También podría gustarte
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraDe EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraAún no hay calificaciones
- Lavado y colmatado de tapones de corcho. MAMA0109De EverandLavado y colmatado de tapones de corcho. MAMA0109Aún no hay calificaciones
- Efluentes Del ProcesoDocumento16 páginasEfluentes Del ProcesoYanina Aliaga NuñezAún no hay calificaciones
- Proceso elaboración harina y aceite pescadoDocumento7 páginasProceso elaboración harina y aceite pescadoJack CaceresAún no hay calificaciones
- Informe de Proceso y Productividad (Exalmar)Documento34 páginasInforme de Proceso y Productividad (Exalmar)Arturo VTAún no hay calificaciones
- 1era Practica - Maq.Documento34 páginas1era Practica - Maq.Yobana TolentinoAún no hay calificaciones
- Copeinca Diapositiva 1Documento26 páginasCopeinca Diapositiva 1williamsAún no hay calificaciones
- Obtención de harina y aceite de pescadoDocumento12 páginasObtención de harina y aceite de pescadonelsonramz100% (2)
- Sistema de descarga de materia prima pesqueraDocumento10 páginasSistema de descarga de materia prima pesqueraHilda Del Pilar Cuba BordaAún no hay calificaciones
- Descripcion Del Proceso de Produccion de Harina y Aceite de PescadoDocumento6 páginasDescripcion Del Proceso de Produccion de Harina y Aceite de PescadoPercy OrtizAún no hay calificaciones
- Proceso Fabricación de Harina y Aceite de Pescado.Documento21 páginasProceso Fabricación de Harina y Aceite de Pescado.Alcohuallo100% (1)
- Procesos Industriales OrganicosDocumento16 páginasProcesos Industriales OrganicosJhon León CruzadoAún no hay calificaciones
- Procesos IndustrialesDocumento16 páginasProcesos IndustrialesNicole Ashly Paredes RuizAún no hay calificaciones
- Descarga de Harina Pescado1Documento52 páginasDescarga de Harina Pescado1MANTHONY_PEAún no hay calificaciones
- Proyecto - MaracuyaDocumento22 páginasProyecto - Maracuyacecilia suncion panta0% (1)
- Proceso de Producción de La Harina de PescadoDocumento12 páginasProceso de Producción de La Harina de PescadoDavidVillegasAún no hay calificaciones
- Diagrama de Flugo de La Harina de PescadoDocumento7 páginasDiagrama de Flugo de La Harina de PescadoErick Michael GarciaAún no hay calificaciones
- Diagrama Flujograma de Harinas EspecialesDocumento9 páginasDiagrama Flujograma de Harinas EspecialesFiorela Nieto QuilcoAún no hay calificaciones
- PesqueraDocumento4 páginasPesqueraLISBETH IBARRA GUEVARAAún no hay calificaciones
- Haccp - Diagrama de FlujoDocumento7 páginasHaccp - Diagrama de FlujochuchomoriAún no hay calificaciones
- Pesquera Diamante SDocumento8 páginasPesquera Diamante Sanon_826063533Aún no hay calificaciones
- Hola Aaaaaaaaaflujo de Proceso de Harina de Pescado: ChataDocumento12 páginasHola Aaaaaaaaaflujo de Proceso de Harina de Pescado: ChataJesus LfAún no hay calificaciones
- Produccion de Harina y Aceite de PescadoDocumento68 páginasProduccion de Harina y Aceite de PescadoANGIE MARICIELO CARDENAS GONZALEZ100% (1)
- Impacto Ambiental Pesquera HillaryDocumento12 páginasImpacto Ambiental Pesquera HillaryCesar Chu Acevedo100% (1)
- Memoria Descrptiva Innovacion Tecnologica FinalDocumento26 páginasMemoria Descrptiva Innovacion Tecnologica FinalMori B J. EnriqueAún no hay calificaciones
- Harina y Aceite de PescadoDocumento7 páginasHarina y Aceite de PescadoKatherineAlexandraFernandezValdiviaAún no hay calificaciones
- La producción de harina de pescado en PerúDocumento7 páginasLa producción de harina de pescado en PerúVan HohenheimAún no hay calificaciones
