También podría gustarte
- Unidad 3Documento59 páginasUnidad 3Ledys Estefany Paredes RodriguezAún no hay calificaciones
- S14.s1 - Asig CargasDocumento41 páginasS14.s1 - Asig CargasJuan MallmaAún no hay calificaciones
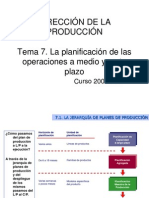
- Jerarquia Planes de Produccion v3 - APUNTE AnneDocumento22 páginasJerarquia Planes de Produccion v3 - APUNTE AnneFrancisco Torres ArellanoAún no hay calificaciones
- Tema 07Documento23 páginasTema 07Andres Renzo Tello GradosAún no hay calificaciones
- Programación de Producción Resumen 2Documento10 páginasProgramación de Producción Resumen 2Marcos SanabriaAún no hay calificaciones
- Programación en Instalaciones Con Enfoque en El ProcesoDocumento15 páginasProgramación en Instalaciones Con Enfoque en El ProcesoTec Carlos Javier Perez SantiagoAún no hay calificaciones
- Modulo 2Documento15 páginasModulo 2Lidia PimentelAún no hay calificaciones
- Plan Maestro de La ProduccionDocumento19 páginasPlan Maestro de La ProduccionNidia Vivero Sotelo100% (1)
- Conceptos de Programacion (23 25.09.2013)Documento30 páginasConceptos de Programacion (23 25.09.2013)Dibujo Técnico Ltc Copiapó100% (3)
- Clase 09 ProgramacionOperacionesDocumento51 páginasClase 09 ProgramacionOperacionesAustin PeligroAún no hay calificaciones
- ADMINISTRACION DE OP II-Planeación y Control de Piso de Taller en La ManufacturaDocumento5 páginasADMINISTRACION DE OP II-Planeación y Control de Piso de Taller en La ManufacturaMaria Laura SalazarAún no hay calificaciones
- Programacion Detallada de La Produccion DiapositivasDocumento48 páginasProgramacion Detallada de La Produccion DiapositivasJhonfre Merlano0% (1)
- Capitulo 16 CHASEDocumento4 páginasCapitulo 16 CHASECristian LopezAún no hay calificaciones
- Programacion de OperacionesDocumento42 páginasProgramacion de OperacionesMartin Mendoza LeonAún no hay calificaciones
- Programación de Op.Documento15 páginasProgramación de Op.Anibal CabreraAún no hay calificaciones
- Programación corto plazo industrial UTESADocumento8 páginasProgramación corto plazo industrial UTESAJhon smittAún no hay calificaciones
- Programacion de OperacionesDocumento35 páginasProgramacion de Operacionesvilcafaby67% (3)
- Clase El Programa de ProduciónDocumento54 páginasClase El Programa de ProduciónBlanca Yesenia Maldonado de FlamencoAún no hay calificaciones
- Tema 3 - Planificación y Control A Muy Corto PlazoDocumento25 páginasTema 3 - Planificación y Control A Muy Corto PlazoDavid MaestroAún no hay calificaciones
- Resumen MarquezDocumento10 páginasResumen MarquezRoy Peralta AvalosAún no hay calificaciones
- Trabajo Final Programación - PlaneamientoDocumento57 páginasTrabajo Final Programación - PlaneamientojoulemaxAún no hay calificaciones
- Programacion A Corto PlazoDocumento17 páginasProgramacion A Corto PlazoJosqui MarinAún no hay calificaciones
- MRP p1 MergedDocumento54 páginasMRP p1 MergedRAUL ADRIANO HUAMANI TUPACAún no hay calificaciones
- 2.1 Programación Maestra de La ProduccionDocumento5 páginas2.1 Programación Maestra de La ProduccionLourdes Alfaro Chávez67% (3)
- Reporte 7 Planeacion de Produccion.Documento7 páginasReporte 7 Planeacion de Produccion.Migue LeonardoAún no hay calificaciones
- Sesión 12 Programación de Taller y ERPDocumento20 páginasSesión 12 Programación de Taller y ERPFlor RomeroAún no hay calificaciones
