También podría gustarte
- Implementación de Auditorías de Proceso en Capas (LPA) en ProveedoresDocumento67 páginasImplementación de Auditorías de Proceso en Capas (LPA) en ProveedoresErik Hawk Mullen100% (3)
- IATF 16949 - 2da. Español PDFDocumento164 páginasIATF 16949 - 2da. Español PDFIsraelAún no hay calificaciones
- 5a - IATF Rules 5th Edition - Spanish (SE)Documento70 páginas5a - IATF Rules 5th Edition - Spanish (SE)Alfonso LopezAún no hay calificaciones
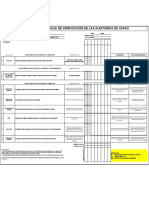
- Layered Process Audit Checklist: Y M ON TH LY QU AR TE RL YDocumento27 páginasLayered Process Audit Checklist: Y M ON TH LY QU AR TE RL YJoan Flores100% (2)
- Curso Ppap 4 Edic (Quality)Documento76 páginasCurso Ppap 4 Edic (Quality)JUAN REYES100% (1)
- Fo Ira Lsa+AuditDocumento28 páginasFo Ira Lsa+AuditLeticia RangelAún no hay calificaciones
- Biqs 2015Documento115 páginasBiqs 2015JOSE PEDRO GUTIERREZ100% (1)
- Auditorías de Procesos IATF 16949-2016Documento4 páginasAuditorías de Procesos IATF 16949-2016Ale NúñezAún no hay calificaciones
- Auditorías Por CapasDocumento6 páginasAuditorías Por Capasandres saenzAún no hay calificaciones
- QpMz34qC3057aGN - Manual Del ParticipanteDocumento55 páginasQpMz34qC3057aGN - Manual Del ParticipanteDalila Garcia100% (1)
- Auditoria Por CapasDocumento61 páginasAuditoria Por Capasliliana robles100% (4)
- Lista de Documentos para Iso 9001Documento3 páginasLista de Documentos para Iso 9001Leidy Yaya OrtizAún no hay calificaciones
- Check List AuditoriaDocumento3 páginasCheck List AuditoriaJulio CamelAún no hay calificaciones
- Auditoría Top 10 IATF 16949Documento8 páginasAuditoría Top 10 IATF 16949david ramirez100% (1)
- Auditoria Por CapasDocumento3 páginasAuditoria Por CapasAlejandro Tepox Azuara100% (1)
- 20) Safe Launch Plan and Product Characteristic Matrix Rev 3.0Documento14 páginas20) Safe Launch Plan and Product Characteristic Matrix Rev 3.0Dipol Automotive100% (1)
- 07 - Reducción de Riesgo PDFDocumento53 páginas07 - Reducción de Riesgo PDFlmartinez1010Aún no hay calificaciones
- Checklist LPAsDocumento2 páginasChecklist LPAsJacobo Isaac Gonzalez VazquezAún no hay calificaciones
- CQI 8 Rev02 - GMRDocumento118 páginasCQI 8 Rev02 - GMRcharssx100% (5)
- Checklist Iso 9001 2015Documento38 páginasChecklist Iso 9001 2015supermarco74473590% (21)
- Formel Q Capacidad de Calidad Anexo 2018 PDFDocumento10 páginasFormel Q Capacidad de Calidad Anexo 2018 PDFjuanegaraAún no hay calificaciones
- LPA Ford Grupo 1 - Nov. 24, 2011Documento3 páginasLPA Ford Grupo 1 - Nov. 24, 2011Armando Flores MorenoAún no hay calificaciones
- LPA Ford Grupo 6 - Nov. 24, 2011Documento3 páginasLPA Ford Grupo 6 - Nov. 24, 2011Armando Flores MorenoAún no hay calificaciones
- LPA-CHECKLIST-FUSIÓNDocumento1 páginaLPA-CHECKLIST-FUSIÓNEd Ith100% (1)
- CQI-8 Auditorias Procesos Niveles LPA ́SDocumento1 páginaCQI-8 Auditorias Procesos Niveles LPA ́SalejandroAún no hay calificaciones
- CQI-12 Special Process: Coating System Assessment VersionDocumento1 páginaCQI-12 Special Process: Coating System Assessment VersionNatalia Gutierrez0% (1)
- Chek List Aidotoria LPADocumento3 páginasChek List Aidotoria LPALucina Saldivar Rios100% (1)
- Auditorías internas clave para la mejora continuaDocumento61 páginasAuditorías internas clave para la mejora continuajesusmemAún no hay calificaciones
- Formato LPA Ensamble Rev. 10Documento1 páginaFormato LPA Ensamble Rev. 10Alfonzo Paredes100% (1)
- Bienvenidos al curso AMEF en reversaDocumento17 páginasBienvenidos al curso AMEF en reversapituka01100% (1)