- Diagrama de Flujo de La Produccion de Arina de Pscado y AceiteDocumento3 páginasDiagrama de Flujo de La Produccion de Arina de Pscado y AceiteMark AcostaAún no hay calificaciones
- Deshidratación de Crudo Pesado (Proceso)Documento11 páginasDeshidratación de Crudo Pesado (Proceso)Gaby HernándezAún no hay calificaciones
- Presentacion Primer AzanceDocumento18 páginasPresentacion Primer AzancePercy OrtizAún no hay calificaciones
- 02 Memoria Descriptiva Del Proceso IndustrialDocumento33 páginas02 Memoria Descriptiva Del Proceso IndustrialMori B J. EnriqueAún no hay calificaciones
- Procesamiento de Harina de PotaDocumento6 páginasProcesamiento de Harina de PotaAndrea Valdivia MAún no hay calificaciones
- Harina de PescadoDocumento13 páginasHarina de PescadoGenrry Junior Echevarria Sanchez100% (1)
- CITATION Chu16 /L 10250Documento6 páginasCITATION Chu16 /L 10250laydiAún no hay calificaciones
- MAQUINARIA PRESENTar - IUMPRIMIR PDFDocumento13 páginasMAQUINARIA PRESENTar - IUMPRIMIR PDFSara Haydde Jimenez AbadAún no hay calificaciones
- Memoria Descriptiva de Tratamiento de Efluentes 2014Documento18 páginasMemoria Descriptiva de Tratamiento de Efluentes 2014Deivi Vàsquez PAún no hay calificaciones
- Industria de La Harina y Aceite de PescadoDocumento28 páginasIndustria de La Harina y Aceite de Pescadoluis antonio criollo riveraAún no hay calificaciones
- Ipq (Pesquera Diamante) (Informe)Documento12 páginasIpq (Pesquera Diamante) (Informe)Luis Antony Lorenzo GonzalesAún no hay calificaciones
- Proyecto de Investigacion Harina de PescadoDocumento9 páginasProyecto de Investigacion Harina de PescadoJulie HuffAún no hay calificaciones
- Manual de Operacion de Los Generadores de VaporDocumento44 páginasManual de Operacion de Los Generadores de VaporLeo OjedaAún no hay calificaciones
- Purga de Lodos Del ClarificadorDocumento4 páginasPurga de Lodos Del Clarificadoroscarivan2100% (1)
- Doe Inpesco-Grupo N°1Documento22 páginasDoe Inpesco-Grupo N°1Guzmán Terrones JoséAún no hay calificaciones
- 04 - Pesqueria Diamante 1Documento15 páginas04 - Pesqueria Diamante 1data661100% (5)
- Descripción General Del Proceso de Elaboración de Harina de PescadoDocumento10 páginasDescripción General Del Proceso de Elaboración de Harina de PescadoFabiaham BrionesAún no hay calificaciones
- PTAR FrigocentroDocumento19 páginasPTAR Frigocentrofabio puentesAún no hay calificaciones
- Proceso para Obtencion de Aceite de PescadoDocumento8 páginasProceso para Obtencion de Aceite de PescadoGianina F OrtizAún no hay calificaciones
- Diagrama de Bloques Del Proceso Del Agua de Bombeo de Unaplanta de Harina de PescadoDocumento10 páginasDiagrama de Bloques Del Proceso Del Agua de Bombeo de Unaplanta de Harina de PescadoDaymer Lionel100% (1)
- INFORME de VISITA Ala Empresa DiamanteDocumento6 páginasINFORME de VISITA Ala Empresa DiamanteAndrés AmoresAún no hay calificaciones
- Ibforme de TacnaDocumento8 páginasIbforme de TacnaJoseMinayaRuizAún no hay calificaciones
- Aceite y Harina de PescadoDocumento7 páginasAceite y Harina de PescadoSandraALunarejoAún no hay calificaciones
- Presentación Futuro Sostenible Ilustrado VerdeDocumento18 páginasPresentación Futuro Sostenible Ilustrado VerdeMiguel Alejandro Deaza NiñoAún no hay calificaciones
- INFORME de VISITA Ala Empresa DiamanteDocumento6 páginasINFORME de VISITA Ala Empresa DiamanteDavid Osorio Carrillo100% (1)
- Proceso de HarinaDocumento6 páginasProceso de HarinaAlex valdezAún no hay calificaciones
