También podría gustarte
- Cadena de SuministroDocumento32 páginasCadena de SuministroMarioAún no hay calificaciones
- Resumen de Supply Chain Management de Sunil Chopra y Peter MeindlDe EverandResumen de Supply Chain Management de Sunil Chopra y Peter MeindlCalificación: 5 de 5 estrellas5/5 (1)
- Enunciado PA2Documento5 páginasEnunciado PA2Diego Armando Villamil ToscanoAún no hay calificaciones
- Optimizacion de ProcesosDocumento90 páginasOptimizacion de ProcesosEnrique Medina CalvilloAún no hay calificaciones
- Ta3 Ferias InternacionalesDocumento13 páginasTa3 Ferias InternacionalesDiana EsthefanyAún no hay calificaciones
- 01 Demanda Teoria 2010Documento38 páginas01 Demanda Teoria 2010Salyme Elenn Campos PachecoAún no hay calificaciones
- Analiza El Caso de MoonChem Diego VillamilDocumento3 páginasAnaliza El Caso de MoonChem Diego VillamilDiego Armando Villamil ToscanoAún no hay calificaciones
- Directrices e Indicadores de La SCDocumento41 páginasDirectrices e Indicadores de La SCJuan Pablo Aguilar PlazaAún no hay calificaciones
- Documento de AyudaDocumento52 páginasDocumento de AyudaEdgar Mio BazanAún no hay calificaciones
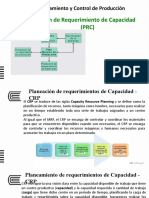
- Sesión 9 Planeación de Los Requerimientos de Capacidad PRCDocumento34 páginasSesión 9 Planeación de Los Requerimientos de Capacidad PRCjavier romero menesesAún no hay calificaciones
- CLASE 10 - Decisiones para Un Stock ÓptimoDocumento20 páginasCLASE 10 - Decisiones para Un Stock ÓptimoXavier RodriguezAún no hay calificaciones
- Planificacion de La Produccion - Clase2 - 300822Documento36 páginasPlanificacion de La Produccion - Clase2 - 300822Nath NathAún no hay calificaciones
- 07 Planeación AgregadaDocumento45 páginas07 Planeación AgregadaSANDY MIREYA MENDOZA HOYOSAún no hay calificaciones
- Capitulo - 7 Derramas de Conocimiento em Presas Grandes-PequeñasDocumento19 páginasCapitulo - 7 Derramas de Conocimiento em Presas Grandes-PequeñasEnrique García GutiérrezAún no hay calificaciones
- Clase 5 PLANEAC AGREGada 2017-2Documento40 páginasClase 5 PLANEAC AGREGada 2017-2Jesus Manuel Egusquiza Ocaña100% (1)
- Tema 4 BDocumento19 páginasTema 4 BJoselyn villanueva taquiriAún no hay calificaciones
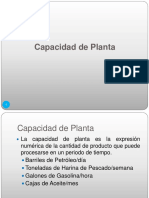
- Capacidad de PlantaDocumento11 páginasCapacidad de PlantaAlex AlexisAún no hay calificaciones
- Planeación de La ProducciónDocumento16 páginasPlaneación de La Produccióncumi87Aún no hay calificaciones
- Administracion Estrategica de La CapacidadDocumento3 páginasAdministracion Estrategica de La CapacidadDario MartinezAún no hay calificaciones
- Unidad 2Documento15 páginasUnidad 2MAYRA MACEDOAún no hay calificaciones
- Capacidad PlaneadaDocumento19 páginasCapacidad PlaneadaMarianaChiwoAún no hay calificaciones
- Planeamiento Agregado S&OP - Parte 2Documento32 páginasPlaneamiento Agregado S&OP - Parte 2Samira MaucayllaAún no hay calificaciones
- Análisis Del VideoDocumento3 páginasAnálisis Del VideoIrvin IDAún no hay calificaciones
- Plan Agregado PDFDocumento47 páginasPlan Agregado PDFPaolaagudeloAún no hay calificaciones
- Sincronización La Cadena de Suministro en Función Dela DemandaDocumento60 páginasSincronización La Cadena de Suministro en Función Dela Demandanios322Aún no hay calificaciones
- Factores de AprovisionamientoDocumento2 páginasFactores de AprovisionamientoJoseAún no hay calificaciones
- Factores de AprovisionamientoDocumento2 páginasFactores de AprovisionamientoJoseAún no hay calificaciones
- Cuestionario Logistica Diseño Cadena SuministrosDocumento11 páginasCuestionario Logistica Diseño Cadena SuministrosLizbeth Fierro100% (4)
- CapacidadDocumento15 páginasCapacidadFerNando JlcAún no hay calificaciones
