También podría gustarte
- Estudio del comportamiento del chorro diésel en campo próximoDe EverandEstudio del comportamiento del chorro diésel en campo próximoAún no hay calificaciones
- E-0020-4300-PRO-PHL-001 RevBDocumento17 páginasE-0020-4300-PRO-PHL-001 RevBnadiamodestarubioAún no hay calificaciones
- Bombas SumideroDocumento12 páginasBombas SumideroFrancisco Javier Hidalgo Olivares100% (1)
- Memoria PulpaDocumento12 páginasMemoria PulpaFrancisco Javier Hidalgo OlivaresAún no hay calificaciones
- LP012085B 0370 0462 Cal 00001Documento13 páginasLP012085B 0370 0462 Cal 00001Jhon Gironda ZAún no hay calificaciones
- Memoria DescriptivaDocumento32 páginasMemoria DescriptivaDeveral PeruAún no hay calificaciones
- EETT Desconectador Aereo 4501922089-5300-ESPEL-00012Documento16 páginasEETT Desconectador Aereo 4501922089-5300-ESPEL-00012Ignacio IAAún no hay calificaciones
- A4hv PP 07 LN 250 Cal 011 - 0Documento13 páginasA4hv PP 07 LN 250 Cal 011 - 0Raúl Cahuana MamaniAún no hay calificaciones
- 4600022647-00000-INFGE-00001 - (Rev. R) - (v4.0 - CURRENT) - (Main Content)Documento20 páginas4600022647-00000-INFGE-00001 - (Rev. R) - (v4.0 - CURRENT) - (Main Content)Sergio Ibáñez MonaresAún no hay calificaciones
- Informe HSE Sandra Medina, 08 Al 14 Noviembre de 2021Documento22 páginasInforme HSE Sandra Medina, 08 Al 14 Noviembre de 2021luisaliriohernandezAún no hay calificaciones
- Dp18i003 F3 Tna DMH Infel01 3110 0002 BDocumento41 páginasDp18i003 F3 Tna DMH Infel01 3110 0002 BCesar Antonio Pareja VasquezAún no hay calificaciones
- S-TAL-FRP-GEN-QUA-PRD-0008: Procedimiento de Torqueo de PernosDocumento14 páginasS-TAL-FRP-GEN-QUA-PRD-0008: Procedimiento de Torqueo de PernosTalara ConectadoAún no hay calificaciones
- Procedimiento Operación de Levante y Arrastre Rev 2020-1Documento41 páginasProcedimiento Operación de Levante y Arrastre Rev 2020-1MariaPazUrrutiaCAún no hay calificaciones
- GI08502003-100-07-MD-001 - 0 Resum Ejec CivilDocumento18 páginasGI08502003-100-07-MD-001 - 0 Resum Ejec CivilJavier PachariAún no hay calificaciones
- PWRL 103 ELE CAL 017 B0 Cálculo Alumbrado ExteriorDocumento50 páginasPWRL 103 ELE CAL 017 B0 Cálculo Alumbrado Exterioryaleidy perezAún no hay calificaciones
- Rev. PHTP-MO-4E12-26-105 RA1Documento44 páginasRev. PHTP-MO-4E12-26-105 RA1diegoAún no hay calificaciones
- Reporte EM (Sem 41 Del 05 Al 11-10-20) Petrolera SinovensaDocumento1 páginaReporte EM (Sem 41 Del 05 Al 11-10-20) Petrolera SinovensaJosé ChiriAún no hay calificaciones
- Revisión No. Fecha Nombre y Firma Del Emisor (Contratista) Nombre y Firma Del Revisor/Aprobador (Contratista) PáginasDocumento53 páginasRevisión No. Fecha Nombre y Firma Del Emisor (Contratista) Nombre y Firma Del Revisor/Aprobador (Contratista) PáginasAlejandro BrodersAún no hay calificaciones
- 208910-PWRL-103-ELE-CAL-012-B0 Cargabilidad CT S y PT SDocumento21 páginas208910-PWRL-103-ELE-CAL-012-B0 Cargabilidad CT S y PT Syaleidy perezAún no hay calificaciones
- L2 Refuerzo SER L2 EETT Subestaciones de RectificaciónDocumento119 páginasL2 Refuerzo SER L2 EETT Subestaciones de RectificaciónMauro Abssalon Saire VallejosAún no hay calificaciones
