También podría gustarte
- UF0818 - Conservación en pasteleríaDe EverandUF0818 - Conservación en pasteleríaCalificación: 1 de 5 estrellas1/5 (1)
- Esterilización de Leche y Prodcutos LácteosDocumento51 páginasEsterilización de Leche y Prodcutos LácteosDrews Garca83% (23)
- Elaboración de conservas y cocinados cárnicos. INAI0108De EverandElaboración de conservas y cocinados cárnicos. INAI0108Aún no hay calificaciones
- Congelado UhtDocumento23 páginasCongelado UhtKarinaEstefanyRoqueAún no hay calificaciones
- Utilización de equipos y utillaje en la elaboración y tratamiento de productos alimentarios. INAD0108De EverandUtilización de equipos y utillaje en la elaboración y tratamiento de productos alimentarios. INAD0108Aún no hay calificaciones
- Tratamiento Térmico en La Industria AlimenticiaDocumento9 páginasTratamiento Térmico en La Industria Alimenticiayesenia prado veraAún no hay calificaciones
- Informe-Prueba de LactoperoxidasaDocumento5 páginasInforme-Prueba de LactoperoxidasaZully K. Altuna TtitoAún no hay calificaciones
- Practica de Tratamiento Termico de La LecheDocumento2 páginasPractica de Tratamiento Termico de La LecheHuaylla RafaelAún no hay calificaciones
- Trabajo de Quimica CulinariaDocumento48 páginasTrabajo de Quimica CulinariaMayri AlejitaAún no hay calificaciones
- Temperaturas de Pausterizacion y UHPDocumento4 páginasTemperaturas de Pausterizacion y UHPGenesis Nataly Molina QuijijeAún no hay calificaciones
- Investigacion 4 Unidad Equipo MelissaDocumento25 páginasInvestigacion 4 Unidad Equipo MelissaYalia Etelbina LOopez CruzAún no hay calificaciones
- Clase 3 Conservacion de Alimentos X CalorDocumento35 páginasClase 3 Conservacion de Alimentos X CalorCinthia Contreras HuaytanAún no hay calificaciones
- Tratamiento Termico Clase 1 y 2Documento29 páginasTratamiento Termico Clase 1 y 2Christian Anchante100% (1)
- Esterilizacion de La LecheDocumento16 páginasEsterilizacion de La LecheJohan TorresAún no hay calificaciones
- Informe Leches PasteurizacionDocumento9 páginasInforme Leches PasteurizacionEduardo Salazar Boza67% (3)
- Ensayo de La Pasteurizacion de La LecheDocumento11 páginasEnsayo de La Pasteurizacion de La Lecheroger osorioAún no hay calificaciones
- Unidad #4 Saneamiento de La LecheDocumento6 páginasUnidad #4 Saneamiento de La Lecheva silAún no hay calificaciones
- Presentacion PasteurizacionDocumento21 páginasPresentacion PasteurizacionGaby CharcopaAún no hay calificaciones
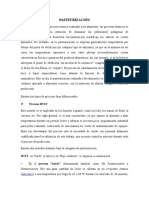
- PasteurizacionDocumento7 páginasPasteurizacionROSVITA BARRIENTOS ORIHUELAAún no hay calificaciones
- Informe N°9 M.A.Documento15 páginasInforme N°9 M.A.Yessenia Huaccharaqui CondeAún no hay calificaciones
- Ensayo de La Pasteurizacion de La LecheDocumento9 páginasEnsayo de La Pasteurizacion de La LecheMarcus PhlopinAún no hay calificaciones
- Conservación de Alimentos Mediante El CalorDocumento8 páginasConservación de Alimentos Mediante El CalorYulissa Angélica Rojas ColichónAún no hay calificaciones
- IA1. T3. Palacios Cabrera MoisesDocumento7 páginasIA1. T3. Palacios Cabrera MoisesMoises PcAún no hay calificaciones
- Pasteurización y EsterelizacionDocumento15 páginasPasteurización y EsterelizacionJoiss ChirinosAún no hay calificaciones
- Pasteurizacion MasaDocumento11 páginasPasteurizacion MasaAbel Apaza FuentesAún no hay calificaciones