- Ilovepdf MergedDocumento117 páginasIlovepdf MergedFREDY ELISEO GUTIERREZ FIGUEROAAún no hay calificaciones
- Cuadro ComparativoDocumento18 páginasCuadro ComparativoDiiana Parada0% (2)
- Cadena Suministro 1Documento37 páginasCadena Suministro 1Tony J FAún no hay calificaciones
- Recomendaciones para Gestionar Capacidad y DisponibilidadDocumento3 páginasRecomendaciones para Gestionar Capacidad y Disponibilidadadri_delgadofAún no hay calificaciones
- 5.1 Gestion de La Capacidad 19Documento19 páginas5.1 Gestion de La Capacidad 19Trafico LimaAún no hay calificaciones
- Gestión de InventariosDocumento8 páginasGestión de InventariosESTEFANY LISSETH IZQUIERDO CHUQUIHUANGAAún no hay calificaciones
- ¿Qué Es La Cadena de Suministro?Documento16 páginas¿Qué Es La Cadena de Suministro?MAYTE GARCIA HERNANDEZAún no hay calificaciones
- Evidencia de Aprendizaje FundamentosDocumento3 páginasEvidencia de Aprendizaje FundamentosDiana Vazquez100% (1)
- Sesion 1 - Modelo de ExcelenciaDocumento21 páginasSesion 1 - Modelo de ExcelenciaRenéAún no hay calificaciones
- Administración de Restricciones - Parte 5Documento31 páginasAdministración de Restricciones - Parte 5Oswaldo Sebastián Castro PantaAún no hay calificaciones
- MRP ModeloDocumento27 páginasMRP Modeloliliana andrea gonzalez salasAún no hay calificaciones
- 1 - Capacidad de ProducciónDocumento29 páginas1 - Capacidad de ProducciónJenny Melissa Díaz AlarcónAún no hay calificaciones
- Estimar Los Requisitos de Capacidad: Paso 1Documento8 páginasEstimar Los Requisitos de Capacidad: Paso 1JUNIOR CCAIHUARI HOYOSAún no hay calificaciones
- Planeacion de Los Requerimientos de DistribucionDocumento10 páginasPlaneacion de Los Requerimientos de DistribucionKarina BermúdezAún no hay calificaciones
- Semana 3Documento4 páginasSemana 3Herson NovaAún no hay calificaciones
- 2022.04.25 Taller #5 - Formulación y Evaluación de Proyectos - 1° Semestre 2022Documento18 páginas2022.04.25 Taller #5 - Formulación y Evaluación de Proyectos - 1° Semestre 2022Katia SkarletAún no hay calificaciones
- Io 1Documento8 páginasIo 1angellyAún no hay calificaciones
- Sesion 05 - OperacionesDocumento35 páginasSesion 05 - OperacionesJuan GutierrezAún no hay calificaciones
- YacimientosdePetroleooSubSup GiGaConsultingDocumento25 páginasYacimientosdePetroleooSubSup GiGaConsultingdanielaAún no hay calificaciones
- Produccion PEPSICODocumento8 páginasProduccion PEPSICOsammy.abigail.a100% (1)
- Logistic ADocumento12 páginasLogistic Alennin zeladaAún no hay calificaciones
- A2 Mapa ConceptualDocumento1 páginaA2 Mapa ConceptualCarolina GutierrezAún no hay calificaciones
- Trabajo Colaborativo Tarea 3 212028 201Documento18 páginasTrabajo Colaborativo Tarea 3 212028 201Andres MorenoAún no hay calificaciones
- Linv U3 A4Documento4 páginasLinv U3 A4Miriam MtzAún no hay calificaciones
- Linv U3 A4Documento4 páginasLinv U3 A4Miriam MtzAún no hay calificaciones
- Introduccion Logistica Compendio-1Documento114 páginasIntroduccion Logistica Compendio-1hector martinezAún no hay calificaciones
- Act 2 Snsa MateDocumento3 páginasAct 2 Snsa MateShecidd AlmendarizAún no hay calificaciones
- Document CuadroDocumento21 páginasDocument CuadroJhöăņä ŘójãśAún no hay calificaciones
- 04 Planeacion Agregada Version 01Documento36 páginas04 Planeacion Agregada Version 01Joey VegaAún no hay calificaciones
- MAN - METODOS CUANTITATIVOS - Toma de Decisiones. Actividad 1Documento3 páginasMAN - METODOS CUANTITATIVOS - Toma de Decisiones. Actividad 1CASCAN2000Aún no hay calificaciones
- Cuadro ComparativoDocumento14 páginasCuadro ComparativoDiiana ParadaAún no hay calificaciones