- Fast ResponseDocumento11 páginasFast ResponseCarlos Aguilar100% (1)
- Iso 14001Documento68 páginasIso 14001PedroAún no hay calificaciones
- Pfmea Aiag Vda - FormularioDocumento1 páginaPfmea Aiag Vda - FormularioLuis Alejandro0% (1)
- Diagramas de Tortuga 31027 109Documento72 páginasDiagramas de Tortuga 31027 109jose guadlupe ricoAún no hay calificaciones
- Auditoria en Capas 1-3Documento3 páginasAuditoria en Capas 1-3GerriAún no hay calificaciones
- Curso PPAPDocumento60 páginasCurso PPAPElizabeth AlbinedaAún no hay calificaciones
- Lpas Rigth Template-1Documento11 páginasLpas Rigth Template-1manuelAún no hay calificaciones
- PCA-07 Auditorias Internas Rev.8Documento7 páginasPCA-07 Auditorias Internas Rev.8Lazaro FrancoAún no hay calificaciones
- Iatf 16949Documento17 páginasIatf 16949BRANDON ALEJANDRO CONSTANTE CASASAún no hay calificaciones
- Checklist Amefs ProcesosDocumento1 páginaChecklist Amefs ProcesosgabrielaAún no hay calificaciones
- LPA Ford Grupo 7 - Nov. 24, 2011Documento3 páginasLPA Ford Grupo 7 - Nov. 24, 2011Armando Flores MorenoAún no hay calificaciones
- LPA Ford Grupo 7 - Nov. 24, 2011Documento3 páginasLPA Ford Grupo 7 - Nov. 24, 2011Armando Flores MorenoAún no hay calificaciones
- LPA Ford Grupo 7 - Nov. 24, 2011Documento3 páginasLPA Ford Grupo 7 - Nov. 24, 2011Armando Flores MorenoAún no hay calificaciones
- Lpa CompletoDocumento67 páginasLpa Completoluigi sanchezAún no hay calificaciones
- MSA-Webinar Feb 2022Documento27 páginasMSA-Webinar Feb 2022Marisol RubioAún no hay calificaciones
- Temario CQI-23Documento2 páginasTemario CQI-23fbernal65100% (1)
- Checklists AIAG - APQPDocumento37 páginasChecklists AIAG - APQPAlanAún no hay calificaciones
- Evaluación Del Desempeño de Proveedores PDFDocumento51 páginasEvaluación Del Desempeño de Proveedores PDFalysanacAún no hay calificaciones
- Examen2 APQP AMEF MSA SPC PPAP - 2009 PDFDocumento3 páginasExamen2 APQP AMEF MSA SPC PPAP - 2009 PDFGPAlonso1969Aún no hay calificaciones
- Sindromes en Pediatría.Documento47 páginasSindromes en Pediatría.Loriflori50% (2)
- Manual Del Participante Auditoria de ProductoDocumento22 páginasManual Del Participante Auditoria de ProductoquiquecaceresAún no hay calificaciones
- ANPQP. Alliance New Product Quality ProcedureDocumento1 páginaANPQP. Alliance New Product Quality Procedurejodsanchezsa0% (1)
- Abejas - Maurice Maeterlinck PDFDocumento178 páginasAbejas - Maurice Maeterlinck PDFAlejandro FuenzalidaAún no hay calificaciones
- ISO 5555: Muestreo de aceites y grasasDocumento67 páginasISO 5555: Muestreo de aceites y grasasArmando Flores MorenoAún no hay calificaciones
- Ppap AmefDocumento41 páginasPpap AmefFlor Erika Mendez Cruz100% (1)
- Fibras y Microfibras para Concreto y MorterosDocumento33 páginasFibras y Microfibras para Concreto y MorterosYudy CastroAún no hay calificaciones
- Elementos Basicos Proyectos de InversionDocumento10 páginasElementos Basicos Proyectos de InversionMi Lajos QueridoAún no hay calificaciones
- Procedimiento Escrito Trabajo Seguro - Uso de Tecle Electromecánico y ManiobrasDocumento13 páginasProcedimiento Escrito Trabajo Seguro - Uso de Tecle Electromecánico y ManiobrasJennCamposAún no hay calificaciones
- Menu Auditoria DatosDocumento245 páginasMenu Auditoria DatosJuan Carlos Murillo LarrotaAún no hay calificaciones
- Procesos Documentados Segun Iatf 16949Documento2 páginasProcesos Documentados Segun Iatf 16949Javier MoralesAún no hay calificaciones
- Documentos Mandatorios A Resuelto2Documento8 páginasDocumentos Mandatorios A Resuelto2LilianaAún no hay calificaciones
