También podría gustarte
- Formatos Comerciales PresencialesDocumento15 páginasFormatos Comerciales PresencialesCristina gilAún no hay calificaciones
- Auditoria MDocumento27 páginasAuditoria MFabriadd BafeetAún no hay calificaciones
- Problemario Unidad 5 y 6.Documento31 páginasProblemario Unidad 5 y 6.Carlos Peña100% (2)
- Caso Práctico Clase 6Documento11 páginasCaso Práctico Clase 6ana maria otero celis80% (5)
- Unidad3 - Pdf2-Ejemplo de Sistema de Costes ABCDocumento6 páginasUnidad3 - Pdf2-Ejemplo de Sistema de Costes ABCCarlos Eduardo CortésAún no hay calificaciones
- Modelos de Gestión Logistica y de La Cadena de Suministro Mejora ContinuaDocumento12 páginasModelos de Gestión Logistica y de La Cadena de Suministro Mejora ContinuaJOSE LUIS WILLIAMS CRUZAún no hay calificaciones
- Unidad3 - pdf7 Costes AsturiasDocumento15 páginasUnidad3 - pdf7 Costes AsturiasValentina BeltránAún no hay calificaciones
- Proceso de Planificación Estratégica: © Asturias Corporación UniversitariaDocumento11 páginasProceso de Planificación Estratégica: © Asturias Corporación UniversitariaJhon Sanchez HachitoAún no hay calificaciones
- ALIANZAS ESTRATEGICAs EJEMPLOSDocumento12 páginasALIANZAS ESTRATEGICAs EJEMPLOSevelasquezmodernaAún no hay calificaciones
- Direccion Comercial y MarketingDocumento7 páginasDireccion Comercial y MarketingMeme SalazarAún no hay calificaciones
- Estrategia de InternacionalizacionDocumento12 páginasEstrategia de Internacionalizacionrodrigo rodriguezAún no hay calificaciones
- Unidad3 pdf4Documento23 páginasUnidad3 pdf4Eduard Sebastian Enriquez RoseroAún no hay calificaciones
- Unidad2 - pdf1 La Definicion Objetivos de MarketingDocumento10 páginasUnidad2 - pdf1 La Definicion Objetivos de MarketingLuis Fernando Gomez ValcarcelAún no hay calificaciones
- Presentación de La Cuenta de Pérdidas y GananciasDocumento14 páginasPresentación de La Cuenta de Pérdidas y GananciasGermanAún no hay calificaciones
- Modulo Uno Proceso de InternacionalizacionDocumento11 páginasModulo Uno Proceso de Internacionalizacionmauricio gomezAún no hay calificaciones
- La Concepcion de MarketingDocumento16 páginasLa Concepcion de MarketingRAFAEL ANDRES COCUNUBOAún no hay calificaciones
- Marketing InternacionalDocumento7 páginasMarketing Internacionalmauricio gomezAún no hay calificaciones
- Unidad3 pdf2Documento19 páginasUnidad3 pdf2Yuri KatherineAún no hay calificaciones
- Clase4 pdf1Documento16 páginasClase4 pdf1Gerardo PeñaAún no hay calificaciones
- Inteliegencia Denegocios Clase1Documento13 páginasInteliegencia Denegocios Clase1lorena bautistaAún no hay calificaciones
- Políticas y Estrategias Básicas de ProductoDocumento12 páginasPolíticas y Estrategias Básicas de ProductoNancy GomezAún no hay calificaciones
- Direccion de Proyectos Asturias Clase7 - pdf1Documento16 páginasDireccion de Proyectos Asturias Clase7 - pdf1Kadich LujanoAún no hay calificaciones
- Unidad3 pdf4Documento11 páginasUnidad3 pdf4lauraAún no hay calificaciones
- Clase3 pdf1Documento13 páginasClase3 pdf1Gerardo PeñaAún no hay calificaciones
- Capítulo 15-MercadotecniaDocumento7 páginasCapítulo 15-MercadotecniahaunerAún no hay calificaciones
- Van - Tir - PRDocumento8 páginasVan - Tir - PRCarlos GuillenAún no hay calificaciones