- Tema 4 Metodos de ConservacionDocumento4 páginasTema 4 Metodos de ConservacionElizabeth CruzAún no hay calificaciones
- UHTDocumento11 páginasUHTValeeParraJimenezAún no hay calificaciones
- Transferencia de Calor en Alimentos EnlatadosDocumento39 páginasTransferencia de Calor en Alimentos EnlatadosMiguel Luyo Sánchez100% (1)
- Tecnologías de InactivaciónDocumento11 páginasTecnologías de InactivaciónDeiver David De la Rosa PoloAún no hay calificaciones
- Informe GloriaDocumento21 páginasInforme GloriaMathiuk HinostrozaAún no hay calificaciones
- Pasteurización de La LecheDocumento4 páginasPasteurización de La LecheYeseniaOlivioAyalaAún no hay calificaciones
- Expocision PasteurizacionDocumento29 páginasExpocision Pasteurizacion313ale MorenoAún no hay calificaciones
- Pasteurizacion 151204110336 Lva1 App6891Documento9 páginasPasteurizacion 151204110336 Lva1 App6891esther chambillaAún no hay calificaciones
- Marco Teórico de La Leche PasteurizadaDocumento4 páginasMarco Teórico de La Leche PasteurizadaPilar Francia33% (3)
- Conservacion Metodos ConvencionalesDocumento29 páginasConservacion Metodos Convencionalesvia healtAún no hay calificaciones
- Apuntes Unidad IIDocumento112 páginasApuntes Unidad IIjreyespAún no hay calificaciones
- Ormaza - Cesar Metodos de Conservación de La LecheDocumento9 páginasOrmaza - Cesar Metodos de Conservación de La LecheCésar Emilio OrmazaAún no hay calificaciones
- Agentes Biologicos Esterilizacion Industrial Pasteurizacion Indutrial y LiofilizacionDocumento8 páginasAgentes Biologicos Esterilizacion Industrial Pasteurizacion Indutrial y LiofilizacionvansmarcoAún no hay calificaciones
- Procesos TérmicosDocumento3 páginasProcesos TérmicosAlbertomr1Aún no hay calificaciones
- Esterilizacion de AlimentosDocumento4 páginasEsterilizacion de Alimentosmelisa mhAún no hay calificaciones
- EsterilizaciónDocumento3 páginasEsterilizaciónSofia HerrnsdorfAún no hay calificaciones
- ACT Transdecalor 301219 4Documento18 páginasACT Transdecalor 301219 4Luis Carlos Cuello DiazAún no hay calificaciones
- Metodos para La Conservacion de La LecheDocumento5 páginasMetodos para La Conservacion de La LecheFreddie Roland PinchiAún no hay calificaciones
- Tratamientos Termicos en Los AlimentosDocumento33 páginasTratamientos Termicos en Los AlimentosLucia PantaAún no hay calificaciones
- Métodos de Conservación de Los AlimentosDocumento25 páginasMétodos de Conservación de Los AlimentosMateo CacheiroAún no hay calificaciones
- Escaldado, Termización y PasteurizaciónDocumento24 páginasEscaldado, Termización y PasteurizaciónCésar Bermúdez100% (1)
- Pasteurización y Esterilización Clase BásicaDocumento11 páginasPasteurización y Esterilización Clase BásicaYENNY PAOLA ROJASAún no hay calificaciones
- Informe PasteurizacionDocumento34 páginasInforme PasteurizacionAndrés Sánchez100% (1)
- Esterilizacion LacteosDocumento16 páginasEsterilizacion LacteosASOCIADOSCAMPA PUERTO LIBERTADORAún no hay calificaciones
- Expo Unidad 4 - Frutas y HortalizasDocumento19 páginasExpo Unidad 4 - Frutas y HortalizasMercedes Gómez LópezAún no hay calificaciones
- Teoria Principios de ConservaciónDocumento9 páginasTeoria Principios de ConservaciónAndres MartinezAún no hay calificaciones
- TRIPTICO CalorDocumento3 páginasTRIPTICO CalorJavier TorresAún no hay calificaciones
- Trabajo Colaborativo 3 - Diseño de PlantasDocumento21 páginasTrabajo Colaborativo 3 - Diseño de PlantasBeth Segura MAún no hay calificaciones
