También podría gustarte
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- CAPÍTULO 15 y 16 RENDER - Programación A Corto Plazo y JITDocumento7 páginasCAPÍTULO 15 y 16 RENDER - Programación A Corto Plazo y JITNicolás Gho DelsavioAún no hay calificaciones
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- SecuenciacionDocumento73 páginasSecuenciacionLizeth A100% (1)
- Ado 1 - Módulo 5 - 2023 - 20Documento35 páginasAdo 1 - Módulo 5 - 2023 - 20Grecia PastorAún no hay calificaciones
- Programación de Producción Resumen 2Documento10 páginasProgramación de Producción Resumen 2Marcos SanabriaAún no hay calificaciones
- Programación a corto plazoDocumento9 páginasProgramación a corto plazoalfredoAún no hay calificaciones
- S-13 Programacion Asignacion CargasDocumento47 páginasS-13 Programacion Asignacion CargasHUGO HEIMY FUENTES LEONAún no hay calificaciones
- M1 1176561 Sánchez Martínez CésarDocumento4 páginasM1 1176561 Sánchez Martínez CésarCésar Sánchez MartínezAún no hay calificaciones
- Capítulo 6Documento4 páginasCapítulo 6Benjamin Lopez MartinezAún no hay calificaciones
- Programación A Corto PlazoDocumento19 páginasProgramación A Corto PlazoRogger Meza Vasquez50% (6)
- Conceptos de Programacion (23 25.09.2013)Documento30 páginasConceptos de Programacion (23 25.09.2013)Dibujo Técnico Ltc Copiapó100% (3)
- Unidad 08Documento23 páginasUnidad 08Cesar HuamaniAún no hay calificaciones
- Criterios para Eligir Un Metodo de ProgramacionDocumento6 páginasCriterios para Eligir Un Metodo de ProgramacionPaul CunoAún no hay calificaciones
- Transcripción de 6.2 Centros de Trabajo Programados Con Enfoque Al ProcesoDocumento3 páginasTranscripción de 6.2 Centros de Trabajo Programados Con Enfoque Al ProcesoDaniel Ordaz AlvarezAún no hay calificaciones
- ProgramaciónDocumento36 páginasProgramacióncarlos rodriguez bartoloAún no hay calificaciones
- Modulo 2Documento15 páginasModulo 2Lidia PimentelAún no hay calificaciones
- Programación A Corto PlazoDocumento14 páginasProgramación A Corto PlazoAscari AlonsoAún no hay calificaciones
- Importancia de La Programacion de Cargas AsignadasDocumento2 páginasImportancia de La Programacion de Cargas AsignadasVictoriaHernandezAún no hay calificaciones
- Programación de operaciones y métodos de asignaciónDocumento10 páginasProgramación de operaciones y métodos de asignaciónJaime Santisteban BancesAún no hay calificaciones
- Programación de Op.Documento15 páginasProgramación de Op.Anibal CabreraAún no hay calificaciones
- Programacion de OperacionesDocumento5 páginasProgramacion de Operacionesdiego7suazoAún no hay calificaciones
- U5 - Programación de OperacionesDocumento34 páginasU5 - Programación de OperacionesTato FloresAún no hay calificaciones
- mol602_s4_apunte2Documento10 páginasmol602_s4_apunte2quiroga.diego95Aún no hay calificaciones
- Guía Unidad 3 Administración de Operaciones IIDocumento14 páginasGuía Unidad 3 Administración de Operaciones IIYona HigurashiAún no hay calificaciones
- Programacion de Operaciones - Secuenciacion de TrabajosDocumento42 páginasProgramacion de Operaciones - Secuenciacion de TrabajosAlonso Carrasco Siancas67% (3)
- Programación en Instalaciones Con Enfoque en El ProcesoDocumento15 páginasProgramación en Instalaciones Con Enfoque en El ProcesoTec Carlos Javier Perez SantiagoAún no hay calificaciones
- Guía planeación operaciones corto plazoDocumento17 páginasGuía planeación operaciones corto plazoYona HigurashiAún no hay calificaciones
- Planeacion de La ProduccionDocumento3 páginasPlaneacion de La ProduccionYinet EsparzaAún no hay calificaciones
- Programacion de Las Operaciones - Sin Solucion de Ejercicios 2 ESTE ESTEDocumento21 páginasProgramacion de Las Operaciones - Sin Solucion de Ejercicios 2 ESTE ESTEJose David Macea FuentesAún no hay calificaciones
- Programacion A Corto PlazoDocumento14 páginasProgramacion A Corto PlazoAscari AlonsoAún no hay calificaciones
- Programacion de Operaciones PDFDocumento41 páginasProgramacion de Operaciones PDFJuan Fco Gonzalez Pinto50% (2)
- Plan de Produccion 8tavDocumento8 páginasPlan de Produccion 8tavEdward Segura AlcantaraAún no hay calificaciones
