También podría gustarte
- Practica 2 Oxidacion de Bioetanol 7im2Documento4 páginasPractica 2 Oxidacion de Bioetanol 7im2Albafika De PiscisAún no hay calificaciones
- Practica de YogurthDocumento12 páginasPractica de YogurthGabriela HuazoAún no hay calificaciones
- Dif. MemDocumento5 páginasDif. MemJavier AnguianoAún no hay calificaciones
- Contenido de Nitrógeno Total y Determinación de Sal en QuesosDocumento26 páginasContenido de Nitrógeno Total y Determinación de Sal en QuesosRichard MelgarejoAún no hay calificaciones
- Cambios Bioquimicos Durante La Maduracion Del QuesoDocumento6 páginasCambios Bioquimicos Durante La Maduracion Del QuesoHoldair AndradeAún no hay calificaciones
- Quesos Viri PracticaDocumento13 páginasQuesos Viri PracticaTann MoralesAún no hay calificaciones
- P8 Mermelada Ok Ok OkDocumento45 páginasP8 Mermelada Ok Ok OkOz HdzAún no hay calificaciones
- Aislamiento microorganismos industrialesDocumento6 páginasAislamiento microorganismos industrialesFernandoVTAún no hay calificaciones
- QuesoDocumento10 páginasQuesoAnonymous jsfOEzO1JqAún no hay calificaciones
- Determinación factores espectrofotometría IPNDocumento10 páginasDeterminación factores espectrofotometría IPNManu Rodriguez GonzalezAún no hay calificaciones
- Cambios Bioquímicos Durante La Maduración Del QuesoDocumento6 páginasCambios Bioquímicos Durante La Maduración Del QuesoRafael Ochoa0% (1)
- Cromatografia Por AdsorcionDocumento3 páginasCromatografia Por AdsorcionLi ClementeAún no hay calificaciones
- Reporte Fed-BatchDocumento12 páginasReporte Fed-Batchalejandro dcdcAún no hay calificaciones
- Reporte de Práctica de "Reacción en Cadena de La Polimerasa (PCR) " Genética MicrobianaDocumento5 páginasReporte de Práctica de "Reacción en Cadena de La Polimerasa (PCR) " Genética MicrobianaRicardoAún no hay calificaciones
- Evaluación de Calidad de SalchichasDocumento9 páginasEvaluación de Calidad de SalchichasRaul BasilioAún no hay calificaciones
- Practica. Purifificacion Parcial de Lisozima de Clara de HuevoDocumento16 páginasPractica. Purifificacion Parcial de Lisozima de Clara de HuevoReymundo Segura100% (1)
- Evaluación de Productos Enlatados 2Documento8 páginasEvaluación de Productos Enlatados 2Pedro Daniel Benhumea MoralesAún no hay calificaciones
- Reacciones enzimáticas de óxido-reducción de LDHDocumento2 páginasReacciones enzimáticas de óxido-reducción de LDHENriqueAún no hay calificaciones
- Vdocuments - MX Practica 3 Determinacion de Actividad de Succinato Deshidrogenasa de EscherichiaDocumento6 páginasVdocuments - MX Practica 3 Determinacion de Actividad de Succinato Deshidrogenasa de EscherichiaangelAún no hay calificaciones
- Practica de FermentaciónDocumento6 páginasPractica de FermentaciónVickyCervantesAún no hay calificaciones
- Practica 6MICRODocumento6 páginasPractica 6MICROManuel SalinasAún no hay calificaciones
- Practica 3 Succinato DeshidrogenasaDocumento9 páginasPractica 3 Succinato DeshidrogenasaReiina GarciiaAún no hay calificaciones
- Cambios bioquímicos en queso Camembert durante maduraciónDocumento6 páginasCambios bioquímicos en queso Camembert durante maduraciónCrosszeriaAún no hay calificaciones
- Prac 1 Tp-IncDocumento4 páginasPrac 1 Tp-IncxitlaAún no hay calificaciones
- Equipo 4Documento14 páginasEquipo 4Maria Isabel Ambriz MexicanoAún no hay calificaciones
- Práctica 1 - Transporte de Glucosa en Levaduras Seccion 2Documento38 páginasPráctica 1 - Transporte de Glucosa en Levaduras Seccion 2Tania Karen Rodriguez GarciaAún no hay calificaciones
- Determinación del peso molecular de una proteína mediante cromatografía por exclusión molecularDocumento8 páginasDeterminación del peso molecular de una proteína mediante cromatografía por exclusión molecularFernandoVTAún no hay calificaciones