- Formación de Auditores de Proceso VDA 6.3Documento5 páginasFormación de Auditores de Proceso VDA 6.3jmunizlaraAún no hay calificaciones
- Auditoria de ProductoDocumento24 páginasAuditoria de ProductoIsaac LópezAún no hay calificaciones
- Ficha Cambios Iatf 16949-2016Documento3 páginasFicha Cambios Iatf 16949-20164lexxAún no hay calificaciones
- Auditoria Por Capas Producción DiariaDocumento243 páginasAuditoria Por Capas Producción DiariaJosé María MorenoAún no hay calificaciones
- Auditor VDA6-5Documento13 páginasAuditor VDA6-5aramirezharoAún no hay calificaciones
- Flujo Cambios de 4MDocumento1 páginaFlujo Cambios de 4MEulaliaAún no hay calificaciones
- Nuevo Vda PDFDocumento5 páginasNuevo Vda PDFOropeza LizbethAún no hay calificaciones
- IATF 16949 SIs July 2021 - EsDocumento28 páginasIATF 16949 SIs July 2021 - EsSandra PintoAún no hay calificaciones
- Presentación Del Curso - SPCDocumento20 páginasPresentación Del Curso - SPCEdgar MataAún no hay calificaciones
- Implementación de la Norma CQI-8 LPA ́s en el proceso de inyección de cera perdidaDocumento190 páginasImplementación de la Norma CQI-8 LPA ́s en el proceso de inyección de cera perdidaHelel Azazel LareaAún no hay calificaciones
- Determinación Ca K y MGDocumento14 páginasDeterminación Ca K y MGArmando Flores MorenoAún no hay calificaciones
- Determinación Ca K y MGDocumento14 páginasDeterminación Ca K y MGArmando Flores MorenoAún no hay calificaciones
- UNAD Aplicacion SmedDocumento68 páginasUNAD Aplicacion SmedOscar PastranaAún no hay calificaciones
- LPA Ford Grupo 5 - Nov. 24, 2011Documento3 páginasLPA Ford Grupo 5 - Nov. 24, 2011Armando Flores MorenoAún no hay calificaciones
- Norma ISO 17020 para unidades de verificaciónDocumento16 páginasNorma ISO 17020 para unidades de verificacióncecy100% (1)
- FDocumento79 páginasFJoel JaramilloAún no hay calificaciones
- 2 Importancia Beneficio SSGDocumento7 páginas2 Importancia Beneficio SSGArmando Flores MorenoAún no hay calificaciones
- Cinco Puntos de ActitudDocumento1 páginaCinco Puntos de ActitudArmando Flores MorenoAún no hay calificaciones
- 5S Audit FormDocumento7 páginas5S Audit FormArmando Flores MorenoAún no hay calificaciones
- Iso 5725 Parte 1Documento20 páginasIso 5725 Parte 1Carlos CarranzaAún no hay calificaciones
- PARTE NOVENA - Certificación Tipo - Fabricación Productos AeronáuticosDocumento104 páginasPARTE NOVENA - Certificación Tipo - Fabricación Productos AeronáuticosArmando Flores MorenoAún no hay calificaciones
- 2 Importancia Beneficio SSGDocumento90 páginas2 Importancia Beneficio SSGDicadeh ConsultoresAún no hay calificaciones
- Hospital AriaDocumento32 páginasHospital AriaLUCIOVALLADARESAún no hay calificaciones
- PARTE NOVENA - Certificación Tipo - Fabricación Productos AeronáuticosDocumento104 páginasPARTE NOVENA - Certificación Tipo - Fabricación Productos AeronáuticosArmando Flores MorenoAún no hay calificaciones
- Benchmarking TS AsDocumento9 páginasBenchmarking TS AsArmando Flores MorenoAún no hay calificaciones
- Recopilacion de Los Indicadores de Siniestralidad Laboral en IberoamericaDocumento154 páginasRecopilacion de Los Indicadores de Siniestralidad Laboral en IberoamericaJunior Jerik Vilca YucraAún no hay calificaciones
- Msa StudiesDocumento1 páginaMsa StudiesArmando Flores MorenoAún no hay calificaciones
- PARTE NOVENA - Certificación Tipo - Fabricación Productos AeronáuticosDocumento104 páginasPARTE NOVENA - Certificación Tipo - Fabricación Productos AeronáuticosArmando Flores MorenoAún no hay calificaciones
- 028 Mia Rev5Documento6 páginas028 Mia Rev5melzevahcAún no hay calificaciones
