También podría gustarte
- Tiempo Muerto en Control de InterruptoresDocumento5 páginasTiempo Muerto en Control de InterruptoresBhraam Casanova RoblesAún no hay calificaciones
- Tiempos de Producción y Tiempos MuertosDocumento5 páginasTiempos de Producción y Tiempos MuertosTOSHIAún no hay calificaciones
- 7.tipos de Control y SintoniaDocumento14 páginas7.tipos de Control y SintoniaSteven VargasAún no hay calificaciones
- Ingeniería de Métodos II - Balance de LíneaDocumento20 páginasIngeniería de Métodos II - Balance de LíneaAngel Miguel Delgado TapahuascoAún no hay calificaciones
- Fallas o Setups en La ProduccionDocumento11 páginasFallas o Setups en La ProduccionAlejandro GarciaAún no hay calificaciones
- Regulación de ProcesosDocumento20 páginasRegulación de ProcesosGenady Del Pino HernándezAún no hay calificaciones
- LAB 6-1 Control PIDDocumento16 páginasLAB 6-1 Control PIDAnaliEspinozaAún no hay calificaciones
- Por Qué Zieglar y Nichols Hace Oscilar El Sistema Con Acción de Control KPDocumento4 páginasPor Qué Zieglar y Nichols Hace Oscilar El Sistema Con Acción de Control KPRichardAún no hay calificaciones
- Practica2 PID ModificadoDocumento20 páginasPractica2 PID ModificadoEnrique Romero BlancoAún no hay calificaciones
- Curso Instrumentación Industrial CompletoDocumento102 páginasCurso Instrumentación Industrial CompletoJaime Eduardo Bolaños Raad100% (1)
- Criterios para La Selección de Un ControladorDocumento4 páginasCriterios para La Selección de Un ControladorIlse Mariel Rodríguez SandovalAún no hay calificaciones
- Tema 1 Generalidades y DefinicionesDocumento26 páginasTema 1 Generalidades y DefinicionesJose Elias Victorero PaivaAún no hay calificaciones
- Control PidDocumento9 páginasControl PidLeonardo CadenaAún no hay calificaciones
- Sistema Universitario Jose Vasconcelos "Plantel Murua"Documento6 páginasSistema Universitario Jose Vasconcelos "Plantel Murua"OchoaAún no hay calificaciones
- Instrumentacion y ControlDocumento44 páginasInstrumentacion y ControlPerlaMarinAún no hay calificaciones
- El Tiempo o Tiempo InstantáneoDocumento4 páginasEl Tiempo o Tiempo InstantáneoOSMAR JOSE HENRIQUEZ.QAún no hay calificaciones
- Unidad 4 Tecnicas de ControlDocumento20 páginasUnidad 4 Tecnicas de ControlSantiagoFdezAún no hay calificaciones
- Apuntes Control AutomaticoDocumento13 páginasApuntes Control Automaticofederico_farias_2Aún no hay calificaciones
- El Tiempo MuertoDocumento3 páginasEl Tiempo Muertovictor martinezAún no hay calificaciones
- CAPITULO V - Sistema de Control en El Area - MRDocumento73 páginasCAPITULO V - Sistema de Control en El Area - MRDiego VelardeAún no hay calificaciones
- Principios de La AutomatizaciónDocumento14 páginasPrincipios de La AutomatizacióngabrielAún no hay calificaciones
- Capitulo 1 ModificadoDocumento10 páginasCapitulo 1 ModificadodanixaAún no hay calificaciones
- Trabajo de Investigación - 1Documento10 páginasTrabajo de Investigación - 1MelAún no hay calificaciones
- Reporte Practicas ControlDocumento10 páginasReporte Practicas ControlMaria Sarahi Ruiz LugoAún no hay calificaciones
- Cuaderno de Informes 4Documento8 páginasCuaderno de Informes 4alejandra caveroAún no hay calificaciones
- Sintonía Manual y Sintonía AdaptivaDocumento18 páginasSintonía Manual y Sintonía AdaptivaArturo TapiaAún no hay calificaciones
- Acciones Basicas Control Tema10 1 PDFDocumento16 páginasAcciones Basicas Control Tema10 1 PDFeltribologoAún no hay calificaciones
- El Concepto de Lazo Abierto y Lazo CerradoDocumento8 páginasEl Concepto de Lazo Abierto y Lazo CerradoEduardo Mata GamezAún no hay calificaciones
- Características DinamicasDocumento22 páginasCaracterísticas DinamicassistemaelectricoAún no hay calificaciones