- 005-Estaciones de Trabajo (Carga Finita e Infinita) (Autoguardado)Documento29 páginas005-Estaciones de Trabajo (Carga Finita e Infinita) (Autoguardado)jose0703040Aún no hay calificaciones
- Programacion de Las OperacionesDocumento15 páginasProgramacion de Las OperacionesKevin Gustavo Bejar PilcoAún no hay calificaciones
- Plan Maestro de Producción.Documento6 páginasPlan Maestro de Producción.myloAún no hay calificaciones
- CAPÍTULO 15 y 16 RENDER - Programación A Corto Plazo y JITDocumento7 páginasCAPÍTULO 15 y 16 RENDER - Programación A Corto Plazo y JITNicolás Gho DelsavioAún no hay calificaciones
- Programación de producción y control de capacidadDocumento16 páginasProgramación de producción y control de capacidadBRISEIDA MORALES RODRIGUEZAún no hay calificaciones
- Programación A Corto Plazo - Ing Industrial - 9ciclo - Grupo4Documento39 páginasProgramación A Corto Plazo - Ing Industrial - 9ciclo - Grupo4Eloisa Gonzales100% (1)
- MRP ResumenDocumento11 páginasMRP ResumenMarcos SanabriaAún no hay calificaciones
- Programacion de Operaciones - Secuenciacion de TrabajosDocumento42 páginasProgramacion de Operaciones - Secuenciacion de TrabajosAlonso Carrasco Siancas67% (3)
- Carga Finita e InfinitaDocumento21 páginasCarga Finita e InfinitaJon1002Aún no hay calificaciones
- Programacion de Operaciones PDFDocumento41 páginasProgramacion de Operaciones PDFJuan Fco Gonzalez Pinto50% (2)
- S14.s1 - Material-1Documento29 páginasS14.s1 - Material-1fiorelaAún no hay calificaciones
- Ado 1 - Módulo 5 - 2023 - 20Documento35 páginasAdo 1 - Módulo 5 - 2023 - 20Grecia PastorAún no hay calificaciones
- Carga Finita e InfinitaDocumento21 páginasCarga Finita e InfinitaKarEli ArcibarAún no hay calificaciones
- Unidad 3. Prog. OperacionesDocumento21 páginasUnidad 3. Prog. OperacionesMonni Pop0% (1)
- Unidad 08Documento23 páginasUnidad 08Cesar HuamaniAún no hay calificaciones
- TEMA3 ExpoDocumento14 páginasTEMA3 Expoemerson abidAún no hay calificaciones
- PRODUCCION para InventarioDocumento8 páginasPRODUCCION para InventarioLuCy ElenAún no hay calificaciones
- Unidad 3 Programacion de Las Operaciones IIDocumento22 páginasUnidad 3 Programacion de Las Operaciones IIalejandra50% (2)
- Carga Finita e InfinitaDocumento21 páginasCarga Finita e InfinitaMarioCarAún no hay calificaciones
- Programacion de Corto PlazoDocumento9 páginasProgramacion de Corto PlazoMARIA PAOLA RIVERA RIVERAAún no hay calificaciones
- 4.5 Gestion de La ProduccionDocumento2 páginas4.5 Gestion de La ProduccionIzabella AbulaarazhAún no hay calificaciones
- UNIDAD III PCP MM ProgramacionDocumento59 páginasUNIDAD III PCP MM ProgramacionMarianny FernandezAún no hay calificaciones
- SecuenciacionDocumento73 páginasSecuenciacionLizeth A100% (1)
- Ayudantía ProgramaciónDocumento10 páginasAyudantía ProgramaciónCarolina JaraAún no hay calificaciones
- Produccion Intermitente (Planeación y Diagramación)Documento17 páginasProduccion Intermitente (Planeación y Diagramación)Luiiz Mee Barrera100% (1)
- Sesion AnálisisDeControlDeProducción PDFDocumento28 páginasSesion AnálisisDeControlDeProducción PDFALDAIR VICTOR FIDEL TORRES NINAAún no hay calificaciones
- Capítulo 6Documento4 páginasCapítulo 6Benjamin Lopez MartinezAún no hay calificaciones
- Planificación de la producción en ALPLADocumento6 páginasPlanificación de la producción en ALPLAGL DavidAún no hay calificaciones
