También podría gustarte
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Metalurgia El Rincon Del VagoDocumento10 páginasMetalurgia El Rincon Del VagoMiguel GarciaAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Proceso de Obtención Del HierroDocumento82 páginasProceso de Obtención Del HierroGonzalo Lagunes75% (8)
- ColadaDocumento4 páginasColadaedu_araujo17Aún no hay calificaciones
- Alimentacion y Contraccion MetalesDocumento32 páginasAlimentacion y Contraccion MetalesAnyury LatorreAún no hay calificaciones
- Proceso de FundiciónDocumento17 páginasProceso de FundiciónSebastián OrtegaAún no hay calificaciones
- Moldeo y ColadaDocumento18 páginasMoldeo y ColadaJulián EngelbertAún no hay calificaciones
- Fundicion 2Documento35 páginasFundicion 2Angel RamirezAún no hay calificaciones
- Unidad 2-Tema 2 - FundicionDocumento155 páginasUnidad 2-Tema 2 - Fundicionanthony190205Aún no hay calificaciones
- FundicionDocumento13 páginasFundicionMonserrat UribeAún no hay calificaciones
- Fundición Centrífuga TerminadoDocumento77 páginasFundición Centrífuga TerminadoMalasquez Leon XavierAún no hay calificaciones
- Diapositivas FundicionesDocumento12 páginasDiapositivas FundicionesRoberto BerdejaAún no hay calificaciones
- Principales Métodos de Fundición en MetalesDocumento60 páginasPrincipales Métodos de Fundición en Metalesarka76mAún no hay calificaciones
- Cómo Fundir AluminioDocumento12 páginasCómo Fundir AluminioMary Luz Mamani ArcanaAún no hay calificaciones
- INTRODUCCIONDocumento13 páginasINTRODUCCIONAndres OrtusteAún no hay calificaciones
- Generalidades de La Fundición-Feco-2Documento30 páginasGeneralidades de La Fundición-Feco-2EduardoGordilloAún no hay calificaciones
- Fundición en arena: proceso y defectosDocumento9 páginasFundición en arena: proceso y defectosAlicia PeñarandaAún no hay calificaciones
- Procesos de Cambio de Forma Fundiciòn.Documento15 páginasProcesos de Cambio de Forma Fundiciòn.Rukia RodriguezAún no hay calificaciones
- Fundición metalesDocumento10 páginasFundición metalesSantiago LeonAún no hay calificaciones
- Definición de FundiciónDocumento9 páginasDefinición de FundiciónJuanjo Arriaga100% (1)
- FundicionDocumento9 páginasFundicionHector SerranoAún no hay calificaciones
- Diapositivas FundicionesDocumento12 páginasDiapositivas FundicionesRodolfo Augusto Guerrero ReyesAún no hay calificaciones
- Informe 4 Procesos de ManufacturaDocumento15 páginasInforme 4 Procesos de ManufacturajlopezAún no hay calificaciones
- Informe de Visita Técnica A Fundidora MejíaDocumento8 páginasInforme de Visita Técnica A Fundidora MejíaFeLipe MaldOnadoAún no hay calificaciones
- S09s2 MaterialDocumento34 páginasS09s2 MaterialTapita del pasoAún no hay calificaciones
- Procesos de FundiciónDocumento17 páginasProcesos de FundiciónPedro VillasrAún no hay calificaciones
- 1.tecnología de FundicionesDocumento33 páginas1.tecnología de FundicionesSofía RodriguezAún no hay calificaciones
- Fundicion de MetalesDocumento9 páginasFundicion de Metalesmadenicola1075% (4)
- Fundicion y Trabajo en Caliente ManueldgdDocumento13 páginasFundicion y Trabajo en Caliente ManueldgdMaNuel DgdAún no hay calificaciones
- FundiciónDocumento7 páginasFundiciónAlexis VargasAún no hay calificaciones
- Trabajo Escrito Procesos de Fundición de MetalesDocumento16 páginasTrabajo Escrito Procesos de Fundición de MetalesYOYMAR ANDRES HERRERA LOPEZAún no hay calificaciones
- Procesos de ConformadoDocumento19 páginasProcesos de Conformadoeduard8203Aún no hay calificaciones