- Patct Da 299300 10 PC 001 - R0Documento18 páginasPatct Da 299300 10 PC 001 - R0WaldomiroCanoAún no hay calificaciones
- Base de DiseñoDocumento23 páginasBase de DiseñoPablo GuzmanAún no hay calificaciones
- IT-187GP0030A-000-08-001 - 0 Informe General de Todo Los EquiposDocumento29 páginasIT-187GP0030A-000-08-001 - 0 Informe General de Todo Los EquiposAntonio YamAún no hay calificaciones
- Especif Tecnica Celdas de FlotaciónDocumento19 páginasEspecif Tecnica Celdas de Flotacióndavih007Aún no hay calificaciones
- Ecp Ull 17060 GDT Id02 0 Gen CD 501 1Documento17 páginasEcp Ull 17060 GDT Id02 0 Gen CD 501 1michelyAún no hay calificaciones
- MQ13 600 Te 5830 Me5502Documento11 páginasMQ13 600 Te 5830 Me5502Alejandro BrodersAún no hay calificaciones
- EETT Ducto Barra MT 4501922089-5300-ESPEL-00010Documento15 páginasEETT Ducto Barra MT 4501922089-5300-ESPEL-00010Ignacio IAAún no hay calificaciones
- Mbdp05 0000 Pem Ist 003 - C Anexo C Matriz de Pruebas, Protocolos y ProcedimientosDocumento64 páginasMbdp05 0000 Pem Ist 003 - C Anexo C Matriz de Pruebas, Protocolos y ProcedimientosClaudio Nicolas Pizarro Espinoza100% (1)
- Mbdp05-0000-Pem-Ist-010 - 0-Anexo J - Plan Com - Instructivos de Caminatas y Punch ListDocumento13 páginasMbdp05-0000-Pem-Ist-010 - 0-Anexo J - Plan Com - Instructivos de Caminatas y Punch ListClaudio Nicolas Pizarro EspinozaAún no hay calificaciones
- MQ13 600 SH 5830 Ga0501 - 0Documento4 páginasMQ13 600 SH 5830 Ga0501 - 0Alejandro BrodersAún no hay calificaciones
- 0Documento35 páginas0Doris AlarcónAún no hay calificaciones
- 4400257860-I1-222452-Hddme-00004 (Resp)Documento17 páginas4400257860-I1-222452-Hddme-00004 (Resp)Juan GudiñoAún no hay calificaciones
- Precom Pt#3 - scb3 JGFDocumento61 páginasPrecom Pt#3 - scb3 JGFJuan Alberto Giglio FernándezAún no hay calificaciones
- 184 I1913 000 49 in 0002 - BDocumento33 páginas184 I1913 000 49 in 0002 - BFranciscoAún no hay calificaciones
- Et 5005 711 08 753 - 2Documento20 páginasEt 5005 711 08 753 - 2Pablo SandovalAún no hay calificaciones
- 4400257860-F1-222452-Hddme-00006 (Resp)Documento103 páginas4400257860-F1-222452-Hddme-00006 (Resp)Juan GudiñoAún no hay calificaciones
- A4hv PP 07 LN 265 Cal 001 - 0Documento26 páginasA4hv PP 07 LN 265 Cal 001 - 0Raúl Cahuana MamaniAún no hay calificaciones
- N11DM43 I2 Ame 66100 Espge02 6860 004Documento22 páginasN11DM43 I2 Ame 66100 Espge02 6860 004Cristián GonzálezAún no hay calificaciones
- WP 5600 Mdcsa 00001Documento10 páginasWP 5600 Mdcsa 00001Jaime RiveraAún no hay calificaciones
- Plan de Contingencia / Emergencia en ObraDocumento20 páginasPlan de Contingencia / Emergencia en ObraAlvaro GutierrezAún no hay calificaciones
- PucamarcaDocumento37 páginasPucamarcaLuis Cajusol YupanquiAún no hay calificaciones
- Especif - Valvulas de Seguridad y Alivio Mayo 2018 Rev1Documento37 páginasEspecif - Valvulas de Seguridad y Alivio Mayo 2018 Rev1Thoymir Jose Vivas Lopez0% (1)
- Especificaciones TécnicasDocumento160 páginasEspecificaciones TécnicasFrancisco SánchezAún no hay calificaciones
