginasMantenimientoHdzertos6156Aún no hay calificaciones
- Trabajo Final de Gestion de Mantenimiento Idel S Alvarez MendozaDocumento10 páginasTrabajo Final de Gestion de Mantenimiento Idel S Alvarez MendozaIdelAún no hay calificaciones
- Mantenimiento de Equipo MineroDocumento10 páginasMantenimiento de Equipo MineroDianis Carolina Echavez RomeroAún no hay calificaciones
- Unidad 3. Mantenimiento. Elena Suisui Rodríguez JiménezDocumento10 páginasUnidad 3. Mantenimiento. Elena Suisui Rodríguez JiménezSuisui Rodriguez JimenezAún no hay calificaciones
- Mantenimiento Predictivo Monitoreo Segun CondicionDocumento7 páginasMantenimiento Predictivo Monitoreo Segun CondicionguidoAún no hay calificaciones
- Tecnicas MonitoreoDocumento9 páginasTecnicas MonitoreoEduardo Segundo Miño BustamanteAún no hay calificaciones
- Mantenimiento PredictivoDocumento14 páginasMantenimiento PredictivoCESAR MIERAún no hay calificaciones
- Mantenimiento Preventivo y Predictivo (Analisis de Aceites)Documento24 páginasMantenimiento Preventivo y Predictivo (Analisis de Aceites)Alejandra AlvarezAún no hay calificaciones
- Tipos de MantenimientoDocumento34 páginasTipos de MantenimientoGaby Alexandra Bautista ReinosoAún no hay calificaciones
- Mantenimientos de EquiposDocumento13 páginasMantenimientos de EquiposindusaysAún no hay calificaciones
- 18-Estrategias de MantenimientoDocumento3 páginas18-Estrategias de MantenimientoDamian GouveiaAún no hay calificaciones
- Mantenimiento Preventivo ProgramadoDocumento4 páginasMantenimiento Preventivo ProgramadoAlejandra SotoAún no hay calificaciones
- Mant. Preventivo Sistemático CondicionalDocumento8 páginasMant. Preventivo Sistemático Condicionalporras asteteAún no hay calificaciones
- Mantenimiento PreventivoDocumento10 páginasMantenimiento PreventivoJeanGregoryGallardoTovarAún no hay calificaciones
- Mantenimiento Predictivo Por Fallo 1981106 - 1980950Documento39 páginasMantenimiento Predictivo Por Fallo 1981106 - 1980950Juliana FigueroaAún no hay calificaciones
- Mantenimiento Preventivo, Mantenimiento PredictivoDocumento9 páginasMantenimiento Preventivo, Mantenimiento PredictivoSegio David Jesus CastagneAún no hay calificaciones
- Apuntes de Mantenimiento PredictivoDocumento31 páginasApuntes de Mantenimiento PredictivoLuis CarlosAún no hay calificaciones
- Mantenimiento PredictivoDocumento8 páginasMantenimiento PredictivoFrancelys BarriosAún no hay calificaciones
- Sistemas de Transmision de Potencias-1Documento16 páginasSistemas de Transmision de Potencias-1Daniel TuxpanAún no hay calificaciones
- Mantenimiento PredictivoDocumento16 páginasMantenimiento Predictivogrc800520Aún no hay calificaciones
- Tipos de Mantenimiento Unidad 4Documento9 páginasTipos de Mantenimiento Unidad 4Luis Alberto GomezAún no hay calificaciones
- Tarea 1,1Documento9 páginasTarea 1,1Francis FloresAún no hay calificaciones
- Generacion de Plan de Mantenimiento IndustrialDocumento25 páginasGeneracion de Plan de Mantenimiento IndustrialVICTOR LUIS MORON CENTENOAún no hay calificaciones
- Mantenimiento Preventivo-CorrectivoDocumento16 páginasMantenimiento Preventivo-CorrectivoVladi Pérez100% (1)
- DAsdsdsdsdDocumento4 páginasDAsdsdsdsdIsrael CortezAún no hay calificaciones
- El Mantenimiento Proactivo Como Una Herramienta para Extender La Vida de Sus EquiposDocumento7 páginasEl Mantenimiento Proactivo Como Una Herramienta para Extender La Vida de Sus EquiposjuanAún no hay calificaciones