- Procesos de FabricacionDocumento7 páginasProcesos de FabricacionH Daniel CastilloAún no hay calificaciones
- Procesos de Cambio de Forma FundicionDocumento15 páginasProcesos de Cambio de Forma FundicionJim ValerioAún no hay calificaciones
- Tipos de Hornos de FundicionDocumento33 páginasTipos de Hornos de FundicionAlvaro ValenciaAún no hay calificaciones
- Adapt IvaDocumento47 páginasAdapt IvaFabian Palma Muñoz100% (2)
- CuestionarioDocumento7 páginasCuestionarioalicia zaraAún no hay calificaciones
- Ensayo 2.1 Introducción A La FundiciónDocumento6 páginasEnsayo 2.1 Introducción A La FundiciónENRIQUE SANCHEZAún no hay calificaciones
- Procesos de Fundición MoldesDocumento26 páginasProcesos de Fundición MoldesSantiago Melo LdsAún no hay calificaciones
- Fundiciones de Formas PDFDocumento29 páginasFundiciones de Formas PDFArantxaAún no hay calificaciones
- Fundición por Gravedad: Proceso y TiposDocumento61 páginasFundición por Gravedad: Proceso y TiposNicolasArthuro50% (2)
- Documento Sin TítuloDocumento3 páginasDocumento Sin TítuloadngabrielnmAún no hay calificaciones
- Fundiciones 130327144615 Phpapp02Documento98 páginasFundiciones 130327144615 Phpapp02Pedrin Cha OlivosAún no hay calificaciones
- Procesos de Manufactura I 2015Documento136 páginasProcesos de Manufactura I 2015Jorge ReyesAún no hay calificaciones
- Fundicion de MetalesDocumento56 páginasFundicion de MetalesEL DEIVIDAún no hay calificaciones
- Semana 5 - S1Documento109 páginasSemana 5 - S1Jhony Shapes VelasquezAún no hay calificaciones
- Informe de Moldeo y ColadaDocumento26 páginasInforme de Moldeo y ColadaDaniel Angulo LucanaAún no hay calificaciones
- Unidad I Proceso de Obtencion Del Hierro y El AceroDocumento66 páginasUnidad I Proceso de Obtencion Del Hierro y El AceroAaron-Chaz CurtainAún no hay calificaciones
- Tema 2.1. Introduccion A La Fundicion (Byn)Documento65 páginasTema 2.1. Introduccion A La Fundicion (Byn)Sonia BellonAún no hay calificaciones
- Ensayo de Moldeo y ColadaDocumento15 páginasEnsayo de Moldeo y ColadaJeanGutierrezAún no hay calificaciones
- FUNDICIONDocumento8 páginasFUNDICIONAlejandra ZeaAún no hay calificaciones
- Cap 1Documento25 páginasCap 1Mary CastilloAún no hay calificaciones
- Procesos Primarios de Manufactura (Fundiciones y Procesos de Aceracion)Documento11 páginasProcesos Primarios de Manufactura (Fundiciones y Procesos de Aceracion)Marlon Torres PerezAún no hay calificaciones
- FundicionesDocumento5 páginasFundicionesJESUS LEONARDO DELGADO ZAMBRANOAún no hay calificaciones
- Informe 3 Moldeo y ColadaDocumento14 páginasInforme 3 Moldeo y Coladadavid100% (1)
- Cap - 11 - Procesos de Fundición de MetalesDocumento35 páginasCap - 11 - Procesos de Fundición de MetalesMerlínAún no hay calificaciones
- Capitulo 7 FundicionDocumento41 páginasCapitulo 7 FundicionLeonel AgsgdfAún no hay calificaciones
- Conformado de Metales en CalienteDocumento35 páginasConformado de Metales en CalienteDavid Cazares Longino0% (1)
- Procesos de FundiciónDocumento34 páginasProcesos de FundiciónOscar Mejias FrndzAún no hay calificaciones