- Puente Arroyo MermejaDocumento28 páginasPuente Arroyo MermejaGaby Chunque OcañaAún no hay calificaciones
- Nge MC PT Ib Mec Esp 004 R0Documento23 páginasNge MC PT Ib Mec Esp 004 R0Olman OñateAún no hay calificaciones
- 0010-PR-G-702 - 0 - F - Apb - Energi Peli LOTODocumento73 páginas0010-PR-G-702 - 0 - F - Apb - Energi Peli LOTOCésar LópezAún no hay calificaciones
- 07 Alimentador 2-63421Documento118 páginas07 Alimentador 2-63421francisco esquivel montenegroAún no hay calificaciones
- 1020006-AB-0000-00-INF-002-Informe Final Topografía U.O. VEGUETADocumento26 páginas1020006-AB-0000-00-INF-002-Informe Final Topografía U.O. VEGUETAManuel Gutierrez AguilarAún no hay calificaciones
- E0021-EE-CI-SA-PV-0008 Rev4 v03 CIm CCTVSDocumento17 páginasE0021-EE-CI-SA-PV-0008 Rev4 v03 CIm CCTVSsalozuraAún no hay calificaciones
- Anexo D Estructura de MDDocumento43 páginasAnexo D Estructura de MDKathia Espinoza Rojas0% (1)
- PLO8-510-DB-X-021 Vol. 01 - 0 Data Book de Control de CalidadDocumento218 páginasPLO8-510-DB-X-021 Vol. 01 - 0 Data Book de Control de CalidadCristian Xavier Avendaño BelloAún no hay calificaciones
- 2431039C Alc14 001 - 3 002Documento10 páginas2431039C Alc14 001 - 3 002TonyRiverosBecerraAún no hay calificaciones
- Et 5005 711 08 754 - 1Documento28 páginasEt 5005 711 08 754 - 1Pablo SandovalAún no hay calificaciones
- Tisur 814 048 SPC 00001 - 01 PDFDocumento56 páginasTisur 814 048 SPC 00001 - 01 PDFKelly Perez LopezAún no hay calificaciones
- MQ13-203-SK-2610-EE702 Rev.1 - EAWDocumento21 páginasMQ13-203-SK-2610-EE702 Rev.1 - EAWCarlos Zevallos VeraAún no hay calificaciones
- 1080 AY 6 OBCM600 PEAPAM HIDRA InformeSUM DES. (r01)Documento34 páginas1080 AY 6 OBCM600 PEAPAM HIDRA InformeSUM DES. (r01)Carlos Andres Nieto RojasAún no hay calificaciones
- 4-V4-2640-Cl-Tre-000056 - 2 Soporte Rca-Cantera OesteDocumento166 páginas4-V4-2640-Cl-Tre-000056 - 2 Soporte Rca-Cantera Oestematias.aguilarAún no hay calificaciones
- PLO8-510-OP-C-030 - 0 Preparacion y Aplicacion Recu. MetalDocumento20 páginasPLO8-510-OP-C-030 - 0 Preparacion y Aplicacion Recu. MetalCristian Xavier Avendaño BelloAún no hay calificaciones
- A4hv PP 07 LN 250 Cal 001 - 0Documento15 páginasA4hv PP 07 LN 250 Cal 001 - 0Raúl Cahuana MamaniAún no hay calificaciones
- Facest 2013 Rep Fac 2020 RBDocumento7 páginasFacest 2013 Rep Fac 2020 RBAdolfolui TRAún no hay calificaciones
- Razón Social / Nombres y Apellidos:: Total PlazoDocumento1 páginaRazón Social / Nombres y Apellidos:: Total PlazoSara GallardoAún no hay calificaciones
- Examen Parcial No 1Documento5 páginasExamen Parcial No 1Johan OyoqueAún no hay calificaciones
- UNILEVERDocumento10 páginasUNILEVERCaterinAún no hay calificaciones
- Act Apreen2 GALM5Documento5 páginasAct Apreen2 GALM5GABRIEL ALEXANDRY LUNA MORALES100% (2)
- Dia Po Cif Reales Aplicados VariacioDocumento28 páginasDia Po Cif Reales Aplicados Variaciojoseantonio molina guevaraAún no hay calificaciones
- Costos Conceptos GeneralesDocumento36 páginasCostos Conceptos Generalesjorge luis toro moraAún no hay calificaciones