- Programacion de Operaciones en Procesos en Linea Métodos de AgotamientoDocumento9 páginasProgramacion de Operaciones en Procesos en Linea Métodos de AgotamientoCarlos QuirozAún no hay calificaciones
- Programacion de OperacionesDocumento3 páginasProgramacion de Operacionesimpresiones IMDRIAún no hay calificaciones
- ADMINISTRACION DE OP II-Planeación y Control de Piso de Taller en La ManufacturaDocumento5 páginasADMINISTRACION DE OP II-Planeación y Control de Piso de Taller en La ManufacturaMaria Laura SalazarAún no hay calificaciones
- Ejemplos GP2Documento8 páginasEjemplos GP2Lupita ChableAún no hay calificaciones
- Programación Del TallerDocumento22 páginasProgramación Del TallerJuliánAún no hay calificaciones
- Unidad III Programación de La ProducciónDocumento4 páginasUnidad III Programación de La ProducciónEli Caamal CastilloAún no hay calificaciones
- Plan Maestro de Producción.Documento6 páginasPlan Maestro de Producción.myloAún no hay calificaciones
- 13 Programación A Corto PlazoDocumento3 páginas13 Programación A Corto PlazoDeyni VillegasAún no hay calificaciones
- Programacion de OperacionesDocumento18 páginasProgramacion de Operacionespaulina Galvan :3Aún no hay calificaciones
- Control de producciónDocumento19 páginasControl de producciónRz JuanAún no hay calificaciones
- Administración de La Capacidad - ResumenDocumento2 páginasAdministración de La Capacidad - ResumenRobertoAún no hay calificaciones
- Reporte 7 Planeacion de Produccion.Documento7 páginasReporte 7 Planeacion de Produccion.Migue LeonardoAún no hay calificaciones
- Investigación Unidad IIDocumento20 páginasInvestigación Unidad IIkarenjeanett24Aún no hay calificaciones
- Programación Del MantenimientoDocumento5 páginasProgramación Del MantenimientoDarwin Meza RetamozoAún no hay calificaciones
- Control producciónDocumento4 páginasControl producciónEmma CruzAún no hay calificaciones
- 2.1 Programación Maestra de La ProduccionDocumento5 páginas2.1 Programación Maestra de La ProduccionLourdes Alfaro Chávez67% (3)
- UNIDAD 2 Produccion 2Documento21 páginasUNIDAD 2 Produccion 2juan ramon100% (1)
- Programación en La OrganizaciónDocumento15 páginasProgramación en La Organizaciónruzbhel pareja lanadoAún no hay calificaciones
- Capitulo 16 CHASEDocumento4 páginasCapitulo 16 CHASECristian LopezAún no hay calificaciones
- Pacientes en La Sala de Espera de Un Hospital. Heoth Katvolo/Getty Lmoges RFDocumento32 páginasPacientes en La Sala de Espera de Un Hospital. Heoth Katvolo/Getty Lmoges RFさかもと さくらAún no hay calificaciones
- TareaDocumento29 páginasTareaemmy paulinoAún no hay calificaciones
- Programacion Detallada de La Produccion DiapositivasDocumento48 páginasProgramacion Detallada de La Produccion DiapositivasJhonfre Merlano0% (1)
- Casos Prácticos Programación de OperacionesDocumento8 páginasCasos Prácticos Programación de OperacionesWily CumbalAún no hay calificaciones
- Tarea 8.1 Preguntas de AnalisisDocumento4 páginasTarea 8.1 Preguntas de AnalisisGina AvilaAún no hay calificaciones
- Novena PracticaDocumento10 páginasNovena PracticaJonAún no hay calificaciones
- S14.s2 - Material - Asignación de CargaDocumento46 páginasS14.s2 - Material - Asignación de CargaGREYSI ANYELA SUCLUPE FLORESAún no hay calificaciones
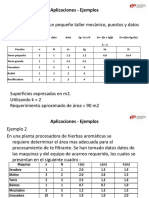
- EJERCICIOS GuerchetDocumento2 páginasEJERCICIOS GuerchetJohan La TorreAún no hay calificaciones
- J Paul - Mogollon Incacrops PDFDocumento36 páginasJ Paul - Mogollon Incacrops PDFpaul darioAún no hay calificaciones
- Pco 16406 - PC2 Lu - Mi 2020Documento1 páginaPco 16406 - PC2 Lu - Mi 2020fiorelaAún no hay calificaciones
- Planeación de Requerimiento de Materiale1 XXXXZZZDocumento21 páginasPlaneación de Requerimiento de Materiale1 XXXXZZZGabriela Del Pilar Hoyos SandovalAún no hay calificaciones
- Solucion Localizacion de PlantaDocumento7 páginasSolucion Localizacion de PlantafiorelaAún no hay calificaciones
- Pco 16406 - PC2 Lu - Mi 2020Documento1 páginaPco 16406 - PC2 Lu - Mi 2020fiorelaAún no hay calificaciones
- Ejercicios Semana 13 SolucionDocumento5 páginasEjercicios Semana 13 Solucionfiorela100% (1)
- S14.s1 - Resolver EjerciciosDocumento5 páginasS14.s1 - Resolver EjerciciosfiorelaAún no hay calificaciones
