También podría gustarte
- 02 CascadaDocumento12 páginas02 CascadaRodolfo BetanzosAún no hay calificaciones
- Esquemas de ControlDocumento32 páginasEsquemas de ControlBradleyMc100% (6)
- Control CascadaDocumento20 páginasControl CascadaGerardo VelopAún no hay calificaciones
- Control IndustrialDocumento20 páginasControl Industrialdeibel navarroAún no hay calificaciones
- Control CascadaDocumento16 páginasControl CascadaFerrito77100% (3)
- 1 Control CascadaDocumento35 páginas1 Control CascadaRonny AuccapiñaAún no hay calificaciones
- 4.2. Control en Cascada (Cascade Control)Documento4 páginas4.2. Control en Cascada (Cascade Control)Elsa RodriguezAún no hay calificaciones
- Control en CascadaDocumento7 páginasControl en CascadaC Raziel Fdz OAún no hay calificaciones
- Control en CascadaDocumento16 páginasControl en CascadaEdgar HuancaAún no hay calificaciones
- Estructuras de ControlDocumento17 páginasEstructuras de ControlJonatan PerezAún no hay calificaciones
- Estrategias de ControlDocumento9 páginasEstrategias de ControlAnthony Marcelo Perez LacherreAún no hay calificaciones
- Esquema de Control en CascadaDocumento4 páginasEsquema de Control en CascadaJulio Martín CaleroAún no hay calificaciones
- Texto 4Documento16 páginasTexto 4diego valdiviaAún no hay calificaciones
- Ejercicios Resueltos 3er ParcialDocumento3 páginasEjercicios Resueltos 3er ParcialEdwin Santiago Villegas AuquesAún no hay calificaciones
- Ejemplo de Un Control en CascadaDocumento5 páginasEjemplo de Un Control en CascadaJuan perezAún no hay calificaciones
- TareasDocumento4 páginasTareasJocelyn garcia gonzalezAún no hay calificaciones
- Otros-Esquemas-De-ControlDocumento11 páginasOtros-Esquemas-De-ControlThomas Urueña HerreraAún no hay calificaciones
- Diseño de Estructuras de Control Complejas-Antonio FloresDocumento8 páginasDiseño de Estructuras de Control Complejas-Antonio Floresjricardo019763535Aún no hay calificaciones
- Estrategias de ControlDocumento7 páginasEstrategias de ControlFranklin MendozaAún no hay calificaciones
- Capitulos Instru PDFDocumento66 páginasCapitulos Instru PDFGrecia ObandoAún no hay calificaciones
- Sistemas de Control de ProcesosDocumento5 páginasSistemas de Control de ProcesosJonatanAún no hay calificaciones
- Estrategia de Control PDFDocumento14 páginasEstrategia de Control PDFArturo TapiaAún no hay calificaciones
- Sem 10Documento4 páginasSem 10Nadia SalviniAún no hay calificaciones
- Cascada y Avanaccion ActualizDocumento24 páginasCascada y Avanaccion ActualizHector BarchukAún no hay calificaciones
- APUNTES Control de ProcesosDocumento67 páginasAPUNTES Control de ProcesosLuis Enrique Valencia100% (1)
- CAP 05 Estrategias de Control ClasicoDocumento12 páginasCAP 05 Estrategias de Control Clasicopopo_jajaAún no hay calificaciones
- Cascade ControlDocumento18 páginasCascade ControlJulianGomezRojasAún no hay calificaciones
- Resumen Nº1 - Control en Cascada.Documento8 páginasResumen Nº1 - Control en Cascada.Cesar Marino Basurto ContrerasAún no hay calificaciones
- Problema Resuelto Control de ProcesosDocumento10 páginasProblema Resuelto Control de ProcesosYeraldyn ZayaAún no hay calificaciones
- Estructuras de ControlDocumento47 páginasEstructuras de ControlMaría DesiderioAún no hay calificaciones
- Control CascadaDocumento8 páginasControl CascadaHugo LópezAún no hay calificaciones