- Asignacion 1.2...Documento44 páginasAsignacion 1.2...Francis FloresAún no hay calificaciones
- Mantenimiento Preventivo y CorrectivoDocumento8 páginasMantenimiento Preventivo y CorrectivotolozamendezhotmailcAún no hay calificaciones
- Plan de Mantenimiento A Un Sistema de CombustionDocumento52 páginasPlan de Mantenimiento A Un Sistema de CombustionGuadalupe Zepeda MendozaAún no hay calificaciones
- Tipos de MantenimientoDocumento7 páginasTipos de MantenimientoItzel GuerreroAún no hay calificaciones
- Curso Tipos Mantenimiento Reactivo Proactivo Correctivo Preventivo Predictivo TPM PDFDocumento48 páginasCurso Tipos Mantenimiento Reactivo Proactivo Correctivo Preventivo Predictivo TPM PDFWilfredo Escobar100% (2)
- Mantenimiento PreventivoDocumento6 páginasMantenimiento PreventivoArokAún no hay calificaciones
- Predictivo - Juan David Hernandez ArrietaDocumento13 páginasPredictivo - Juan David Hernandez ArrietajuankdashstreamAún no hay calificaciones
- Documento de Ivan RodriguezDocumento10 páginasDocumento de Ivan RodriguezAlejandro D'AngeloAún no hay calificaciones
- Tema1, Filosofia de MantenimientoDocumento17 páginasTema1, Filosofia de MantenimientoJoel SantaellaAún no hay calificaciones
- Práctica 7Documento19 páginasPráctica 7AbrahamAún no hay calificaciones
- Mtto RCMDocumento18 páginasMtto RCMmaikel ferrerAún no hay calificaciones
- Actividad 2 Manobriar EquiposDocumento6 páginasActividad 2 Manobriar EquiposJeferson SuarezAún no hay calificaciones
- Mantenimiento Preventivo ProgramadoDocumento89 páginasMantenimiento Preventivo ProgramadoSalvador Gutiérrez Opazo75% (4)
- Resumen Mantenimiento IEM 2Documento10 páginasResumen Mantenimiento IEM 2MatiasAún no hay calificaciones
- UF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosDe EverandUF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosAún no hay calificaciones
- Mantenimiento de redes eléctricas subterráneas de alta tensión. ELEE0209De EverandMantenimiento de redes eléctricas subterráneas de alta tensión. ELEE0209Calificación: 2 de 5 estrellas2/5 (1)
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Mantenimiento y mejora de las instalaciones en los edificios. ENAC0108De EverandMantenimiento y mejora de las instalaciones en los edificios. ENAC0108Aún no hay calificaciones
- UF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaDe EverandUF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaCalificación: 3 de 5 estrellas3/5 (3)
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- Tarea 5Documento8 páginasTarea 5Francisco MolinaAún no hay calificaciones
- Tarea 5Documento8 páginasTarea 5Francisco MolinaAún no hay calificaciones
- Clasificacion de Tareas de MantenimientoDocumento13 páginasClasificacion de Tareas de MantenimientoFrancisco MolinaAún no hay calificaciones
- Clasificacion de Tareas de MantenimientoDocumento13 páginasClasificacion de Tareas de MantenimientoFrancisco MolinaAún no hay calificaciones
- Clasificacion de Tareas de MantenimientoDocumento13 páginasClasificacion de Tareas de MantenimientoFrancisco MolinaAún no hay calificaciones
- Examen Casuisticas para Nombramiento Docente 2021Documento20 páginasExamen Casuisticas para Nombramiento Docente 2021Alex jhoel Alvarez zavaleta100% (1)
- Gestion de Equipos BiomedicosDocumento4 páginasGestion de Equipos Biomedicosanon_242490661Aún no hay calificaciones