- Examen Final de Planeamiento y C.de O.Documento13 páginasExamen Final de Planeamiento y C.de O.Sol Jimena FloresAún no hay calificaciones
- Principios de La AutomatizaciónDocumento18 páginasPrincipios de La AutomatizaciónFabian PobletAún no hay calificaciones
- Pid de Control de TemperaturaDocumento22 páginasPid de Control de TemperaturaJavier Mena50% (2)
- Control PidDocumento11 páginasControl PidLuisAlfredoPerezAún no hay calificaciones
- Determinación de Las Características Dinámicas de Un ProcesoDocumento7 páginasDeterminación de Las Características Dinámicas de Un ProcesoOriana MedinaAún no hay calificaciones
- 3 Control de Una EDARDocumento5 páginas3 Control de Una EDARMiguel Nallar SaucedoAún no hay calificaciones
- Control ProporcionalDocumento13 páginasControl ProporcionalPlinio SuarezAún no hay calificaciones
- TextilDocumento21 páginasTextilVin Baker LariosAún no hay calificaciones
- Modelos de ProcesosDocumento11 páginasModelos de ProcesosShamira Maldonado MendozaAún no hay calificaciones
- Que Es La Instrumentacion IndustrialDocumento5 páginasQue Es La Instrumentacion IndustrialHarrison JimenezAún no hay calificaciones
- Ténica SMED Lean ManufacturingDocumento7 páginasTénica SMED Lean ManufacturingEloy Sacristan de RodrigoAún no hay calificaciones
- Controlador PIDDocumento8 páginasControlador PIDJOSE ELIAS HUARCAYA CAJIALLAAún no hay calificaciones
- Balanceo de LineaDocumento5 páginasBalanceo de LineaElvis Jonathan NolascoAún no hay calificaciones
- Amasadora Cap I 141121 1-1Documento10 páginasAmasadora Cap I 141121 1-1Manuel Blanco MendozaAún no hay calificaciones
- Control Proporcional, Integral y DerivativoDocumento8 páginasControl Proporcional, Integral y DerivativoFausto TapiaAún no hay calificaciones
- Tipos de AutomatizacionDocumento15 páginasTipos de Automatizacionrad radgAún no hay calificaciones
- Balanceo de Línea Producción Ingenieria Industrial OnlineDocumento20 páginasBalanceo de Línea Producción Ingenieria Industrial OnlineValdivia EmilianoAún no hay calificaciones
- Tema 5 - Dispositivos PDFDocumento21 páginasTema 5 - Dispositivos PDFYohaly PerezAún no hay calificaciones
- InstrumentacionDocumento6 páginasInstrumentacionBORICUA11Aún no hay calificaciones
- Informe Hysys y No LinealidadesDocumento4 páginasInforme Hysys y No LinealidadesMartha Alba0% (1)
- 3.2 Sintonizaciòn de ControladoresDocumento19 páginas3.2 Sintonizaciòn de ControladoresAlma Crystell Gómez MontejoAún no hay calificaciones
- Acondicionamiento y TelemedicionDocumento28 páginasAcondicionamiento y TelemedicionSofi LopezAún no hay calificaciones
- Introducción A La Instrumentación Industrial para El Control de ProcesosDocumento90 páginasIntroducción A La Instrumentación Industrial para El Control de ProcesosFabiola Maritza Rodriguez Beltran100% (1)
- Controlador PID DigitalDocumento8 páginasControlador PID DigitalAnonymous gqAlYSrsgAún no hay calificaciones
- Ley de Little y Elementos de Produccion. (LEAD TIME, WIP Y THROUGHPUTDocumento12 páginasLey de Little y Elementos de Produccion. (LEAD TIME, WIP Y THROUGHPUTAlejandro GarciaAún no hay calificaciones
- Electromagnética GRAFCETDocumento13 páginasElectromagnética GRAFCETDavidWebsterAún no hay calificaciones
- Cuestionario CONTROLADORESDocumento5 páginasCuestionario CONTROLADORESAbezaid Gamez100% (1)
- Sistema de Control de Lazo Abierto y Lazo CerradoDocumento7 páginasSistema de Control de Lazo Abierto y Lazo CerradoenigiacoAún no hay calificaciones
- Nota Tecnica Control de ProcesosDocumento16 páginasNota Tecnica Control de ProcesosPamela Silva vargasAún no hay calificaciones
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209De EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Aún no hay calificaciones
