También podría gustarte
- Emprendimiento EmpresarialDocumento132 páginasEmprendimiento EmpresarialJosé Manuel García Pantigozo50% (4)
- Libro de Introduccio A La Ingenieria EconomicaDocumento185 páginasLibro de Introduccio A La Ingenieria Economicajesusrondinel100% (2)
- Circuitos electrónicos con diodos semiconductoresDocumento20 páginasCircuitos electrónicos con diodos semiconductoresJairo Johan Colonia GuzmanAún no hay calificaciones
- Losas AligeradasDocumento12 páginasLosas AligeradasSanchez Santa Cruz Jhoan JamesAún no hay calificaciones
- Tratamientos finales de conservación. INAV0109De EverandTratamientos finales de conservación. INAV0109Aún no hay calificaciones
- Cómo medir el éxito estratégico con el Cuadro de Mando Integral (CMIDocumento28 páginasCómo medir el éxito estratégico con el Cuadro de Mando Integral (CMIquik07100% (1)
- Cómo medir el éxito estratégico con el Cuadro de Mando Integral (CMIDocumento28 páginasCómo medir el éxito estratégico con el Cuadro de Mando Integral (CMIquik07100% (1)
- Ford mejora la cadena de suministroDocumento3 páginasFord mejora la cadena de suministroClaudia Cárdenas0% (1)
- 10 Ejercicios - ProductividadDocumento8 páginas10 Ejercicios - ProductividadCristian Alexander100% (3)
- Guerrero TundraDocumento22 páginasGuerrero TundraFrank Persons100% (1)
- Check List Retro ExcavadoraDocumento1 páginaCheck List Retro ExcavadoraRODRIGO RIVERA QUIRILAOAún no hay calificaciones
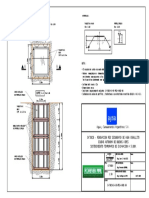
- Plano Entibado Caballito - 5,00mDocumento1 páginaPlano Entibado Caballito - 5,00mdahuallAún no hay calificaciones
- Examen 2º Parcial 2009 - Resuelto IIDocumento5 páginasExamen 2º Parcial 2009 - Resuelto IIRoberto100% (3)
- Registros de Evaluacion de CierresDocumento10 páginasRegistros de Evaluacion de CierreshelbertortizAún no hay calificaciones
- Guía completa para convertirse en tatuador artísticoDocumento79 páginasGuía completa para convertirse en tatuador artísticoFlorchu Arce100% (1)
- Conservacion de Los AlimentosDocumento10 páginasConservacion de Los AlimentosAnDrew DG100% (1)
- Suzuki PDFDocumento36 páginasSuzuki PDFManu ValeriusAún no hay calificaciones
- AvancenDocumento12 páginasAvancenDaira Quispe de la cruzAún no hay calificaciones
- Proceso de Elaboración de Embutidos Crudos de Mojarra Con Posta de CerdoDocumento32 páginasProceso de Elaboración de Embutidos Crudos de Mojarra Con Posta de CerdoMariaRitaAún no hay calificaciones
- Exahustor ChampiñonesDocumento15 páginasExahustor Champiñonesjhon alexanderAún no hay calificaciones
- Informe Adelantado Etapa ExperimentacionDocumento30 páginasInforme Adelantado Etapa ExperimentacionJesús C. GarayAún no hay calificaciones
- Características del salchichón cervecero en CartagenaDocumento6 páginasCaracterísticas del salchichón cervecero en Cartagenaelita elizabeth medina torresAún no hay calificaciones
- Trabajo Final - Corregido-Fenómenos 2019 IDocumento24 páginasTrabajo Final - Corregido-Fenómenos 2019 IFrancisco SalasAún no hay calificaciones
- Ficha - Densidad AparenteDocumento2 páginasFicha - Densidad AparenteElmer Santisteban SanchezAún no hay calificaciones