- Oratoria Clase #11 - Los Fenomenos Prosodicos - TM PDFDocumento10 páginasOratoria Clase #11 - Los Fenomenos Prosodicos - TM PDFLisseth Merly Quispe MoralesAún no hay calificaciones
- GuiaDocente - DOCUMENTACION INFORMATIVADocumento12 páginasGuiaDocente - DOCUMENTACION INFORMATIVAVictorAún no hay calificaciones
- Tarea 2 Modulo 2Documento7 páginasTarea 2 Modulo 2Jmanuel MendezAún no hay calificaciones
- Cartel Cta 2do.Documento4 páginasCartel Cta 2do.roxana choqueAún no hay calificaciones
- Merida Evolucion Reciente - Jorge Bolio Oses 1991Documento7 páginasMerida Evolucion Reciente - Jorge Bolio Oses 1991hcabanasAún no hay calificaciones
- Capacidades Coordinativas en El FútbolDocumento7 páginasCapacidades Coordinativas en El FútbolfrankAún no hay calificaciones
- Examen 06 Peralta Vega Yhon CristianDocumento13 páginasExamen 06 Peralta Vega Yhon CristianYhon Cristian Peralta VegaAún no hay calificaciones
- Aprendizajes Esperados 2011 PsicologíaDocumento32 páginasAprendizajes Esperados 2011 PsicologíaMiriam BurgueñoAún no hay calificaciones
- Eett Bodega de AlimentosDocumento14 páginasEett Bodega de AlimentosNicolas Figueroa OlivaresAún no hay calificaciones
- Propiedades Térmicas de Los MaterialesDocumento18 páginasPropiedades Térmicas de Los MaterialesAlfredo GuzmanAún no hay calificaciones
- Guías de Autoaprendizaje Octavo Grado LEYES DE NEWTONDocumento8 páginasGuías de Autoaprendizaje Octavo Grado LEYES DE NEWTONLaura Jazmin Navarro ContrerasAún no hay calificaciones
- Tríptico NeuropsicologíaDocumento2 páginasTríptico NeuropsicologíaLola TAún no hay calificaciones
- Boletin Presupuesto-1Documento10 páginasBoletin Presupuesto-1RUTH ARCOSAún no hay calificaciones
- Parques Protegidos Del EcuadorDocumento5 páginasParques Protegidos Del EcuadorChristoper JeykoAún no hay calificaciones
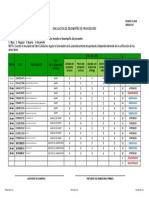
- CS-R-08 Ver07 10.01.17 - EVALUACION DE DESEMPEÑO DE PROVEEDORESDocumento1 páginaCS-R-08 Ver07 10.01.17 - EVALUACION DE DESEMPEÑO DE PROVEEDORESDavid Hinostroza IbarraAún no hay calificaciones
- Turbomaquinas-Ejercicios Sobre BombasDocumento3 páginasTurbomaquinas-Ejercicios Sobre Bombas0512EGCAún no hay calificaciones
- Tildacion Silabica G BDocumento2 páginasTildacion Silabica G BJ Diego Saldaña0% (1)
- Vol29 2Documento240 páginasVol29 2Gerry Lopeza0% (1)
- Union PermanenteDocumento9 páginasUnion PermanentePao BelesacaAún no hay calificaciones
- FRUTADocumento70 páginasFRUTAEduardo NarvaezAún no hay calificaciones
- Ensayo Economia Naranja PDFDocumento5 páginasEnsayo Economia Naranja PDFMoises BlancoAún no hay calificaciones
- Formato de La Matriz Legal de Una EmpresaDocumento6 páginasFormato de La Matriz Legal de Una EmpresaMARGARETH100% (1)
- S2 - Contenido - Estgt1102Documento15 páginasS2 - Contenido - Estgt1102Claudio GómezAún no hay calificaciones
- Trazo Planta - MergedDocumento9 páginasTrazo Planta - MergedErick De Jesus PalemonAún no hay calificaciones
- Laboratorio 07 - Modelos de Eventos Discretos en ArenaDocumento12 páginasLaboratorio 07 - Modelos de Eventos Discretos en ArenaFelipe Rafael Nieves GuzmanAún no hay calificaciones
- Problema 1Documento1 páginaProblema 1Apaza EfraAún no hay calificaciones
- 1.fe-Ssoma-005-01 Inspección de Botiquin - Vers 02Documento2 páginas1.fe-Ssoma-005-01 Inspección de Botiquin - Vers 02Keny YafetAún no hay calificaciones