- Ley de Aviacion Civil MexicoDocumento35 páginasLey de Aviacion Civil MexicotmaviationAún no hay calificaciones
- Preguntas A Un Arquitecto 2Documento3 páginasPreguntas A Un Arquitecto 2ludmila crippaAún no hay calificaciones
- Primer Grado Artes Visuales Secuencia 1Documento2 páginasPrimer Grado Artes Visuales Secuencia 1Irv Rbr BarragánAún no hay calificaciones
- Información completa sobre BilaxtenDocumento7 páginasInformación completa sobre BilaxtenMariano SuarezAún no hay calificaciones
- Colestasis Intrahepatica Del EmbarazoDocumento5 páginasColestasis Intrahepatica Del EmbarazoPercy Bellido SotilloAún no hay calificaciones
- El Kamasutra Gallego-CSP Proof-08!11!13Documento38 páginasEl Kamasutra Gallego-CSP Proof-08!11!13Alfonso Cordal RodriguezAún no hay calificaciones
- Que Es La Entrevista PsicológicaDocumento5 páginasQue Es La Entrevista PsicológicaMaria RestrepoAún no hay calificaciones
- COPASST: Comité de seguridad y salud laboralDocumento3 páginasCOPASST: Comité de seguridad y salud laboraljennifer guarnizoAún no hay calificaciones
- Partograma de La Oms ModificadoDocumento16 páginasPartograma de La Oms ModificadoJean RodriguezAún no hay calificaciones
- Argumento InductivoDocumento2 páginasArgumento InductivoAdrian Ojeda75% (4)
- Proyecto de HectorDocumento17 páginasProyecto de HectorHector JhbAún no hay calificaciones
- Resumen Capítulo 3 Macroeconomia en La Economia GlobalDocumento1 páginaResumen Capítulo 3 Macroeconomia en La Economia Global7gersonAún no hay calificaciones
- Kimi To Boku No Saigo No Senjo, Aruiha Sekai Ga Hajimaru Seisen - Secret Fies 1Documento180 páginasKimi To Boku No Saigo No Senjo, Aruiha Sekai Ga Hajimaru Seisen - Secret Fies 1venadielisvenadielsAún no hay calificaciones
- s13 Sec 4 Recurso Comunicacion Comprension Lectora Dia 1 2Documento3 páginass13 Sec 4 Recurso Comunicacion Comprension Lectora Dia 1 2Cristian Valencia SegundoAún no hay calificaciones
- Resumen Sach Cap 9Documento4 páginasResumen Sach Cap 9Angela Macarena Cerda GonzálezAún no hay calificaciones
- Vida Universitaria 188 UANLDocumento40 páginasVida Universitaria 188 UANLadanrocaAún no hay calificaciones
- Mi Cocina Escoffier 1 Tomo Pluton Ediciones - CompressDocumento4 páginasMi Cocina Escoffier 1 Tomo Pluton Ediciones - CompressFamilia Peñuela RodriguezAún no hay calificaciones
- Position Paper Belgica 1Documento9 páginasPosition Paper Belgica 1EMILY ANAHI VILLA ALEMÁNAún no hay calificaciones
- La Conquista Del Peru. Pizarro y Almagro PDFDocumento24 páginasLa Conquista Del Peru. Pizarro y Almagro PDFZaydi Calla100% (1)
- Instalaciones sanitarias UNAMDocumento32 páginasInstalaciones sanitarias UNAMdgodelamoraAún no hay calificaciones
- constitucion-sociedad-LEJUC 2020Documento13 páginasconstitucion-sociedad-LEJUC 2020Espinel FernandoAún no hay calificaciones
- CAS PersonasDocumento13 páginasCAS PersonasArnold Ramirez Cuadros100% (2)
- Niebla 28Documento326 páginasNiebla 28IsabellaAún no hay calificaciones
- Cuadernillo CefDocumento20 páginasCuadernillo CefKetty TerrelAún no hay calificaciones
- Curso: Mecánica de Suelos I: Caracterización de Suelos Y Relaciones GravimétricasDocumento52 páginasCurso: Mecánica de Suelos I: Caracterización de Suelos Y Relaciones GravimétricasGILBERTO BALLÓN BACAAún no hay calificaciones
- Formato Sisdena para DeportistasDocumento8 páginasFormato Sisdena para Deportistasoscar ccoriAún no hay calificaciones
- Resumen Capitulo 15 Exportacion, Importacion Eintercambio CompensadoDocumento5 páginasResumen Capitulo 15 Exportacion, Importacion Eintercambio CompensadoKarent Yurley Ibañez Parada50% (2)