- Proceso elaboración harina aceite pescadoDocumento18 páginasProceso elaboración harina aceite pescadoCarlos Gamarra75% (8)
- Pileta APIDocumento12 páginasPileta APIJohan Vera100% (1)
- Balance de Energia en Equipos TermicosDocumento55 páginasBalance de Energia en Equipos TermicosSooths 34Aún no hay calificaciones
- Tecnologia de EfluentesDocumento31 páginasTecnologia de EfluentesKarina BlancoAún no hay calificaciones
- Familiarizacion Sala de MaquinasDocumento35 páginasFamiliarizacion Sala de MaquinassathopaAún no hay calificaciones
- Mi Primer Pecera Todo lo que Necesitas Saber para Iniciarte en el Cuidado de los PecesDe EverandMi Primer Pecera Todo lo que Necesitas Saber para Iniciarte en el Cuidado de los PecesAún no hay calificaciones
- Fabricación de tapones aglomerados. MAMA0109De EverandFabricación de tapones aglomerados. MAMA0109Aún no hay calificaciones
- DESCRIPCIÓN DE Aguas ResidualesDocumento12 páginasDESCRIPCIÓN DE Aguas ResidualesPercy OrtizAún no hay calificaciones
- Ejercicios Seleccion InversionesDocumento6 páginasEjercicios Seleccion InversionesErika Resurreccion SolorzanoAún no hay calificaciones
- Presentacion Primer AVANSE CORREGIDO 2Documento33 páginasPresentacion Primer AVANSE CORREGIDO 2Percy OrtizAún no hay calificaciones
- Trabajo Proyecto Jueves - RecortadoDocumento16 páginasTrabajo Proyecto Jueves - RecortadoPercy OrtizAún no hay calificaciones
- Memoria DescriptivaDocumento2 páginasMemoria DescriptivaPercy OrtizAún no hay calificaciones
- Plan de Contingencia PelayoDocumento36 páginasPlan de Contingencia PelayoGiancarlos Pacherrez PerezAún no hay calificaciones
- Desarrollo Trabajo IiDocumento51 páginasDesarrollo Trabajo IiPercy OrtizAún no hay calificaciones
- Presentacion Primer AzanceDocumento18 páginasPresentacion Primer AzancePercy OrtizAún no hay calificaciones
- Plan de Mejora de Comunicación TresDocumento6 páginasPlan de Mejora de Comunicación TresPercy OrtizAún no hay calificaciones
- Session 04Documento9 páginasSession 04Percy OrtizAún no hay calificaciones
- Plan de Contingencia-AgricolaDocumento22 páginasPlan de Contingencia-AgricolaPercy OrtizAún no hay calificaciones
- DIAGRAMA DE ACTIVIDADES DEL PROCESO UltimoDocumento5 páginasDIAGRAMA DE ACTIVIDADES DEL PROCESO UltimoPercy OrtizAún no hay calificaciones
- Introducción A La Cadena de SuministrosDocumento9 páginasIntroducción A La Cadena de SuministrosPercy OrtizAún no hay calificaciones
- Session 02Documento9 páginasSession 02Percy OrtizAún no hay calificaciones
- Cadena de Suministro - Servicio Al ClienteDocumento8 páginasCadena de Suministro - Servicio Al ClientePercy OrtizAún no hay calificaciones
- ACTADocumento1 páginaACTAPercy OrtizAún no hay calificaciones
- Manual SST Tawa S.ADocumento39 páginasManual SST Tawa S.APercy OrtizAún no hay calificaciones
- Dispersol 385 - Hoja de SeguridadDocumento4 páginasDispersol 385 - Hoja de SeguridadPercy OrtizAún no hay calificaciones
- Política Integrada de Seguridad, Salud Ocupacional y Gestion Amb.Documento1 páginaPolítica Integrada de Seguridad, Salud Ocupacional y Gestion Amb.Percy OrtizAún no hay calificaciones
- Validacion Juicio de Expertos-1Documento4 páginasValidacion Juicio de Expertos-1Percy OrtizAún no hay calificaciones
- Taller Primer CorteDocumento2 páginasTaller Primer CorteYONIER FELIPE BARRERA FIGUEROAAún no hay calificaciones
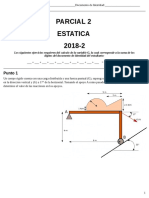
- Parcial 2 EstaticaDocumento4 páginasParcial 2 EstaticajhonatanAún no hay calificaciones
- Multiplicación escalar vectorDocumento66 páginasMultiplicación escalar vectorJhonatan Jordy RIVERA COLQUIAún no hay calificaciones