- Anuario 2020 Aeade 1Documento164 páginasAnuario 2020 Aeade 1Andres BermeoAún no hay calificaciones
- Trabajo Sem. N°6 - Proy.24 Años - Grupo N°6 - 28.05.21Documento25 páginasTrabajo Sem. N°6 - Proy.24 Años - Grupo N°6 - 28.05.21Victor Villegas AguirreAún no hay calificaciones
- Hoja de Deficiencias CIDocumento5 páginasHoja de Deficiencias CISandra ChoqueAún no hay calificaciones
- Industrializacion Contemporánea de Venezuela (1936-2000)Documento211 páginasIndustrializacion Contemporánea de Venezuela (1936-2000)Gerardo LucasAún no hay calificaciones
- Calificacion de Personal - VenezuelaDocumento44 páginasCalificacion de Personal - VenezuelamarisolAún no hay calificaciones
- Contabilidad de Costos AvanzadaDocumento32 páginasContabilidad de Costos AvanzadaJose RiveraAún no hay calificaciones
- Sport Obermeyer LTDDocumento21 páginasSport Obermeyer LTDMaximiliano BeckermanAún no hay calificaciones
- Descripción de Procedimientos SAN SEBASTIANDocumento5 páginasDescripción de Procedimientos SAN SEBASTIANKarol Eliana BURBANO BASTIDASAún no hay calificaciones
- Tarea 2 AmilkarPerezDocumento51 páginasTarea 2 AmilkarPerezGrupocontabilidad Nivel CentralAún no hay calificaciones
- S6 Costos y PresupuestosDocumento2 páginasS6 Costos y PresupuestosRoberto Alonso Rivera CarlettoAún no hay calificaciones
- Presentacion Delkor, THK y Filter PressDocumento35 páginasPresentacion Delkor, THK y Filter PressENRIQUE JOSÉ OSORIO CHIUYAREAún no hay calificaciones
- Formato para EjerciciosDocumento11 páginasFormato para EjerciciosDavid MoralesAún no hay calificaciones
- Zonificación Preventiva de Los Usos Del Suelo en La Ciudad de San Fernando Del Valle de CatamarcaDocumento27 páginasZonificación Preventiva de Los Usos Del Suelo en La Ciudad de San Fernando Del Valle de CatamarcaFernando David MirandaAún no hay calificaciones
- I. Servicios A BordoDocumento33 páginasI. Servicios A BordoDaniel Cisneros100% (1)
- PIS 7 - FinalDocumento54 páginasPIS 7 - FinalCoraima MarriottAún no hay calificaciones
- Ficha RucDocumento2 páginasFicha Ruclourdesirma26Aún no hay calificaciones
- Semana 7 Planeamiento de MinadoDocumento38 páginasSemana 7 Planeamiento de Minadoalberto0% (1)
- 10 ECOMMERCE. BibliografiaDocumento3 páginas10 ECOMMERCE. BibliografiaRomina AbregoAún no hay calificaciones
- Vsip - Info Base de Datos Empresas Aereas PDF FreeDocumento10 páginasVsip - Info Base de Datos Empresas Aereas PDF Freedatos baseAún no hay calificaciones
- Indicadores de Gestión en Mantenimiento PDFDocumento3 páginasIndicadores de Gestión en Mantenimiento PDFJavier Eduardo Gutierrez SerrqnoAún no hay calificaciones
- 2 Trabajo de ContabilidadDocumento3 páginas2 Trabajo de ContabilidadviliAún no hay calificaciones
- Ejemplo Ficha de ProcesoDocumento63 páginasEjemplo Ficha de ProcesoDannae AlcántaraAún no hay calificaciones
- Ficha Ruc EdeDocumento2 páginasFicha Ruc EdeYu ArAún no hay calificaciones
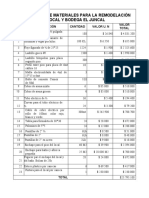
- Cotización Remodelación Local y Bodega El JuncalDocumento2 páginasCotización Remodelación Local y Bodega El Juncalshirley C.BAún no hay calificaciones