- Otros Esquemas de Control (Montbrun y Sánchez)Documento17 páginasOtros Esquemas de Control (Montbrun y Sánchez)luisAún no hay calificaciones
- Jorge Cap 1 y 2Documento25 páginasJorge Cap 1 y 2Jatzi HernándezAún no hay calificaciones
- Sistemas de Control Más ElaboradosDocumento15 páginasSistemas de Control Más Elaboradosjricardo019763535Aún no hay calificaciones
- Tema2.1 - Introduccion Al Diseño de Sistemas de ControlDocumento47 páginasTema2.1 - Introduccion Al Diseño de Sistemas de ControlJuan Carlos Leon Martinez100% (1)
- Control en Cascada de Reactores Continuos Rtca Exotermicos Con Reaccion Exotermica de Primer Orden ADocumento9 páginasControl en Cascada de Reactores Continuos Rtca Exotermicos Con Reaccion Exotermica de Primer Orden AMagalíFlorenciaAún no hay calificaciones
- Ut8. - Esquemas de Control Avanzado - AlumnosDocumento37 páginasUt8. - Esquemas de Control Avanzado - AlumnosJosé Peña CarrascoAún no hay calificaciones
- Control de Temperatura en Un Intercambiador de Calor 1Documento19 páginasControl de Temperatura en Un Intercambiador de Calor 1Jose Enrique Leal100% (1)
- Parcial CSTRDocumento23 páginasParcial CSTRSteven SalgadoAún no hay calificaciones
- 01 - Rango DivididoDocumento6 páginas01 - Rango DivididoRodolfo BetanzosAún no hay calificaciones
- Laboratorio 5 Control IIDocumento5 páginasLaboratorio 5 Control IIMisato KinomotoAún no hay calificaciones
- Practica 3 Simulacion Control en Cascada 21Documento8 páginasPractica 3 Simulacion Control en Cascada 21Yon LopezAún no hay calificaciones
- Sistema de Control 3Documento6 páginasSistema de Control 3Anonymous FZ3DHLLcAún no hay calificaciones
- Esquemas de ControlDocumento19 páginasEsquemas de ControlRuben Rafael Blanco RodriguezAún no hay calificaciones
- Cascada y Avanacción Power PDocumento34 páginasCascada y Avanacción Power PGon Negro AlfredAún no hay calificaciones
- Problemas - Tema 5 - 8Documento14 páginasProblemas - Tema 5 - 8glabarreraAún no hay calificaciones
- Lab InstrumentacionDocumento43 páginasLab InstrumentacionKuroker VurtneAún no hay calificaciones
- Proyecto Control 1° CorteDocumento19 páginasProyecto Control 1° CorteOmar Yesid TorresAún no hay calificaciones
- Práctica1 ProcesosDocumento24 páginasPráctica1 ProcesosrambetsAún no hay calificaciones
- Control ProporcionalDocumento10 páginasControl ProporcionalKike DersúAún no hay calificaciones
- Ejercicios 2do Taller de Control de Procesos FinalDocumento8 páginasEjercicios 2do Taller de Control de Procesos FinalJuan Carlos Montes CalaAún no hay calificaciones
- Descargar Primer Capitulo Simulacion y Control Procesos Por OrdenadorDocumento9 páginasDescargar Primer Capitulo Simulacion y Control Procesos Por Ordenadoralexander arandaAún no hay calificaciones
- Sistema de Control para Intercambiadores de CalorDocumento16 páginasSistema de Control para Intercambiadores de Caloroscarali16Aún no hay calificaciones
- Problemas PDFDocumento67 páginasProblemas PDFHenry ArenasAún no hay calificaciones
- "Icp CL 03 Sy Ac 22Documento33 páginas"Icp CL 03 Sy Ac 22Angela BustamanteAún no hay calificaciones
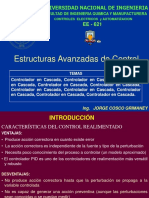
- 05 Estructuras Avanzadas de Control 02Documento66 páginas05 Estructuras Avanzadas de Control 02Victor Hugo Lindarte VegaAún no hay calificaciones