- Gerencia Integral de Mercadeo (Distribución)Documento71 páginasGerencia Integral de Mercadeo (Distribución)JUAN GUILLERMO RUIZ MALDONADOAún no hay calificaciones
- Gerencia Estrategica Internacional Eje 1 Modelo Porter y DavidDocumento24 páginasGerencia Estrategica Internacional Eje 1 Modelo Porter y DavidEduardo Carranza MoralesAún no hay calificaciones
- CEX PerúDocumento110 páginasCEX PerúDavidGabrielInumaRojasAún no hay calificaciones
- MPM DEP Material Base-DesbloqueadoDocumento213 páginasMPM DEP Material Base-DesbloqueadoCarlos CedeñoAún no hay calificaciones
- Ingenieros Comerciales (F)Documento53 páginasIngenieros Comerciales (F)Apaza Gutierrez DavidAún no hay calificaciones
- 01 - Planificacion Prospectiva y Estrategia Ideas Claves de La ProspectivaDocumento17 páginas01 - Planificacion Prospectiva y Estrategia Ideas Claves de La ProspectivaluisaAún no hay calificaciones
- Unidad2 pdf1Documento14 páginasUnidad2 pdf1Angel CervantesAún no hay calificaciones
- Proyecto de Aplicación - John Armando Rojas CabreraDocumento14 páginasProyecto de Aplicación - John Armando Rojas CabreraJohn A. RojasAún no hay calificaciones
- Barry Render - Jay Heizer - Administracion de La Produccion. (2007, Pearson Educación) - 1 - 32Documento19 páginasBarry Render - Jay Heizer - Administracion de La Produccion. (2007, Pearson Educación) - 1 - 32Carlos RosalesAún no hay calificaciones
- S1 - Tema - 1 - Introducción A Investigación de Mercados-1Documento28 páginasS1 - Tema - 1 - Introducción A Investigación de Mercados-1Valery Salas AngelinoAún no hay calificaciones
- Visión Holistica de Todo ProcesoDocumento9 páginasVisión Holistica de Todo Procesoalexandra linaresAún no hay calificaciones
- Planificación Estratégica de MercadosDocumento24 páginasPlanificación Estratégica de MercadosRandy VillarrealAún no hay calificaciones
- CXMaturity FENUChile-DeC 032021 v1.3Documento23 páginasCXMaturity FENUChile-DeC 032021 v1.3Esteban Rodriguez SanchezAún no hay calificaciones
- Unidad2 - pdf3 El Equilibrio Del MercadoDocumento12 páginasUnidad2 - pdf3 El Equilibrio Del MercadokakashiAún no hay calificaciones
- Gestion Comercial Semana 1-5Documento146 páginasGestion Comercial Semana 1-5Leonidas Andonaire ValverdeAún no hay calificaciones
- Gerencia Integral de Mercadeo (PRECIO)Documento21 páginasGerencia Integral de Mercadeo (PRECIO)JUAN GUILLERMO RUIZ MALDONADO100% (1)
- Tendencias Mercado Consumidor GlobalDocumento13 páginasTendencias Mercado Consumidor GlobalAdan Saldaña0% (1)
- Cuarta Clase - Trade Marketing & RetailDocumento44 páginasCuarta Clase - Trade Marketing & RetailTania Nieto CapilloAún no hay calificaciones
- Reactivos de MarketingDocumento4 páginasReactivos de MarketingSilvana CandoAún no hay calificaciones
- Personal 1 PracticaDocumento5 páginasPersonal 1 PracticaBrandon Méndez FigueroaAún no hay calificaciones
- Implementacion en PDVDocumento12 páginasImplementacion en PDVJuan Alberto MustoAún no hay calificaciones
- Posicionamiento Marca y ReputaciónDocumento54 páginasPosicionamiento Marca y ReputaciónKarla MatusAún no hay calificaciones
- S3 - Métricas Generales Del Área de MarketingDocumento25 páginasS3 - Métricas Generales Del Área de Marketingangely sugey pompa veraAún no hay calificaciones