- ProgramaciónDocumento36 páginasProgramacióncarlos rodriguez bartoloAún no hay calificaciones
- UF1028 - Planificación del montaje y protocolo de pruebas en instalaciones frigorificasDe EverandUF1028 - Planificación del montaje y protocolo de pruebas en instalaciones frigorificasAún no hay calificaciones
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Calificación: 3.5 de 5 estrellas3.5/5 (2)
- Desarrollo de Software Ágil: Extreme Programming y ScrumDe EverandDesarrollo de Software Ágil: Extreme Programming y ScrumCalificación: 5 de 5 estrellas5/5 (1)
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- Antropología Del Primado de Los Deberes Sobre Los DerechosDocumento7 páginasAntropología Del Primado de Los Deberes Sobre Los DerechosByka OmAún no hay calificaciones
- Diapos Unit IIIDocumento52 páginasDiapos Unit IIIJoel Ever Turpo GarnicaAún no hay calificaciones
- Diapos Unit IVDocumento38 páginasDiapos Unit IVJoel Ever Turpo GarnicaAún no hay calificaciones
- Antropología Del Primado de Los Deberes Sobre Los DerechosDocumento7 páginasAntropología Del Primado de Los Deberes Sobre Los DerechosByka OmAún no hay calificaciones
- Unidad 2Documento70 páginasUnidad 2Joel Ever Turpo GarnicaAún no hay calificaciones
- Grupo 4 - Practica 7 SecuenciamientoDocumento9 páginasGrupo 4 - Practica 7 SecuenciamientoJoel Ever Turpo GarnicaAún no hay calificaciones
- S 1 - Representacion de ProcesosDocumento24 páginasS 1 - Representacion de ProcesosJoel Ever Turpo GarnicaAún no hay calificaciones
- ProductividadDocumento16 páginasProductividadJoel Ever Turpo GarnicaAún no hay calificaciones
- Cartas de Control - CODocumento29 páginasCartas de Control - COJoel Ever Turpo GarnicaAún no hay calificaciones
- Gestion Por Procesos - CODocumento57 páginasGestion Por Procesos - COJoel Ever Turpo GarnicaAún no hay calificaciones
- El JuicioDocumento27 páginasEl JuicioJoel Ever Turpo GarnicaAún no hay calificaciones
- Gestión por procesos vs funcional menos deDocumento52 páginasGestión por procesos vs funcional menos defiorellaAún no hay calificaciones
- Introducción al Sistema de Mejora de ProcesosDocumento19 páginasIntroducción al Sistema de Mejora de ProcesosJoel Ever Turpo GarnicaAún no hay calificaciones
- Logica 6 SILOGISMODocumento22 páginasLogica 6 SILOGISMONuria Quilla RomeroAún no hay calificaciones
- Cuadro de OrganigramaDocumento1 páginaCuadro de OrganigramaJoel Ever Turpo GarnicaAún no hay calificaciones
- Realismo filosófico: la existencia independiente de la realidadDocumento13 páginasRealismo filosófico: la existencia independiente de la realidadJoel Ever Turpo GarnicaAún no hay calificaciones
- 1 - Investigación y Sus CaracterísticasDocumento73 páginas1 - Investigación y Sus CaracterísticasJoel Ever Turpo GarnicaAún no hay calificaciones
- Comparacion Entre Racionalismo y EmpirismoDocumento3 páginasComparacion Entre Racionalismo y EmpirismoTomás Caeiro100% (1)
- Resumen Metodos de Evaluacion Con FormatosDocumento32 páginasResumen Metodos de Evaluacion Con FormatosDaniela ZegarraAún no hay calificaciones
- 3 Tarea.Documento7 páginas3 Tarea.NisseAlvaradoJimenezAún no hay calificaciones
- Ensayo de AdministracionDocumento4 páginasEnsayo de AdministracionMade MantillaAún no hay calificaciones
- Generación XYZDocumento39 páginasGeneración XYZJessica Montiel Algredo100% (1)