- S00.s1 - Material (1) PcoDocumento16 páginasS00.s1 - Material (1) PcofiorelaAún no hay calificaciones
- ALMACENAJE4Documento8 páginasALMACENAJE4fiorelaAún no hay calificaciones
- Benchmarking y Costo de CalidadDocumento13 páginasBenchmarking y Costo de Calidadfiorela100% (1)
- Aliaga Diane Proceso Productivo GalletasDocumento109 páginasAliaga Diane Proceso Productivo GalletasErik Plasencia PorrasAún no hay calificaciones
- Teorema de Bolzano PDFDocumento4 páginasTeorema de Bolzano PDFAlejandro yumpiriAún no hay calificaciones
- SIMATIC TemporizadoresDocumento17 páginasSIMATIC TemporizadoresFrank Ruiz MitteennAún no hay calificaciones
- Bitacora 5-Presupuesto - Informe Financiero GruposDocumento10 páginasBitacora 5-Presupuesto - Informe Financiero GruposJon LewisAún no hay calificaciones
- Recerradores 23 KVDocumento6 páginasRecerradores 23 KVRicardo CordobaAún no hay calificaciones
- Factura Juan Carlos RDocumento1 páginaFactura Juan Carlos RSamuelDussanAún no hay calificaciones
- Programacion Lineal EnteraDocumento43 páginasProgramacion Lineal Enteraedwin fernando joya duarteAún no hay calificaciones
- Investigacion 2 de Comercio AdministrativoDocumento5 páginasInvestigacion 2 de Comercio AdministrativomariaAún no hay calificaciones
- Códigos ConvolucionalesDocumento4 páginasCódigos ConvolucionalesČ Põmã KârîmAún no hay calificaciones
- UntitledDocumento40 páginasUntitledAlen CardozoAún no hay calificaciones
- Componentes y Niveles de Virtualización - Eq4 PDFDocumento16 páginasComponentes y Niveles de Virtualización - Eq4 PDFFatima CortesAún no hay calificaciones
- TEST DE AUTOEVALUACIÓN #7 (Chagua Ramon Anderson Aldair)Documento3 páginasTEST DE AUTOEVALUACIÓN #7 (Chagua Ramon Anderson Aldair)aldairAún no hay calificaciones
- Cordillera NegraDocumento3 páginasCordillera NegrabellejeuneAún no hay calificaciones
- Blockchain Smartcontracts y Arbitraje ODRDocumento45 páginasBlockchain Smartcontracts y Arbitraje ODRDiego e Rodríguez MurciaAún no hay calificaciones
- Proyecto 4 Primer GradoDocumento70 páginasProyecto 4 Primer GradoFireXXXAún no hay calificaciones
- CNC ManualDocumento111 páginasCNC ManualJorge RomeroAún no hay calificaciones
- 2020 - 1taller - FisicoEnlaceDocumento13 páginas2020 - 1taller - FisicoEnlaceDarwilton Herrera PerezAún no hay calificaciones
- Linea y DispositivosDocumento42 páginasLinea y DispositivosLlencis ColónAún no hay calificaciones
- CHILLER DaikinDocumento67 páginasCHILLER Daikincesar100% (1)
- Criterios para intervención cascos históricosDocumento21 páginasCriterios para intervención cascos históricosElvis Cutipa ChávezAún no hay calificaciones
- Estructura Curricular Por Año de Formación Procesos Mineros PDFDocumento1 páginaEstructura Curricular Por Año de Formación Procesos Mineros PDFCarlos RodriguezAún no hay calificaciones
- 56-Article Text-539-1-10-20191028Documento16 páginas56-Article Text-539-1-10-20191028Darcy Huamán GonzalesAún no hay calificaciones
- AyDOO-GRADY BOOCHDocumento24 páginasAyDOO-GRADY BOOCHoverhousesAún no hay calificaciones
- Metodología Six Sigma DMAIC principios LeanDocumento14 páginasMetodología Six Sigma DMAIC principios Leanzim1992Aún no hay calificaciones
- Valor Agregado (OFV)Documento4 páginasValor Agregado (OFV)Francisco LaraAún no hay calificaciones
- ManualDocumento30 páginasManualdaquila2757Aún no hay calificaciones
- Modulo Introduccion Al Sonido en Vivo PDFDocumento120 páginasModulo Introduccion Al Sonido en Vivo PDFFabian Andres GonzalezAún no hay calificaciones
- Aportes Didácticos para El Trabajo Con La Calculadora en Los Tres Ciclos de La EgbDocumento29 páginasAportes Didácticos para El Trabajo Con La Calculadora en Los Tres Ciclos de La Egbprof_elia@Aún no hay calificaciones
- Informe de Procesador TextoDocumento11 páginasInforme de Procesador TextoCarolina CaceresAún no hay calificaciones
- Prácticas Probadas de IBM Cognos IBM Cognos 8 Como Fuente de Datos para TransformerDocumento20 páginasPrácticas Probadas de IBM Cognos IBM Cognos 8 Como Fuente de Datos para TransformerRoberto BenitezAún no hay calificaciones
- Guia de Instalacion de Anaconda (Python)Documento10 páginasGuia de Instalacion de Anaconda (Python)Jaime LuqueAún no hay calificaciones