- Seminario Equipo 4Documento35 páginasSeminario Equipo 4Castillo Nájera SamanthaAún no hay calificaciones
- Reporte Fed Batch Parte Ben-Zai-ErickDocumento29 páginasReporte Fed Batch Parte Ben-Zai-ErickBenjamín LunaAún no hay calificaciones
- Succinato DH 1432Documento7 páginasSuccinato DH 1432AlejandraSánchezAún no hay calificaciones
- 6 Práctica LisozimaDocumento5 páginas6 Práctica LisozimalinaAún no hay calificaciones
- Equipo 3 DIFUSIVIDAD EN GASESDocumento4 páginasEquipo 3 DIFUSIVIDAD EN GASESJesus HernandezAún no hay calificaciones
- Separación de proteínas en gel de poliacrilamidaDocumento5 páginasSeparación de proteínas en gel de poliacrilamidateocraciachilzizAún no hay calificaciones
- Balance de fermentación en el IPNDocumento5 páginasBalance de fermentación en el IPNJacqueline MarianaAún no hay calificaciones
- Practica 2 Balance de Fermentacion BuenaDocumento7 páginasPractica 2 Balance de Fermentacion Buenadanieli123Aún no hay calificaciones
- Discusión Halofílicos AmilolíticosDocumento14 páginasDiscusión Halofílicos AmilolíticosOz HdzAún no hay calificaciones
- Práctica 1 FenómenosDocumento8 páginasPráctica 1 FenómenosMonserrat Enamorada VargasAún no hay calificaciones
- Glucosidos CianogenicosDocumento4 páginasGlucosidos CianogenicosT PerezAún no hay calificaciones
- Inversión continua de sacarosa en un reactor enzimático de lecho fijoDocumento44 páginasInversión continua de sacarosa en un reactor enzimático de lecho fijoOz HdzAún no hay calificaciones
- FluorométroDocumento4 páginasFluorométroMinerva Resendiz BalladoAún no hay calificaciones
- Reporte de Bomba de CalorDocumento10 páginasReporte de Bomba de CalorAxel jair Garcia sanchezAún no hay calificaciones
- P1. IntercambiadoresDocumento5 páginasP1. IntercambiadoresTann MoralesAún no hay calificaciones
- Balance de Masa en Un ReactorDocumento9 páginasBalance de Masa en Un ReactorKenia VilchisAún no hay calificaciones
- Estudio de Algunos Factores Que Afectan El Establecimiento de Un Método EspectrofotométricoDocumento7 páginasEstudio de Algunos Factores Que Afectan El Establecimiento de Un Método EspectrofotométricoTuistwer GoparAún no hay calificaciones
- Azul de Metileno y FlouresceinaDocumento8 páginasAzul de Metileno y FlouresceinaMoniqa DiiazAún no hay calificaciones
- Cromatografía de adsorción de azul de metileno y fluoresceínaDocumento6 páginasCromatografía de adsorción de azul de metileno y fluoresceínagusAún no hay calificaciones
- Modelos CineticosDocumento7 páginasModelos CineticosElCaballero ModestoAún no hay calificaciones
- R.Separación de Azul de Metileno y FluoresceínaDocumento8 páginasR.Separación de Azul de Metileno y FluoresceínaJovannii G. BernabeAún no hay calificaciones
- Curva TipoDocumento2 páginasCurva TipoAbraxas ValenciaAún no hay calificaciones
- Factores Que Afectan La FluorecenciaDocumento3 páginasFactores Que Afectan La FluorecenciaSharon Conde CondoriAún no hay calificaciones
- Determinacion de Proteinas Por El Metodo de Lowry Y BradfordDocumento3 páginasDeterminacion de Proteinas Por El Metodo de Lowry Y BradfordMiriam N. Rivera Pinedo0% (3)
- Seleccion Secundaria de Levaduras FinalDocumento6 páginasSeleccion Secundaria de Levaduras FinalDaniel PerezAún no hay calificaciones
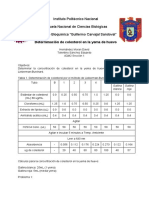
- Determinación de Colesterol en La Yema de HuevoDocumento3 páginasDeterminación de Colesterol en La Yema de HuevoNataliaAún no hay calificaciones
- REACCIONES ENZIMÁTICAS DE OXIDO-REDUCCIÓNDocumento1 páginaREACCIONES ENZIMÁTICAS DE OXIDO-REDUCCIÓNMoises Hernandes100% (1)
- Práctica 1 Hidrodinámica de Reactores Airlift-LoopDocumento8 páginasPráctica 1 Hidrodinámica de Reactores Airlift-LoopGABEEBBAún no hay calificaciones