- Esterilización térmica de alimentosDocumento21 páginasEsterilización térmica de alimentosCarlos NuñezAún no hay calificaciones
- Proceso de La Elaboración de La Conserva Del Machete de Pescado en Salsa de TomateDocumento5 páginasProceso de La Elaboración de La Conserva Del Machete de Pescado en Salsa de TomateKriss Galvez Rodriguez0% (1)
- Parabenos: conservantes alimentarios y cosméticosDocumento5 páginasParabenos: conservantes alimentarios y cosméticosEduard Yoel Carranza AngaspilcoAún no hay calificaciones
- CLASE #5 BALANCE Continuación Clase 4Documento5 páginasCLASE #5 BALANCE Continuación Clase 4anais zambranoAún no hay calificaciones
- Universidad Nacional Del Callao: Facultad de Ingenieria Pesquera Y de AlimentosDocumento8 páginasUniversidad Nacional Del Callao: Facultad de Ingenieria Pesquera Y de AlimentosÑACCHA CASTAÑEDA VICTOR MIYAGUIAún no hay calificaciones
- Concepto de Carne FrescaDocumento2 páginasConcepto de Carne FrescaRuben PovedaAún no hay calificaciones
- PROPUESTA de BrownieDocumento2 páginasPROPUESTA de BrownieVito RenalAún no hay calificaciones
- Informe de Reologia.Documento11 páginasInforme de Reologia.Estefany Patricio MercadoAún no hay calificaciones
- Informe de SalchichasDocumento3 páginasInforme de Salchichaserika ccala choqueAún no hay calificaciones
- Tarea 2Documento3 páginasTarea 2Maria Huanchi CondoriAún no hay calificaciones
- Informe VienesaDocumento11 páginasInforme VienesaBEACKMAN CASA MOLINAAún no hay calificaciones
- Informe N°8Documento13 páginasInforme N°8DianaPariPerezAún no hay calificaciones
- Evaluación de La Dureza o ConsistenciaDocumento3 páginasEvaluación de La Dureza o ConsistenciaIngrith LopezAún no hay calificaciones
- Determinación del poder leudante de harina de trigoDocumento17 páginasDeterminación del poder leudante de harina de trigoKelvin Martin Flores SeclenAún no hay calificaciones
- NuggetsDocumento4 páginasNuggetskarlaAún no hay calificaciones
- 8 Practica 7 Analisis de La LecheDocumento10 páginas8 Practica 7 Analisis de La LecheJesus ArandaAún no hay calificaciones
- Determinación de PH y Acidez ValorableDocumento7 páginasDeterminación de PH y Acidez ValorableEstherNoemiInocenteQuiroz0% (1)
- Proceso de elaboración del panetónDocumento10 páginasProceso de elaboración del panetónV Mendizabal Jocelyn100% (1)
- Periodo de Secado A Velocidad DecrecienteDocumento6 páginasPeriodo de Secado A Velocidad DecrecienteSisa GrefaAún no hay calificaciones
- Informe de Elaboracion de Jamón Tipo InglesDocumento10 páginasInforme de Elaboracion de Jamón Tipo Inglesxiomara maccapa chancaAún no hay calificaciones
- Elaboracion de Productos Carnicos Cocidos y Tipos de Empaque PDFDocumento19 páginasElaboracion de Productos Carnicos Cocidos y Tipos de Empaque PDFDora GómezAún no hay calificaciones
- Práctica 6 CraDocumento4 páginasPráctica 6 CraROSA KATHERINE SALAS SILVAAún no hay calificaciones
- Pan de Fibra de AvenaDocumento18 páginasPan de Fibra de AvenaLiz Pilar Saravia HuaringaAún no hay calificaciones
- BALANCE DE MATERIA DonasDocumento7 páginasBALANCE DE MATERIA DonasnilsonAún no hay calificaciones