- Diapositivas de Pasteurizacion de La LecheDocumento42 páginasDiapositivas de Pasteurizacion de La LecheLisbeth Miyoun Sunhg67% (3)
- Basadas en La Aplicación de CalorDocumento5 páginasBasadas en La Aplicación de CalorEddie Lopez JuarezAún no hay calificaciones
- Determinación de Deterioro de Productos Envasados en El TiempoDocumento14 páginasDeterminación de Deterioro de Productos Envasados en El TiempoNicole Marquez100% (1)
- PASTEURIZACIÓN!Documento6 páginasPASTEURIZACIÓN!wendytulove100% (1)
- Ultra Pasteur I Zac I OnDocumento5 páginasUltra Pasteur I Zac I OnYelerick Enrique Morales Reyes100% (1)
- Lactios Informe 2Documento13 páginasLactios Informe 2Angelica Lopez AriasAún no hay calificaciones
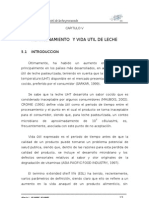
- V Almacenamiento y Vida Util de Leche EnvasadaDocumento51 páginasV Almacenamiento y Vida Util de Leche Envasadajhontn1985Aún no hay calificaciones
- 2020 Aguilar QuispeDocumento302 páginas2020 Aguilar QuispeRocio MillaAún no hay calificaciones
- Alteraciones, Modificaciones y FalsificacionesDocumento15 páginasAlteraciones, Modificaciones y FalsificacionesRocio MillaAún no hay calificaciones
- Tratamiento Termico 1.4Documento28 páginasTratamiento Termico 1.4Rocio MillaAún no hay calificaciones
- Determinación de La Permeabilidad de Los EmpaquesDocumento33 páginasDeterminación de La Permeabilidad de Los EmpaquesRocio MillaAún no hay calificaciones
- Pasteurizacion y Esterilizacion 1.3Documento21 páginasPasteurizacion y Esterilizacion 1.3Rocio MillaAún no hay calificaciones
- Equipos de Separacion A Altas TemperaturasDocumento17 páginasEquipos de Separacion A Altas TemperaturasRocio MillaAún no hay calificaciones
- Separadores FisicosDocumento28 páginasSeparadores FisicosRocio MillaAún no hay calificaciones
- Condiciones Generales y Calificacion de Establos LecherosDocumento38 páginasCondiciones Generales y Calificacion de Establos LecherosRocio MillaAún no hay calificaciones
- Simbolos de Equipos UsadosDocumento5 páginasSimbolos de Equipos UsadosRocio MillaAún no hay calificaciones
- Equipos para Tratamiento TermicoDocumento14 páginasEquipos para Tratamiento TermicoRocio MillaAún no hay calificaciones
- Reporte Tecnico 1Documento4 páginasReporte Tecnico 1Rocio MillaAún no hay calificaciones
- EJERCICIOSDocumento2 páginasEJERCICIOSRocio MillaAún no hay calificaciones
- Parámetros de ControlDocumento22 páginasParámetros de ControlRocio MillaAún no hay calificaciones
- Clase 2 de Septiembre TRANSPORTE DE LÍQUIDOS O GASESDocumento11 páginasClase 2 de Septiembre TRANSPORTE DE LÍQUIDOS O GASESRocio MillaAún no hay calificaciones
- Practicas de Manejo de Ordeño, Acopio y Su Importancia en La Calidad de La Leche en El Centro Ganadero de La Parroquia de YanamaDocumento4 páginasPracticas de Manejo de Ordeño, Acopio y Su Importancia en La Calidad de La Leche en El Centro Ganadero de La Parroquia de YanamaRocio MillaAún no hay calificaciones
- Bandas y Tornillos ResumenDocumento13 páginasBandas y Tornillos ResumenRocio MillaAún no hay calificaciones
- Tiempo de Vida Útil en El PanDocumento3 páginasTiempo de Vida Útil en El PanRocio MillaAún no hay calificaciones
- CloroDocumento23 páginasCloropol_aliagaAún no hay calificaciones
- BoroscopioDocumento4 páginasBoroscopioJaime GuzmanAún no hay calificaciones
- PC4 - A - Vega Salas Ricardo DanielDocumento3 páginasPC4 - A - Vega Salas Ricardo DanielRicardo VegaAún no hay calificaciones