- MatematicasDocumento3 páginasMatematicasMario Reyes PichardoAún no hay calificaciones
- Validación de Instrumentos - Coca ColaDocumento9 páginasValidación de Instrumentos - Coca ColaEliana Quijandría CayoAún no hay calificaciones
- Formato Acta Inspeccion Higienico-SanitariaDocumento13 páginasFormato Acta Inspeccion Higienico-SanitariaOspina Parra100% (1)
- Exoticos Huron Hernia de Disco 11307064v25n4p221Documento5 páginasExoticos Huron Hernia de Disco 11307064v25n4p221Da MenraAún no hay calificaciones
- Laboratorio 2 VenturimetroDocumento6 páginasLaboratorio 2 VenturimetroJair PuicónAún no hay calificaciones
- Código de Convivencia 2015Documento65 páginasCódigo de Convivencia 2015Miguel D'AchiaridiAún no hay calificaciones
- Párrafo CronológicoDocumento2 páginasPárrafo CronológicoAída MuñozAún no hay calificaciones
- Inteligencia Emocional (5 Competencias Emocionales)Documento5 páginasInteligencia Emocional (5 Competencias Emocionales)samuelAún no hay calificaciones
- Autoevaluacion 1 CUDocumento2 páginasAutoevaluacion 1 CUJesus MoralAún no hay calificaciones
- Paneles Platino Enero19Documento1 páginaPaneles Platino Enero19SISTELDATA AMBATOAún no hay calificaciones
- Loctite Distribución InternacionalDocumento22 páginasLoctite Distribución InternacionalMaki100% (1)
- JUSTIFICACIONDocumento3 páginasJUSTIFICACIONMIRIAM ROCIO RAMOS FLORESAún no hay calificaciones
- Apertura de CreditoDocumento5 páginasApertura de CreditoRicardo BibianoAún no hay calificaciones
- Cannabis SativaDocumento2 páginasCannabis SativaDayana MoralesAún no hay calificaciones
- Entrevistas A Béla Tarr y Mihály VígDocumento10 páginasEntrevistas A Béla Tarr y Mihály VígNeftalí HernándezAún no hay calificaciones
- Grupo 04 - Ondas SismicasDocumento16 páginasGrupo 04 - Ondas SismicasvanessaAún no hay calificaciones
- El Régimen Único SimplificadoDocumento12 páginasEl Régimen Único SimplificadoANGEL OF DEATH 666Aún no hay calificaciones
- PlaneaciónDocumento3 páginasPlaneaciónLuis Adrian Diaz ZavalaAún no hay calificaciones
- Pack SubjuntivoDocumento13 páginasPack SubjuntivoCarlos ErnestoAún no hay calificaciones
- Cuadro Comparativo Administración FinancieraDocumento2 páginasCuadro Comparativo Administración Financieradan giselAún no hay calificaciones
- Tarea Infografía de La República AristocráticaDocumento4 páginasTarea Infografía de La República AristocráticaJuan PozoAún no hay calificaciones
- Ejemplo SLPDocumento6 páginasEjemplo SLPEstefany De La Cruz LandeoAún no hay calificaciones
- C I - BiopsiaDocumento5 páginasC I - BiopsiaAna María SánchezAún no hay calificaciones
- Procedimientos Mínimos para Realizar Una Auditoria en El Rubro de Caja y BancosDocumento11 páginasProcedimientos Mínimos para Realizar Una Auditoria en El Rubro de Caja y BancosEdisson Cuba GeronimoAún no hay calificaciones
- Practicas de AcusticaDocumento14 páginasPracticas de AcusticaEustasio UarichaAún no hay calificaciones
- NTC-PR-OP-MEL-SL-009 Procedimiento Reparación Estructural de Celdas Poliméricas-Rev.1Documento32 páginasNTC-PR-OP-MEL-SL-009 Procedimiento Reparación Estructural de Celdas Poliméricas-Rev.1Saul BustosAún no hay calificaciones
- Biografía de Filippo PaciniDocumento2 páginasBiografía de Filippo PaciniCristiane MaiaAún no hay calificaciones
- Historia Clínica: I. Datos Generales Del PacienteDocumento2 páginasHistoria Clínica: I. Datos Generales Del PacienteMaria Bautista ContrerasAún no hay calificaciones
- Primera Evaluación Parcial MioDocumento12 páginasPrimera Evaluación Parcial MioDeby VanettaAún no hay calificaciones
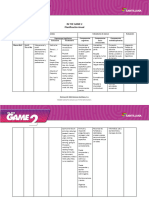
- Planificación Anual in The Game 2Documento14 páginasPlanificación Anual in The Game 2Cecilia MelianAún no hay calificaciones