- Flujogarama de Extraccion de Colorante de Tuna MoradaDocumento3 páginasFlujogarama de Extraccion de Colorante de Tuna MoradaJose Sanchez ParinangoAún no hay calificaciones
- Determinacion de La ViscosidadDocumento5 páginasDeterminacion de La ViscosidadTeydy GamezAún no hay calificaciones
- Informe 2 - Tecno de CarnesDocumento9 páginasInforme 2 - Tecno de CarnesCesar AndresAún no hay calificaciones
- Laboratorio 4 Calor EspecíficoDocumento13 páginasLaboratorio 4 Calor EspecíficoGabriela Jimenez CastreAún no hay calificaciones
- Practica 7 LeudantesDocumento2 páginasPractica 7 LeudantesAlex Tapara Mantilla0% (1)
- Transferencia de Calor de Un AlimentoDocumento10 páginasTransferencia de Calor de Un AlimentoAnneth PalaciosAún no hay calificaciones
- TartrazinaDocumento3 páginasTartrazinaDydier Jose Quispe CordovaAún no hay calificaciones
- Mermelada de FresaDocumento17 páginasMermelada de FresaMon VgAún no hay calificaciones
- Análisis leche fresca vacaDocumento118 páginasAnálisis leche fresca vacaVerónica Mercedes Bolaños Mendoza0% (1)
- CRA Determinar La Capacidad de Retención de AguaDocumento11 páginasCRA Determinar La Capacidad de Retención de AguaSharon Conde CondoriAún no hay calificaciones
- Carne MolidaDocumento2 páginasCarne MolidaPablo Lucho100% (1)
- Balance de Materia Del Nectar de CoconaDocumento1 páginaBalance de Materia Del Nectar de CoconaJesus AliagaAún no hay calificaciones
- Corregidos Trabajo Práctico #3 - Transporte de LíquidosDocumento4 páginasCorregidos Trabajo Práctico #3 - Transporte de Líquidosjohanna100% (1)
- Informe 2 D AceiteDocumento10 páginasInforme 2 D AceiteSarita Urcia PAún no hay calificaciones
- Historia y producción del queso chontaleño en NicaraguaDocumento25 páginasHistoria y producción del queso chontaleño en NicaraguaLeila Marin GonzálezAún no hay calificaciones
- Agitación de jugos de papayaDocumento2 páginasAgitación de jugos de papayaLeonela SAAún no hay calificaciones
- Practica 1 Propiedades TermofísicasDocumento16 páginasPractica 1 Propiedades TermofísicasGabriela Salcedo QuisoeAún no hay calificaciones
- Determinación del nitrógeno por el método micro-KjeldahlDocumento2 páginasDeterminación del nitrógeno por el método micro-KjeldahlorgrimardonoAún no hay calificaciones
- Densidad de La CervezaDocumento3 páginasDensidad de La Cervezagus barrierAún no hay calificaciones
- LipidosDocumento7 páginasLipidosJaime G V RiquezAún no hay calificaciones
- Tecnología de Alimentos III: Examen parcial sobre ácidos grasosDocumento3 páginasTecnología de Alimentos III: Examen parcial sobre ácidos grasosFiorella MioAún no hay calificaciones
- Cálculo de transferencia de calor en procesos alimentariosDocumento2 páginasCálculo de transferencia de calor en procesos alimentariosZuker Ingal IIAún no hay calificaciones
- Polivinilpirrolidona PVP FdsDocumento6 páginasPolivinilpirrolidona PVP FdsCarlos Alberto Rodriguez GodoyAún no hay calificaciones
- Cuestionario 1Documento7 páginasCuestionario 1Raquel romeroAún no hay calificaciones
- Química de macrocomponentes de alimentosDe EverandQuímica de macrocomponentes de alimentosAún no hay calificaciones