- Periodo Embrionario Pag 63-72Documento10 páginasPeriodo Embrionario Pag 63-72Catalina Eliana Alvarez AlvarezAún no hay calificaciones
- SESIÓN-Problemas de ComparaciónDocumento7 páginasSESIÓN-Problemas de Comparaciónthe_fox_kingAún no hay calificaciones
- La Conversión Del CorazónDocumento5 páginasLa Conversión Del CorazónMateo MateoAún no hay calificaciones
- Geografia, Historia y Ciudadania 5to Año Ali GomezDocumento1 páginaGeografia, Historia y Ciudadania 5to Año Ali GomezDouglas Orea100% (1)
- El Retorno de Los BrujosDocumento276 páginasEl Retorno de Los BrujosArty8194% (18)
- 253 T 20110049Documento129 páginas253 T 20110049Luis Aratea Maquera100% (1)
- Hoja de Vida LuisaDocumento16 páginasHoja de Vida Luisazharick trujilloAún no hay calificaciones
- Erratas PTM IDocumento3 páginasErratas PTM IJavier Solís FernándezAún no hay calificaciones
- HuayreDocumento37 páginasHuayreTeo KyleAún no hay calificaciones
- Illustra 625 PTZ Configuration User Guide RA0 LT EsDocumento140 páginasIllustra 625 PTZ Configuration User Guide RA0 LT EsMaria Paula RicoAún no hay calificaciones
- Generalidades de Los Medios de ContrastesDocumento100 páginasGeneralidades de Los Medios de ContrastesTatiana RamosAún no hay calificaciones
- El Nuevo Paisaje SonoroDocumento47 páginasEl Nuevo Paisaje SonoroClaudia PérezAún no hay calificaciones
- Los Hombres Son de Marte y Las Mujeres de VenusDocumento3 páginasLos Hombres Son de Marte y Las Mujeres de VenusKaren MoyanoAún no hay calificaciones
- Diseño de Sistemas de Concreto para Contención de Líquidos - Semana 3Documento27 páginasDiseño de Sistemas de Concreto para Contención de Líquidos - Semana 3Marcelo velasquez romeroAún no hay calificaciones
- PCM 11 Flotacion de Minerales Polimetalicos PDFDocumento15 páginasPCM 11 Flotacion de Minerales Polimetalicos PDFHumberto Onias Mendoza MacedoAún no hay calificaciones
- PROYECTO D EEXPLOTACION. Ses PlanesDocumento103 páginasPROYECTO D EEXPLOTACION. Ses PlanesAlmacen19Aún no hay calificaciones
- Matemática Básica CLASE 16-17 Problemas de Aplicación DMBDocumento14 páginasMatemática Básica CLASE 16-17 Problemas de Aplicación DMBclaudia camachoAún no hay calificaciones
- Triptico Manejo de Residuos SolidosDocumento2 páginasTriptico Manejo de Residuos SolidosOswaldoEspinozaAún no hay calificaciones
- EC1 Gestion de Operaciones y ProcesosDocumento7 páginasEC1 Gestion de Operaciones y ProcesosAlexa Menendez aguirreAún no hay calificaciones
- Ensayo AnaximandroDocumento6 páginasEnsayo Anaximandrogermaico100% (1)
- Memoria de Labores 2012.Documento48 páginasMemoria de Labores 2012.flyinggutyoAún no hay calificaciones
- Método EPR: (Evaluación Postural Rápida)Documento3 páginasMétodo EPR: (Evaluación Postural Rápida)eduardo peñaAún no hay calificaciones
- Informe de Laboratorio 4Documento7 páginasInforme de Laboratorio 4Helmut CallejasAún no hay calificaciones
- Guía 6°A y B Ciencias Naturales FinalDocumento6 páginasGuía 6°A y B Ciencias Naturales FinalCamila Rosa Mesa CartesAún no hay calificaciones
- Roadmapping Tecnológico - Aplicación Tecnalia - V1 - 3 Junio 09Documento26 páginasRoadmapping Tecnológico - Aplicación Tecnalia - V1 - 3 Junio 09Walter GrelletAún no hay calificaciones
- Trabajo Psicoanalisis FinalDocumento9 páginasTrabajo Psicoanalisis FinalStanley GarzaAún no hay calificaciones
- Introductory TopologyDocumento23 páginasIntroductory TopologyIsaí SosaAún no hay calificaciones