- Manual de instrumentación para aire acondicionado: Del termostato a los sistemas de control y gestión de edificios (BMS)De EverandManual de instrumentación para aire acondicionado: Del termostato a los sistemas de control y gestión de edificios (BMS)Calificación: 2 de 5 estrellas2/5 (1)
- UF1026 - Caracterización de procesos e instalaciones frigoríficasDe EverandUF1026 - Caracterización de procesos e instalaciones frigoríficasCalificación: 4 de 5 estrellas4/5 (1)
- PS-1316 Tarea 1Documento1 páginaPS-1316 Tarea 1Andrea Ramírez ArenareAún no hay calificaciones
- PS-1316 Tema 4.5 - Problemas de ControladoresDocumento14 páginasPS-1316 Tema 4.5 - Problemas de ControladoresAndrea Ramírez ArenareAún no hay calificaciones
- PS-1316 Tema 4.3 - Esquemas de Control 1Documento4 páginasPS-1316 Tema 4.3 - Esquemas de Control 1Iván Ivanov100% (1)
- PS-1316 Tema 4.3 - Esquemas de Control 2Documento7 páginasPS-1316 Tema 4.3 - Esquemas de Control 2Andrea Ramírez ArenareAún no hay calificaciones
- PS-1316 Sistema Ajustable - EjemploDocumento1 páginaPS-1316 Sistema Ajustable - EjemploAndrea Ramírez ArenareAún no hay calificaciones
- PS 1316 Sistema Ajustable EjemploDocumento1 páginaPS 1316 Sistema Ajustable EjemploAndrea Ramírez ArenareAún no hay calificaciones
- Efectos Parametros - Sistemas 1er OrdenDocumento2 páginasEfectos Parametros - Sistemas 1er OrdenAndrea Ramírez ArenareAún no hay calificaciones
- PS-1316 Problema de ControlDocumento1 páginaPS-1316 Problema de ControlAndrea Ramírez ArenareAún no hay calificaciones
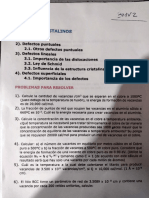
- PS-1316 Problemas Resueltos PDFDocumento9 páginasPS-1316 Problemas Resueltos PDFOrlando AlvarezAún no hay calificaciones
- Ejercicios - Diseño de ControladoresDocumento5 páginasEjercicios - Diseño de ControladoresAndrea Ramírez ArenareAún no hay calificaciones
- PS-1316 Ejemplos para AnálisisDocumento5 páginasPS-1316 Ejemplos para AnálisisAndrea Ramírez ArenareAún no hay calificaciones
- La Larga Huida Del Infierno Marilyn MansonDocumento127 páginasLa Larga Huida Del Infierno Marilyn MansonFernanda Noelia Martinez Poveda100% (3)
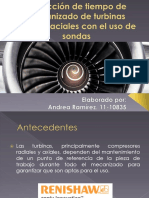
- Reducción de Tiempo de Mecanizado de Turbinas AeroespacialesDocumento19 páginasReducción de Tiempo de Mecanizado de Turbinas AeroespacialesAndrea Ramírez ArenareAún no hay calificaciones
- Ejercicios - Diseño de ControladoresDocumento5 páginasEjercicios - Diseño de ControladoresAndrea Ramírez ArenareAún no hay calificaciones
- El Árbol CuentoDocumento3 páginasEl Árbol CuentoGustavo Rivera CajbónAún no hay calificaciones
- Clase 07 ECDR MC 4132 2019 PDFDocumento44 páginasClase 07 ECDR MC 4132 2019 PDFAndrea Ramírez ArenareAún no hay calificaciones
- Reducción de Tiempo de Mecanizado de Turbinas AeroespacialesDocumento19 páginasReducción de Tiempo de Mecanizado de Turbinas AeroespacialesAndrea Ramírez ArenareAún no hay calificaciones
- Guia de Estudio P1Documento1 páginaGuia de Estudio P1Andrea Ramírez ArenareAún no hay calificaciones
- Inst. de Confort y Circ. ElectromecánicasDocumento19 páginasInst. de Confort y Circ. ElectromecánicasWendy Karol Caballero VelaAún no hay calificaciones
- Introducción A Los Sistemas Pasivos de EnfriamientoDocumento21 páginasIntroducción A Los Sistemas Pasivos de EnfriamientoCarlos Cardenas60% (5)
- Informe 2 Huaman IrazabalDocumento16 páginasInforme 2 Huaman IrazabalMiyagui Ñaccha CastañedaAún no hay calificaciones