- Curva Tipo de Azúcares ReductoresDocumento2 páginasCurva Tipo de Azúcares ReductoresMar Dz HAún no hay calificaciones
- Resume NDocumento5 páginasResume NJordan Josue TorresAún no hay calificaciones
- Cuestionario Practica No.1 Seccion 1 5qm2Documento43 páginasCuestionario Practica No.1 Seccion 1 5qm2IvanAún no hay calificaciones
- Tarea Metabolismo 1Documento2 páginasTarea Metabolismo 1Jordan Josue Torres0% (2)
- Guia 1 de Bioingenieria 1. Primera FermentacionDocumento7 páginasGuia 1 de Bioingenieria 1. Primera FermentacionCiro HerreraAún no hay calificaciones
- HACCP Equipo 4Documento4 páginasHACCP Equipo 4Adriana RamosAún no hay calificaciones
- Acidos Nucleicos EQ6Documento8 páginasAcidos Nucleicos EQ6Adriana RamosAún no hay calificaciones
- Modelo para El Comportamiento Reológico Dinámico de Suspensiones Microbianas GranuladasDocumento9 páginasModelo para El Comportamiento Reológico Dinámico de Suspensiones Microbianas GranuladasAdriana RamosAún no hay calificaciones
- Modelo para El Comportamiento Reológico Dinámico de Suspensiones Microbianas GranuladasDocumento9 páginasModelo para El Comportamiento Reológico Dinámico de Suspensiones Microbianas GranuladasAdriana RamosAún no hay calificaciones
- Tarea Análisis AditivosDocumento10 páginasTarea Análisis AditivosAdriana RamosAún no hay calificaciones
- ReologiaDocumento14 páginasReologiaAdriana RamosAún no hay calificaciones
- Imitación pepperoni a base de hongo seta (Pleurotus ostreatusDocumento30 páginasImitación pepperoni a base de hongo seta (Pleurotus ostreatusAdriana RamosAún no hay calificaciones
- Airlift en EsDocumento8 páginasAirlift en EsAdriana RamosAún no hay calificaciones
- Caracterización del almidón de semillas de huauzontle para aplicaciones alimentariasDocumento15 páginasCaracterización del almidón de semillas de huauzontle para aplicaciones alimentariasAdriana RamosAún no hay calificaciones
- R2 KLa EQ1Documento7 páginasR2 KLa EQ1Adriana RamosAún no hay calificaciones
- Informe ReologíaDocumento27 páginasInforme ReologíaAdriana RamosAún no hay calificaciones
- Gaden TraducidoDocumento17 páginasGaden TraducidoAdriana RamosAún no hay calificaciones
- Balance de Leche de CremaDocumento4 páginasBalance de Leche de CremaAdriana RamosAún no hay calificaciones
- Aislamiento y Selección Micro IndustrialDocumento32 páginasAislamiento y Selección Micro IndustrialAdriana RamosAún no hay calificaciones
- Manual PRACTICA 1Documento12 páginasManual PRACTICA 1Adriana RamosAún no hay calificaciones
- Apuntes Parámetros BiocinéticosDocumento10 páginasApuntes Parámetros BiocinéticosAdriana RamosAún no hay calificaciones
- Equipo 5 - Práctica1 - ENADocumento20 páginasEquipo 5 - Práctica1 - ENAAdriana RamosAún no hay calificaciones
- Practica Oxidacion Biologica de Etanol Equipo 5 7IM1Documento15 páginasPractica Oxidacion Biologica de Etanol Equipo 5 7IM1Adriana RamosAún no hay calificaciones
- Envases de AlimentosDocumento10 páginasEnvases de AlimentosAdriana RamosAún no hay calificaciones
- Práctica - Deshidratación OsmóticaDocumento34 páginasPráctica - Deshidratación OsmóticaAdriana RamosAún no hay calificaciones
- Sem Mod Cinet 2.en - EsDocumento3 páginasSem Mod Cinet 2.en - EsAdriana RamosAún no hay calificaciones
- Mutación 5iv02Documento38 páginasMutación 5iv02Adriana RamosAún no hay calificaciones
- Reducción de TamañoDocumento1 páginaReducción de TamañoAdriana RamosAún no hay calificaciones
- Datos DeshidrataciónDocumento2 páginasDatos DeshidrataciónAdriana RamosAún no hay calificaciones
- Cálculos Del Tablero ADocumento8 páginasCálculos Del Tablero AAdriana RamosAún no hay calificaciones
- InflaciónDocumento2 páginasInflaciónAdriana RamosAún no hay calificaciones