- (PD) Presentaciones - Mejora Del Desempeno - Coaching - PpsDocumento30 páginas(PD) Presentaciones - Mejora Del Desempeno - Coaching - PpsJosé Manuel García PantigozoAún no hay calificaciones
- (PD) Presentaciones - Espiritu EmpresarialDocumento78 páginas(PD) Presentaciones - Espiritu EmpresarialFlorinda Estrella Ladino PatiñoAún no hay calificaciones
- 2021 II - 11a - APA 7ma EdicionDocumento144 páginas2021 II - 11a - APA 7ma EdicionJosé Manuel García Pantigozo0% (1)
- Gerencia de Empresas - Pptpeter DruckerDocumento119 páginasGerencia de Empresas - Pptpeter DruckerlaurazorrillaAún no hay calificaciones
- El Gerente IntegralDocumento18 páginasEl Gerente Integralyoel1409Aún no hay calificaciones
- El Gerente IntegralDocumento18 páginasEl Gerente Integralyoel1409Aún no hay calificaciones
- (PD) Presentaciones - Espiritu EmpresarialDocumento78 páginas(PD) Presentaciones - Espiritu EmpresarialFlorinda Estrella Ladino PatiñoAún no hay calificaciones
- Gerencia de Empresas - Pptpeter DruckerDocumento119 páginasGerencia de Empresas - Pptpeter DruckerlaurazorrillaAún no hay calificaciones
- (PD) Presentaciones - Mejora Del Desempeno - Coaching - PpsDocumento30 páginas(PD) Presentaciones - Mejora Del Desempeno - Coaching - PpsJosé Manuel García PantigozoAún no hay calificaciones
- (PD) Presentaciones - Modelo de Negocios 2.ppsDocumento18 páginas(PD) Presentaciones - Modelo de Negocios 2.ppsJosé Manuel García PantigozoAún no hay calificaciones
- Módulo 5: Análisis de CostosDocumento47 páginasMódulo 5: Análisis de CostosAlicia AllenAún no hay calificaciones
- Gerencia de Empresas - Pptpeter DruckerDocumento119 páginasGerencia de Empresas - Pptpeter DruckerlaurazorrillaAún no hay calificaciones
- (PD) Presentaciones - Mejora Del Desempeno - Coaching - PpsDocumento30 páginas(PD) Presentaciones - Mejora Del Desempeno - Coaching - PpsJosé Manuel García PantigozoAún no hay calificaciones
- (PD) Presentaciones - Modelo de Negocios 2.ppsDocumento18 páginas(PD) Presentaciones - Modelo de Negocios 2.ppsJosé Manuel García PantigozoAún no hay calificaciones
- 2016 - I - Ee - Semana 08 - 09 - Mat Fin 09 - 07 de JunioDocumento9 páginas2016 - I - Ee - Semana 08 - 09 - Mat Fin 09 - 07 de JunioJosé Manuel García PantigozoAún no hay calificaciones
- (PD) Presentaciones - Espiritu EmpresarialDocumento78 páginas(PD) Presentaciones - Espiritu EmpresarialFlorinda Estrella Ladino PatiñoAún no hay calificaciones
- Administración financiera - Ejercicios de costos y toma de decisionesDocumento7 páginasAdministración financiera - Ejercicios de costos y toma de decisionesnicopargaAún no hay calificaciones
- El Gerente IntegralDocumento18 páginasEl Gerente Integralyoel1409Aún no hay calificaciones
- Costos Resuelto ProblemaDocumento3 páginasCostos Resuelto Problemanktclau4293100% (2)
- Tema1 CostosFijosyVariablesTeoríayProblemasDocumento3 páginasTema1 CostosFijosyVariablesTeoríayProblemasgeriquel6707Aún no hay calificaciones
- 3 Gerencia de Costos Logísticos COSTEO A B CDocumento26 páginas3 Gerencia de Costos Logísticos COSTEO A B CRandy KinneyAún no hay calificaciones