- Tecnología de Las Herramientas de Corte.Documento16 páginasTecnología de Las Herramientas de Corte.220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Tecnología de Las Herramientas de Corte.Documento16 páginasTecnología de Las Herramientas de Corte.220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Cuestionario Fundamento de La Fundición de MetalesDocumento3 páginasCuestionario Fundamento de La Fundición de Metales220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Fundamentos de manufactura modernaDocumento8 páginasFundamentos de manufactura moderna220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Procesos Laminado y Forjado de MetalesDocumento7 páginasProcesos Laminado y Forjado de Metales220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Procesos de Fundición de Metales.: CuestionarioDocumento3 páginasProcesos de Fundición de Metales.: Cuestionario220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Procesos de Estirado y TrefiladoDocumento4 páginasProcesos de Estirado y Trefilado220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Procesos de Unión y EnsambleDocumento7 páginasProcesos de Unión y Ensamble220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Examen de Unidad 1 22-Jun-2022 18-27-01Documento2 páginasExamen de Unidad 1 22-Jun-2022 18-27-01220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Introducción y Panorama de La Manufactura: ResumenDocumento8 páginasIntroducción y Panorama de La Manufactura: Resumen220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Examen Unidad 2Documento5 páginasExamen Unidad 2220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Tarea Sistema de Ecuaciones Lineales 25-Jul-2022 13-25-15Documento3 páginasTarea Sistema de Ecuaciones Lineales 25-Jul-2022 13-25-15220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Procesos de Extrusión: Tipos, Análisis y DefectosDocumento5 páginasProcesos de Extrusión: Tipos, Análisis y Defectos220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Tarea Funciones Cuadraticas 25-Jul-2022 13-27-03Documento4 páginasTarea Funciones Cuadraticas 25-Jul-2022 13-27-03220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Ejercicios de Circunferencia 16-Jul-2022 15-38-04Documento2 páginasEjercicios de Circunferencia 16-Jul-2022 15-38-04220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- 26865-01 - Lillo Leiva Estrella Marina - Labsuelo-SirdsDocumento2 páginas26865-01 - Lillo Leiva Estrella Marina - Labsuelo-SirdsPatricio UbillaAún no hay calificaciones
- Metales, no metales y gases nobles: símbolos y números de oxidaciónDocumento3 páginasMetales, no metales y gases nobles: símbolos y números de oxidaciónNeftali Quispe Miranda75% (4)
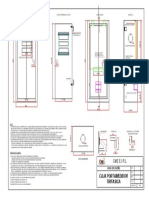
- CAJA TRIFASICA CME-Modelo PDFDocumento1 páginaCAJA TRIFASICA CME-Modelo PDFDavid Ismael Suárez ZapataAún no hay calificaciones
- Lixiviación: Proceso químico para extraer minerales valiososDocumento1 páginaLixiviación: Proceso químico para extraer minerales valiososHernann GutiereeAún no hay calificaciones
- Catalogo HediluxDocumento15 páginasCatalogo HediluxKanewareOterEgreAún no hay calificaciones
- Aleaciones No Ferrosas - BorradorDocumento12 páginasAleaciones No Ferrosas - BorradorJohanna J. Pérez DucasaAún no hay calificaciones
- Resolución Practica #2Documento30 páginasResolución Practica #2gabriel sarzuriAún no hay calificaciones
- Oxisales y oxianionesDocumento5 páginasOxisales y oxianionesAlexandra OchoaAún no hay calificaciones
- Anexo 01 - Materiales en La IndustriaDocumento13 páginasAnexo 01 - Materiales en La IndustriaLesly MartinezAún no hay calificaciones
- Euribep - II Parcial de Mineralogia - Mayra Alejandra LucenaDocumento3 páginasEuribep - II Parcial de Mineralogia - Mayra Alejandra LucenaDANIEL HERNANDEZAún no hay calificaciones
- Mobiliario Detalle-M-01 PDFDocumento1 páginaMobiliario Detalle-M-01 PDFMishelle EsquerreAún no hay calificaciones