- Modelos Cinéticos Eq 4Documento8 páginasModelos Cinéticos Eq 4Adriana RamosAún no hay calificaciones
- Reducción de TamañoDocumento1 páginaReducción de TamañoAdriana RamosAún no hay calificaciones
- Cálculos Del Tablero ADocumento8 páginasCálculos Del Tablero AAdriana RamosAún no hay calificaciones
- Bodega CasarenaDocumento6 páginasBodega CasarenaSergio Lopez FernandezAún no hay calificaciones
- Determinación del extracto seco en vinosDocumento26 páginasDeterminación del extracto seco en vinosJunior K. Gomez HuamaniAún no hay calificaciones
- Maridaje MalbecDocumento3 páginasMaridaje MalbecAndrea CuellarAún no hay calificaciones
- Catalogo Preventa Bourgogne Rhone Cosecha 2021Documento35 páginasCatalogo Preventa Bourgogne Rhone Cosecha 2021JesusAún no hay calificaciones
- Bayes EjerciciosDocumento9 páginasBayes Ejerciciosismael8888Aún no hay calificaciones
- Reglamento Do BierzoDocumento19 páginasReglamento Do BierzoGonzalo Enríquez OteroAún no hay calificaciones
- ALCOHOL BorradorDocumento12 páginasALCOHOL BorradorJosé RodríguezAún no hay calificaciones
- Pasos servicio alimentosDocumento6 páginasPasos servicio alimentosJhoana Elena Restrepo VanegasAún no hay calificaciones
- Tarea 2Documento14 páginasTarea 2Emmanuel Reyes EpigmenioAún no hay calificaciones
- Ácido TartáricoDocumento18 páginasÁcido TartáricoKelsy NolascoAún no hay calificaciones
- La Apicultura en La Hispania Romana. Pro PDFDocumento27 páginasLa Apicultura en La Hispania Romana. Pro PDFlosplanetasAún no hay calificaciones
- Plan de Producción Teoria y Caso PrácticoDocumento7 páginasPlan de Producción Teoria y Caso PrácticojupemeroAún no hay calificaciones
- Bebidas Fermentadas1.1Documento5 páginasBebidas Fermentadas1.1FREDDY JESUS MU�ANTE ORME�OAún no hay calificaciones
- cartaVINOS - EN LA PARRADocumento62 páginascartaVINOS - EN LA PARRAKatie SalisburyAún no hay calificaciones
- Informe Vino de Fruta ChinaDocumento2 páginasInforme Vino de Fruta ChinaCami MarquezAún no hay calificaciones
- Platos Tipicos de IcaDocumento5 páginasPlatos Tipicos de IcaEvelyn Gianina Quijandria RamosAún no hay calificaciones
- Collins, Mabel - Por Las Puertas de OroDocumento53 páginasCollins, Mabel - Por Las Puertas de OroMAIKHOL4Aún no hay calificaciones
- Volvamos A Casarnos 1 - 33Documento79 páginasVolvamos A Casarnos 1 - 33Bere CAst71% (7)
- Economías regionales argentinasDocumento3 páginasEconomías regionales argentinasSin NombreAún no hay calificaciones
- Animacion de Fiestas InfantilesDocumento28 páginasAnimacion de Fiestas InfantilesJesus Alberto SerranoAún no hay calificaciones
- 10 Ejemplos de FermentaciónDocumento4 páginas10 Ejemplos de Fermentaciónmodulo profesionalAún no hay calificaciones
- Parametros de ColorDocumento5 páginasParametros de Coloranmocu100% (1)
- Bienvenidos/Welcome: Concept SPA BARDocumento28 páginasBienvenidos/Welcome: Concept SPA BARLuis Abel HuarachiAún no hay calificaciones
- Quesos de Europa: una guía definitivaDocumento94 páginasQuesos de Europa: una guía definitivaLEONARDO MOLINAAún no hay calificaciones
- Sweet Treats 1Documento39 páginasSweet Treats 1Joshua Pérez100% (1)
- Practica 6Documento2 páginasPractica 6david rodriguez alonsoAún no hay calificaciones
- 08-15 - InrockuptiblesDocumento100 páginas08-15 - InrockuptiblesRoberto Sáez Ojeda100% (2)
- Macro EntornoDocumento2 páginasMacro EntornoNicolas SilvaAún no hay calificaciones
- Reglamento Sobre La Venta y Consumo de Bebidas Alcoholicas en El Municipio de CozumelDocumento12 páginasReglamento Sobre La Venta y Consumo de Bebidas Alcoholicas en El Municipio de CozumelPaco DiazAún no hay calificaciones
- Vino de ArandanoDocumento67 páginasVino de Arandanochechenko830% (1)