- Evolución y Rol Actual de La MarcaDocumento54 páginasEvolución y Rol Actual de La MarcaDavid Anton FernandezAún no hay calificaciones
- Tarea 1 y 2 de Investigacion de Mercados 1Documento8 páginasTarea 1 y 2 de Investigacion de Mercados 1pamelaAún no hay calificaciones
- CASO Land RoverDocumento4 páginasCASO Land RoverEdgar Lopez RodriguezAún no hay calificaciones
- Proyecto de Tesis - Gabriela Aguilar Zavaleta - 1Documento50 páginasProyecto de Tesis - Gabriela Aguilar Zavaleta - 1brandon vargasAún no hay calificaciones
- Inv MerDocumento51 páginasInv MerFERNANDO ANDRES VERJEL PRINCEAún no hay calificaciones
- AnaliticaDeDatos Modulo BusinessIntelligenceYBusinessAnalytics PDFDocumento34 páginasAnaliticaDeDatos Modulo BusinessIntelligenceYBusinessAnalytics PDFAuditorex ChileAún no hay calificaciones
- GesEvalProy Guia Gestión y Evaluación de Proyectos 2019Documento62 páginasGesEvalProy Guia Gestión y Evaluación de Proyectos 2019Andres CorderoAún no hay calificaciones
- LOG in GREEN Green Logistics Book ESDocumento285 páginasLOG in GREEN Green Logistics Book ESAlexis Hernandez MendiolaAún no hay calificaciones
- Organizacion de La Fuerza de VentasDocumento112 páginasOrganizacion de La Fuerza de VentasAlbertico LimontaAún no hay calificaciones
- AquasDocumento41 páginasAquasmateoAún no hay calificaciones
- Autodiagnostico Consultoria EmpresasDocumento27 páginasAutodiagnostico Consultoria EmpresasAndrésCamiloDonossoTovarAún no hay calificaciones
- Creatividad empresarial: Elementos teóricos e instrumentos didácticosDe EverandCreatividad empresarial: Elementos teóricos e instrumentos didácticosAún no hay calificaciones
- Clase5 - pdf1 Concepto de Seis Sigma y Costes de No CalidadDocumento23 páginasClase5 - pdf1 Concepto de Seis Sigma y Costes de No CalidadCassandra GAún no hay calificaciones
- Exámen Clase 1 Final Globaliacion EspecializacionDocumento7 páginasExámen Clase 1 Final Globaliacion Especializacionharold antonioAún no hay calificaciones
- Unidad3 pdf3Documento26 páginasUnidad3 pdf3harold antonioAún no hay calificaciones
- Unidad3 pdf4Documento30 páginasUnidad3 pdf4harold antonioAún no hay calificaciones
- Unidad3 Anexo2Documento2 páginasUnidad3 Anexo2harold antonioAún no hay calificaciones
- Unidad3 Anexo1Documento7 páginasUnidad3 Anexo1harold antonioAún no hay calificaciones
- Unidad3 pdf2Documento25 páginasUnidad3 pdf2harold antonioAún no hay calificaciones
- Informe Final Proyecto de Grado JAC El Refugio UsmeDocumento37 páginasInforme Final Proyecto de Grado JAC El Refugio Usmeharold antonioAún no hay calificaciones
- Unidad3 Anexo3Documento12 páginasUnidad3 Anexo3harold antonioAún no hay calificaciones
- Exámen 2 Unidad 3Documento5 páginasExámen 2 Unidad 3harold antonioAún no hay calificaciones
- Trabajo de GradoDocumento87 páginasTrabajo de Gradoharold antonioAún no hay calificaciones
- Unidad1 pdf1Documento14 páginasUnidad1 pdf1harold antonioAún no hay calificaciones
- Implementar Mejora en Orden de Producción para Cumplimiento de Demanda Prioritaria Al ClienteDocumento54 páginasImplementar Mejora en Orden de Producción para Cumplimiento de Demanda Prioritaria Al ClienteJacqueline CerónAún no hay calificaciones
- Ejemplo Aplicacion 6 SigmaDocumento32 páginasEjemplo Aplicacion 6 SigmaFrancis Paredes100% (1)