- Proceso de Cocción de HuevosDocumento1 páginaProceso de Cocción de Huevosruben ciansolarAún no hay calificaciones
- Instalacion de Forraje Verde HidroponicoDocumento18 páginasInstalacion de Forraje Verde Hidroponicojhoscarcito cardenasAún no hay calificaciones
- Guia Ciencias 2Documento3 páginasGuia Ciencias 2Netzahualcoyotl SantamariaAún no hay calificaciones
- Presentación de Transferencia de CalorDocumento9 páginasPresentación de Transferencia de CalorLitzy IslasAún no hay calificaciones
- 3288 - EL-MC-007 RB Cálculo de Conductor de BarraDocumento30 páginas3288 - EL-MC-007 RB Cálculo de Conductor de BarradavidrhgAún no hay calificaciones
- Informe de TemperaturaDocumento13 páginasInforme de TemperaturaKarlos QuiquiaAún no hay calificaciones
- Metros Digitales Laser Dlr130k Bosch Manual EspanolDocumento14 páginasMetros Digitales Laser Dlr130k Bosch Manual EspanolvhvargasrodAún no hay calificaciones
- Taller 2 de Transferencia de CalorDocumento4 páginasTaller 2 de Transferencia de CalorANUBIS MUSICAún no hay calificaciones
- Ficha Proyecto 3 Semana 1 BguDocumento3 páginasFicha Proyecto 3 Semana 1 BguMafer GilerAún no hay calificaciones
- Taller Unidad 4Documento3 páginasTaller Unidad 4bbravo1646Aún no hay calificaciones
- Catalogo Radiadores 2014 2Documento156 páginasCatalogo Radiadores 2014 2AlanAún no hay calificaciones
- Camara Termica FLIR KXDocumento6 páginasCamara Termica FLIR KXHIDRANTE COLUMNA SECAAún no hay calificaciones
- Turbologias Vol1Documento4 páginasTurbologias Vol1Nelson GarvizuAún no hay calificaciones
- BORRADOR ING.81.III.20.DRP TECNOGLASS BAQ (Suministro Equipos A.A)Documento3 páginasBORRADOR ING.81.III.20.DRP TECNOGLASS BAQ (Suministro Equipos A.A)Daniel RugeAún no hay calificaciones
- Importancia Subenfriamiento LiquidoDocumento5 páginasImportancia Subenfriamiento Liquidoalvarocantario100% (2)
- DBA FisicaDocumento10 páginasDBA FisicaArdila AlexAún no hay calificaciones
- Propiedades Del Agua CalienteDocumento2 páginasPropiedades Del Agua CalienteSebastiánMadrigalAún no hay calificaciones
- Sujeto BiologicoDocumento7 páginasSujeto BiologicoChavely SolAún no hay calificaciones
- Guía de Orientación Grado 9.º: Ciencias Naturales y Educación AmbientalDocumento66 páginasGuía de Orientación Grado 9.º: Ciencias Naturales y Educación AmbientalJose PerezAún no hay calificaciones
- Metodo General y BallDocumento15 páginasMetodo General y BallJean Carlos Arias SaldañaAún no hay calificaciones
- Tuberías HDPEDocumento57 páginasTuberías HDPEĚ͈̞̟͎̪̘̠̱͎͔̰͗̈́̆̔͒̆́̑̚l͍̥̪͓͚̜̞̜͕̝͔̇́͂̑̇̒́̍́̃͒̑̍̋ͅŏ͓̞̝̟͕̪͍̰͍̘͈̱̦̾̆̔͊́̅͐y̝͓̭͓͖͓̦͖̜̩̬̟̝̩̗̏͗̊̉͊͌̔̋̈ Ě͈̞̟͎̪̘̠̱͎͔̰͗̈́̆̔͒̆́̑̚l͍̥̪͓͚̜̞̜͕̝͔̇́͂̑̇̒́̍́̃͒̑̍̋ͅŏ͓̞̝̟͕̪͍̰͍̘͈̱̦̾̆̔͊́̅͐y̝͓̭͓͖͓̦͖̜̩̬̟̝̩̗̏͗̊̉͊͌̔̋̈Aún no hay calificaciones
- Yasig-Y Wilson G Informe 3Documento4 páginasYasig-Y Wilson G Informe 3Santos Wilson YasigAún no hay calificaciones
- Horno de Galletas Industrial.Documento17 páginasHorno de Galletas Industrial.Laura Marcela Mira UribeAún no hay calificaciones
- Leyes de RadiacionDocumento5 páginasLeyes de RadiacionBrian GaleanaAún no hay calificaciones
- Cambios Que Experimenta La MateriaDocumento13 páginasCambios Que Experimenta La MateriaalsaapaAún no hay calificaciones
- Cartilla Teorico-Practica Nº1Documento14 páginasCartilla Teorico-Practica Nº1NicoleAún no hay calificaciones