- Ic&i - Semana 01 - Ciencia Ingenieria y TecnologiaDocumento26 páginasIc&i - Semana 01 - Ciencia Ingenieria y TecnologiaJosé Manuel García PantigozoAún no hay calificaciones
- Casos de Abc PDFDocumento17 páginasCasos de Abc PDFCristian Bautista AyalaAún no hay calificaciones
- Ic&i - Semana 02 - Desarrollo de Las Cc. Qq. e Ing.Documento64 páginasIc&i - Semana 02 - Desarrollo de Las Cc. Qq. e Ing.José Manuel García PantigozoAún no hay calificaciones
- Administracion 1 Tarea 5Documento10 páginasAdministracion 1 Tarea 5Anonymous dLpwiHAún no hay calificaciones
- ALBAÑILERIADocumento30 páginasALBAÑILERIAGabriel Gastelo USATAún no hay calificaciones
- Manual de Productos Sika 2011 PDFDocumento976 páginasManual de Productos Sika 2011 PDFFernando FigueroaAún no hay calificaciones
- Equipos para Cortar Núcleos en La Pared de Un PozoDocumento25 páginasEquipos para Cortar Núcleos en La Pared de Un PozoemilianoAún no hay calificaciones
- Brazos BionicosDocumento8 páginasBrazos BionicosJosef BarraAún no hay calificaciones
- Analisis de Calidad de Agua de CalderosDocumento4 páginasAnalisis de Calidad de Agua de CalderosLilian RuizAún no hay calificaciones
- ACTIVIDAD #5 - Carlos Castillejos CastellanosDocumento3 páginasACTIVIDAD #5 - Carlos Castillejos CastellanosArturo Del CastilloAún no hay calificaciones
- Metales Alcalinotérreos: ConceptoabcDocumento5 páginasMetales Alcalinotérreos: ConceptoabcKeyra Dhana Peralta OlivaAún no hay calificaciones
- Br. SPE ESDocumento8 páginasBr. SPE ESjluisreino3386Aún no hay calificaciones
- SilanosDocumento9 páginasSilanosWinny CasvillAún no hay calificaciones
- Filtro AP 3/8Documento8 páginasFiltro AP 3/8Franco LautaroAún no hay calificaciones
- Katalox Light FICHA TECNICA BIOCIDAS Y QUIMICOSDocumento2 páginasKatalox Light FICHA TECNICA BIOCIDAS Y QUIMICOSAndres Riascos EnriquezAún no hay calificaciones
- Preparacion Del Catalizador de Platino o Catalizador de AdamsDocumento2 páginasPreparacion Del Catalizador de Platino o Catalizador de AdamsManuelUshoAún no hay calificaciones
- Fabricación botas seguridadDocumento10 páginasFabricación botas seguridadJorge Francisco Garabito ErquiciaAún no hay calificaciones
- Word Compresores Tornillo ServiciosDocumento33 páginasWord Compresores Tornillo ServiciosHugo Justo AliagaAún no hay calificaciones
- Práctica Especial Cerámica - Sinterizacion y ConformadoDocumento13 páginasPráctica Especial Cerámica - Sinterizacion y ConformadoAndy ValozAún no hay calificaciones
- Ficha Tecnica R422D I29Documento3 páginasFicha Tecnica R422D I29Jc AguilarAún no hay calificaciones
- Trabajo Asfalto CorreDocumento40 páginasTrabajo Asfalto CorreRuthMeryLiToAún no hay calificaciones
- Guia PRL Amianto MetacontratasDocumento27 páginasGuia PRL Amianto MetacontratasJaime Rincon SantanaAún no hay calificaciones
- Propiedades MagneticasDocumento7 páginasPropiedades MagneticasFRANCISCOAún no hay calificaciones
- Generalidades: Dirección Distrital Ibarra 10D01-Ibarra, Pimampiro-San Miguel de UrcuquiDocumento52 páginasGeneralidades: Dirección Distrital Ibarra 10D01-Ibarra, Pimampiro-San Miguel de UrcuquiCielo Castro CervantesAún no hay calificaciones