- La Pintura Como TerapiaDocumento2 páginasLa Pintura Como Terapiamagdilein loboAún no hay calificaciones
- Gestion Cultural Politicas Culturales y PDFDocumento8 páginasGestion Cultural Politicas Culturales y PDFCarola Vesely AvariaAún no hay calificaciones
- Educación y alienación del hombreDocumento15 páginasEducación y alienación del hombreGabriel SorianoAún no hay calificaciones
- Creatividad en Toma de Decisiones Octubre 2016Documento30 páginasCreatividad en Toma de Decisiones Octubre 2016Evelin Peña EspinozaAún no hay calificaciones
- defDICCIONARIO COMPETENCIAS-pezFrescoDocumento30 páginasdefDICCIONARIO COMPETENCIAS-pezFrescoIsabel Cristina Gonzalez CortesAún no hay calificaciones
- Tesis CortezaDocumento42 páginasTesis CortezaAna SoteldoAún no hay calificaciones
- Comunicacion PublicitariaDocumento28 páginasComunicacion PublicitariaManuel CortezAún no hay calificaciones
- Teoría humanista enDocumento4 páginasTeoría humanista enerik riveraAún no hay calificaciones
- Progresiones de Aprendizaje - Socioemocionales AAyCDocumento29 páginasProgresiones de Aprendizaje - Socioemocionales AAyCRosa MariaAún no hay calificaciones
- Manual de Funciones Coordinador de ProducciónDocumento10 páginasManual de Funciones Coordinador de Producciónkaren murilloAún no hay calificaciones
- Alineación - Curricular - Cultura Digital - II - 2024-ADocumento8 páginasAlineación - Curricular - Cultura Digital - II - 2024-AVíctor Alejandro Toledo SánchezAún no hay calificaciones
- Test de Cualidades EmprendedorasDocumento2 páginasTest de Cualidades EmprendedorasJesus David Parra100% (1)
- Competencias, creatividad, liderazgo e innovación gerencialDocumento4 páginasCompetencias, creatividad, liderazgo e innovación gerencialtania100% (1)
- Diseni PDFDocumento36 páginasDiseni PDFPa To N'CoAún no hay calificaciones
- A#15 ErtrDocumento41 páginasA#15 ErtrEnrique RamosAún no hay calificaciones
- Planeación Tecnologías e Interfaces de Computadoras Rev5 PDFDocumento31 páginasPlaneación Tecnologías e Interfaces de Computadoras Rev5 PDFLupita Valencia GracianAún no hay calificaciones
- Instrumento MADD 2023 (Oficial) FinalDocumento4 páginasInstrumento MADD 2023 (Oficial) FinalJUAN GUSTAVO VALVERDE PORTELLAAún no hay calificaciones
- Programa Necesidades Educativas EspecialesDocumento16 páginasPrograma Necesidades Educativas EspecialesElizabeth LopezAún no hay calificaciones
- Cuaderno de Bitácoras Del Semillero de Artística.Documento28 páginasCuaderno de Bitácoras Del Semillero de Artística.Verónica VélezAún no hay calificaciones
- TeatroTíteresPotencialidadesDocumento4 páginasTeatroTíteresPotencialidadesSamuel Aramis ManciaAún no hay calificaciones
- Normas CTG - MUNICIPALIZACIÓNDocumento24 páginasNormas CTG - MUNICIPALIZACIÓNGregoria GarciaAún no hay calificaciones
- Seminario Innovación UVDocumento17 páginasSeminario Innovación UVPaola GiordanoAún no hay calificaciones
- Pensamiento lateral y verticalDocumento9 páginasPensamiento lateral y verticalDark DaisukeAún no hay calificaciones
- FICHAs DESCRIPTIVA 2D LUPITA - 113141Documento4 páginasFICHAs DESCRIPTIVA 2D LUPITA - 113141lu1821Aún no hay calificaciones
- ALIENACIÓNDocumento11 páginasALIENACIÓNMiguel Angel RodriguezAún no hay calificaciones
- Formación de dramaturgos cubanosDocumento13 páginasFormación de dramaturgos cubanosJenny GalánAún no hay calificaciones