- 6 Sigma 05 Mejorar PDFDocumento5 páginas6 Sigma 05 Mejorar PDFJuan MezaAún no hay calificaciones
- OPEXDocumento35 páginasOPEXTrevor OcirAún no hay calificaciones
- Taller Seis SigmaDocumento48 páginasTaller Seis Sigmaanon_94010986Aún no hay calificaciones
- DIPLOMADO LEAN MANAGEMENT - Programas E+I UDDDocumento17 páginasDIPLOMADO LEAN MANAGEMENT - Programas E+I UDDRodrigo Ortuzar MaturanaAún no hay calificaciones
- Tercera Práctica Gestion de La CalidadDocumento3 páginasTercera Práctica Gestion de La CalidadCarlos QuispeAún no hay calificaciones
- Articulo de RevisionDocumento12 páginasArticulo de Revisionhumberto bordaAún no hay calificaciones
- Análisis de Capacidad de ProcesoDocumento25 páginasAnálisis de Capacidad de ProcesoGabriela Celis JóoAún no hay calificaciones
- Adm Por La Calidad ArchivosDocumento8 páginasAdm Por La Calidad ArchivosManuelito JhonAún no hay calificaciones
- Opex: Sistema de Excelencia OperacionalDocumento6 páginasOpex: Sistema de Excelencia OperacionalRuth CobosAún no hay calificaciones
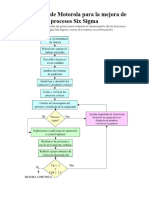
- Diez Pasos de Motorola para La Mejora de ProcesosDocumento2 páginasDiez Pasos de Motorola para La Mejora de Procesoscrreinoso1Aún no hay calificaciones
- Causas de Variación y Gráficos de ControlDocumento116 páginasCausas de Variación y Gráficos de ControlFelix Gabriel Villamizar Calderin100% (1)
- Tesis Gestión Del Mantenimiento Mediante Six SigmaDocumento231 páginasTesis Gestión Del Mantenimiento Mediante Six SigmaOzkhar AF100% (2)
- Tema 7. Desarrollo de Planes de ControlDocumento15 páginasTema 7. Desarrollo de Planes de ControlManuel Alejandro Sánchez SotoAún no hay calificaciones
- 7 Tarea SIX SIGMA (DEF Y MED)Documento32 páginas7 Tarea SIX SIGMA (DEF Y MED)Reynaldo Puma LuqueAún no hay calificaciones
- Resumen Segunda ParteDocumento8 páginasResumen Segunda Parteenrike santosAún no hay calificaciones
- 4.-Unidad 3 Procesos de Negocios (Six Sigma)Documento49 páginas4.-Unidad 3 Procesos de Negocios (Six Sigma)anilu913Aún no hay calificaciones
- Preguntas 6 SigmaDocumento25 páginasPreguntas 6 Sigmacarlocorinto_89100% (3)
- Gestión de La Calidad y AcreditaciónDocumento13 páginasGestión de La Calidad y AcreditaciónJorgeAún no hay calificaciones
- Six Sigma CuestionarioDocumento10 páginasSix Sigma CuestionarioCisneros BrisaAún no hay calificaciones
- 2014 PracticaCalificada2Documento2 páginas2014 PracticaCalificada2atleticobolivarAún no hay calificaciones
- Administración y Control e La CalidadDocumento5 páginasAdministración y Control e La CalidadHelen PolancoAún no hay calificaciones
- Calidad, VariabilidadDocumento2 páginasCalidad, VariabilidadJOSE ARTURO ACERO QUISPEAún no hay calificaciones
- IC Six Sigma DMAIC Methodology Root Cause Analysis Template 27105 ESDocumento9 páginasIC Six Sigma DMAIC Methodology Root Cause Analysis Template 27105 ESbenrubensAún no hay calificaciones
- 1 AguilasdeCalidad IndJohnDeereDocumento21 páginas1 AguilasdeCalidad IndJohnDeereSergio HerbertAún no hay calificaciones
- 0-Calidad y Costos en Logistica - Silabus1Documento6 páginas0-Calidad y Costos en Logistica - Silabus1Josue QuirozAún no hay calificaciones
- Quiz 1Documento7 páginasQuiz 1Hector Macropaver100% (3)