- Examen Siderurgia ParcialDocumento3 páginasExamen Siderurgia ParcialEd LCAún no hay calificaciones
- Tecnologia Materiales PDFDocumento17 páginasTecnologia Materiales PDFAdrianaAún no hay calificaciones
- C0 1 Metalurgia Aplicada PDFDocumento58 páginasC0 1 Metalurgia Aplicada PDFRolando GarciaAún no hay calificaciones
- Tabla Periodica PDFDocumento1 páginaTabla Periodica PDFMateo SalazarAún no hay calificaciones
- TC1 Grupo 212022 80Documento12 páginasTC1 Grupo 212022 80JOHN EDWARD BENJUMEA BENJUMEAAún no hay calificaciones
- Catalogo DolphinDocumento128 páginasCatalogo DolphinHoracio SandAún no hay calificaciones
- METALURGIADocumento12 páginasMETALURGIANataliaAún no hay calificaciones
- Geometalurgia en El Planeamiento Minero PDFDocumento5 páginasGeometalurgia en El Planeamiento Minero PDFAndres RaymondiAún no hay calificaciones
- Ensayo de dureza en aluminio mediante trabajo en frioDocumento16 páginasEnsayo de dureza en aluminio mediante trabajo en frioEnrique CanadellAún no hay calificaciones
- Informe Laboratorio 1 FundamentoDocumento19 páginasInforme Laboratorio 1 FundamentoDANIEL IGNACIO ALVAREZ SILVAAún no hay calificaciones
- HidrometalurgicosDocumento9 páginasHidrometalurgicosManuel Santillan PalaciosAún no hay calificaciones
- Tierras de MoldeoDocumento12 páginasTierras de MoldeoEduardo Daniel Ortiz TorresAún no hay calificaciones
- 1-Intro TMDocumento31 páginas1-Intro TMAndyVilchezMenaAún no hay calificaciones
- Procesamiento de materiales según su clasificación y estructuraDocumento6 páginasProcesamiento de materiales según su clasificación y estructuraAndy OchoaAún no hay calificaciones
- Unidad III Cemento 1Documento18 páginasUnidad III Cemento 1Luis Alberto Flores CarballoAún no hay calificaciones
- Tarea 4. Yacimientos EpitermalesDocumento13 páginasTarea 4. Yacimientos EpitermalesNelson Santiago Molina AyalaAún no hay calificaciones
- Lista-Fertilizantes y Acondicionadores-PermitidosDocumento18 páginasLista-Fertilizantes y Acondicionadores-PermitidosAndres CovaledaAún no hay calificaciones
- Textura de Cuerpos Ígneos IntrusivosDocumento2 páginasTextura de Cuerpos Ígneos Intrusivosmorenotomas0605Aún no hay calificaciones
- Elementos Aleantes de Los AcerosDocumento2 páginasElementos Aleantes de Los AcerosRodrigo Perdomo EspañaAún no hay calificaciones
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- El libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)De EverandEl libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)Calificación: 3 de 5 estrellas3/5 (2)
- Neuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaDe EverandNeuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaCalificación: 4 de 5 estrellas4/5 (16)
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- Cómo hacer aviones de papel y otros objetos voladoresDe EverandCómo hacer aviones de papel y otros objetos voladoresAún no hay calificaciones
- Dieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasDe EverandDieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasCalificación: 4 de 5 estrellas4/5 (9)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Trucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasDe EverandTrucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- El cerebro del niño explicado a los padresDe EverandEl cerebro del niño explicado a los padresCalificación: 4.5 de 5 estrellas4.5/5 (147)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)