- Cocina italiana: Nuestras 100 mejores recetas en un solo libroDe EverandCocina italiana: Nuestras 100 mejores recetas en un solo libroCalificación: 4.5 de 5 estrellas4.5/5 (15)
- La Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.De EverandLa Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.Calificación: 4 de 5 estrellas4/5 (7)
- Receta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionDe EverandReceta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionCalificación: 4.5 de 5 estrellas4.5/5 (2)
- 1000 Recetas de Cocina MediterráneaDe Everand1000 Recetas de Cocina MediterráneaCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Comida Mexicana: Las Recetas Secretas de AbuelaDe EverandComida Mexicana: Las Recetas Secretas de AbuelaCalificación: 4 de 5 estrellas4/5 (8)
- ¡Sana tu intestino!: Recetario de la Dieta GAPSDe Everand¡Sana tu intestino!: Recetario de la Dieta GAPSCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Nuevo manual de gastronomía molecular: El encuentro entre la ciencia y la cocinaDe EverandNuevo manual de gastronomía molecular: El encuentro entre la ciencia y la cocinaCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Química orgánica: ejercicios de aplicaciónDe EverandQuímica orgánica: ejercicios de aplicaciónCalificación: 5 de 5 estrellas5/5 (3)
- Postres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaDe EverandPostres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaCalificación: 5 de 5 estrellas5/5 (17)
- DIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeDe EverandDIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeCalificación: 5 de 5 estrellas5/5 (4)
- 50 Recetas Ketodeliciosas, Libro De Recetas Para Dieta CetogénicaDe Everand50 Recetas Ketodeliciosas, Libro De Recetas Para Dieta CetogénicaCalificación: 5 de 5 estrellas5/5 (3)
- Elementos para el análisis y diseño de reactores químicosDe EverandElementos para el análisis y diseño de reactores químicosAún no hay calificaciones
- El pan: Manual de técnicas y recetas de panaderíaDe EverandEl pan: Manual de técnicas y recetas de panaderíaCalificación: 4.5 de 5 estrellas4.5/5 (26)
- La dieta mediterránea: una guía completa (Versión en español) (Spanish Version): 50 recetas rápidas y sencillas bajas en calorías y altas en proteínas de la dieta mediterránea para bajar de pesoDe EverandLa dieta mediterránea: una guía completa (Versión en español) (Spanish Version): 50 recetas rápidas y sencillas bajas en calorías y altas en proteínas de la dieta mediterránea para bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Tartas y pasteles de frutas: Nuestras 100 mejores recetas en un solo libroDe EverandTartas y pasteles de frutas: Nuestras 100 mejores recetas en un solo libroCalificación: 5 de 5 estrellas5/5 (6)
- Mediciones y métodos de uso común en el laboratorio de QuímicaDe EverandMediciones y métodos de uso común en el laboratorio de QuímicaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Pasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroDe EverandPasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroCalificación: 4.5 de 5 estrellas4.5/5 (20)
- MIXtipp: Recetas para Bebés y Niños Pequeños (español): cocinar con la Thermomix TM 5 & TM 31De EverandMIXtipp: Recetas para Bebés y Niños Pequeños (español): cocinar con la Thermomix TM 5 & TM 31Aún no hay calificaciones