- Mantenimiento Preventivo de Salas Electricas Rev. 02Documento2 páginasMantenimiento Preventivo de Salas Electricas Rev. 02Supervisor sstAún no hay calificaciones
- Integrales triples sobre regionesDocumento13 páginasIntegrales triples sobre regionesDemiam Strike ChernoluAún no hay calificaciones
- Planes de Estudios de La Universidad Autónoma de Santo DomingoDocumento5 páginasPlanes de Estudios de La Universidad Autónoma de Santo DomingoarisleydaestrellareyesAún no hay calificaciones
- Antología Física IiDocumento67 páginasAntología Física IiMariana CalvilloAún no hay calificaciones
- Comportamiento de una lámpara fluorescente con CADocumento27 páginasComportamiento de una lámpara fluorescente con CArosa sabchez pachecoAún no hay calificaciones
- UNIVERSIDAD AUTONOMA Univ Silvia Rodriguez Practica 3Documento9 páginasUNIVERSIDAD AUTONOMA Univ Silvia Rodriguez Practica 3Belen Rodriguez MarcaAún no hay calificaciones
- Escuela Politécnica de Chimborazo analiza la evolución de los métodos numéricosDocumento2 páginasEscuela Politécnica de Chimborazo analiza la evolución de los métodos numéricoscarlos moreiraAún no hay calificaciones
- Avance 6Documento5 páginasAvance 6Sara Gonzales0% (1)
- Ecuaciones y inecuaciones de la Unidad 3 de MatemáticaDocumento8 páginasEcuaciones y inecuaciones de la Unidad 3 de Matemáticaisaias aguirreAún no hay calificaciones
- CUANTÍASDocumento4 páginasCUANTÍASJesús David Márquez MontejoAún no hay calificaciones
- Escuelas Psicológicas: Estructuralismo y FuncionalismoDocumento8 páginasEscuelas Psicológicas: Estructuralismo y FuncionalismoShirley YamilethAún no hay calificaciones
- Examen Final - Semana 8 - CB - PRIMER BLOQUE-FLUIDOS Y TERMODINAMICA 2 IntentoDocumento4 páginasExamen Final - Semana 8 - CB - PRIMER BLOQUE-FLUIDOS Y TERMODINAMICA 2 IntentoDaniel Baena RodriguezAún no hay calificaciones
- Lab 3Documento6 páginasLab 3Franz Yeison Gamboa PadillaAún no hay calificaciones
- Prácticas laboratorio ondas mecánicasDocumento5 páginasPrácticas laboratorio ondas mecánicasArteezy VargayaAún no hay calificaciones
- Laboratorio de Circuitos Eléctricos I Nº6Documento12 páginasLaboratorio de Circuitos Eléctricos I Nº6DIEGO EDUARDO UMAYASI CONDORIAún no hay calificaciones
- Separata 4Documento7 páginasSeparata 4Sergio RMAún no hay calificaciones
- Word ExpoDocumento11 páginasWord ExpoNely Gomez CuchalloAún no hay calificaciones
- Clase Semana 2 - FTTDocumento121 páginasClase Semana 2 - FTTAna julia Ticlavilca CandiaAún no hay calificaciones
- Maquinas SimplesDocumento26 páginasMaquinas SimplesAlberto Neri0% (1)
- Fisiología MandibularDocumento3 páginasFisiología MandibularJulio Dure100% (1)
- PI135B L1 AgitaciónDocumento16 páginasPI135B L1 AgitaciónAlexander GuevaraAún no hay calificaciones
- Tarea 2 PyE2.0Documento14 páginasTarea 2 PyE2.0Héctor Alexey EscobarAún no hay calificaciones
- NTC2134 1Documento13 páginasNTC2134 1Alejandro LoteroAún no hay calificaciones
- Documento Tecnico SolarDocumento47 páginasDocumento Tecnico SolarJose David DuarteAún no hay calificaciones
- Mecánica de fluidos: conceptos, clasificación y aplicacionesDocumento7 páginasMecánica de fluidos: conceptos, clasificación y aplicacionesAna Luisa ZamudioAún no hay calificaciones
- La Ley de Ohm Con EjemplosDocumento12 páginasLa Ley de Ohm Con EjemplosOSCAR OLMOSAún no hay calificaciones
- Actividad 1. Estado de La MateriaDocumento13 páginasActividad 1. Estado de La MateriaOctavioAún no hay calificaciones