- Software Paranconsolidarninformacionnennlan CadenandenAbastecimientoDocumento17 páginasSoftware Paranconsolidarninformacionnennlan CadenandenAbastecimientojdelangelofficialAún no hay calificaciones
- Costos y PresupuestosDocumento109 páginasCostos y PresupuestosNicol Yamilet Cordova Aliaga0% (1)
- Trabajocolaborativo3 170514191046Documento33 páginasTrabajocolaborativo3 170514191046SENAIDAAún no hay calificaciones
- A Distancia PA03 Tarea SimulacionDocumento4 páginasA Distancia PA03 Tarea SimulacionDiego Armando Villamil ToscanoAún no hay calificaciones
- Manual Unidad 2 - SimulaciónDocumento12 páginasManual Unidad 2 - SimulaciónDiego Armando Villamil ToscanoAún no hay calificaciones
- Estructura Entrega de Trabajo Final Diseño de PlantaDocumento3 páginasEstructura Entrega de Trabajo Final Diseño de PlantaDiego Armando Villamil ToscanoAún no hay calificaciones
- Planificación Formato Riec Volteador de CintasDocumento2 páginasPlanificación Formato Riec Volteador de CintasDiego Armando Villamil ToscanoAún no hay calificaciones
- 2023 Solicitud de Intercambio Alumnos en RecepcionDocumento6 páginas2023 Solicitud de Intercambio Alumnos en RecepcionDiego Armando Villamil ToscanoAún no hay calificaciones
- Taller 1. Primera Ley de La TermodinámicaDocumento3 páginasTaller 1. Primera Ley de La TermodinámicaDiego Armando Villamil ToscanoAún no hay calificaciones
- ReciboDocumento1 páginaReciboDiego Armando Villamil ToscanoAún no hay calificaciones
- GUIA - U4 - Gestión de La Cadena de SuministroDocumento11 páginasGUIA - U4 - Gestión de La Cadena de SuministroDiego Armando Villamil ToscanoAún no hay calificaciones
- Modulo 3 EstudiantesDocumento17 páginasModulo 3 EstudiantesDiego Armando Villamil ToscanoAún no hay calificaciones
- FÍSICA IV - GUIA 3 - Dilatación Lineal y Superficial NicoleDocumento8 páginasFÍSICA IV - GUIA 3 - Dilatación Lineal y Superficial NicoleDiego Armando Villamil ToscanoAún no hay calificaciones
- Informe BarcoDocumento20 páginasInforme BarcoDiego Armando Villamil ToscanoAún no hay calificaciones
- Platilla Documentos Word-UanDocumento8 páginasPlatilla Documentos Word-UanDiego Armando Villamil ToscanoAún no hay calificaciones
- Unversidad Antonio Nariño Carta de Villamil Toscano Diego ArmandoDocumento1 páginaUnversidad Antonio Nariño Carta de Villamil Toscano Diego ArmandoDiego Armando Villamil ToscanoAún no hay calificaciones
- GUIA - U2 - Gestión de La Cadena de SuministroDocumento12 páginasGUIA - U2 - Gestión de La Cadena de SuministroDiego Armando Villamil ToscanoAún no hay calificaciones
- Te - Asuc01326 - Gestión de La Cadena de Suministros - 018 - 22Documento4 páginasTe - Asuc01326 - Gestión de La Cadena de Suministros - 018 - 22Diego Armando Villamil ToscanoAún no hay calificaciones
- Cotización No. COT-130573: Nit: 890.907.841-0 CR 55 13 24 7421222 Bogotá, D.CDocumento1 páginaCotización No. COT-130573: Nit: 890.907.841-0 CR 55 13 24 7421222 Bogotá, D.CDiego Armando Villamil ToscanoAún no hay calificaciones
- ConstanciasDocumento2 páginasConstanciasDiego Armando Villamil ToscanoAún no hay calificaciones
- GUIA - U3 - Gestión de La Cadena de SuministroDocumento12 páginasGUIA - U3 - Gestión de La Cadena de SuministroDiego Armando Villamil ToscanoAún no hay calificaciones
- FÍSICA IV - GUIA 3 - Dilatación Lineal y SuperficialDocumento4 páginasFÍSICA IV - GUIA 3 - Dilatación Lineal y SuperficialDiego Armando Villamil ToscanoAún no hay calificaciones
- Bid FominDocumento2 páginasBid FominLuis Tarrillo VasquezAún no hay calificaciones
- Jessica ManriqueDocumento1 páginaJessica ManriqueVA VITROALUM S.A.SAún no hay calificaciones
- Cont. AgropecuariaDocumento4 páginasCont. AgropecuariaFapc PCarriAún no hay calificaciones
- Presentación - Capítulo 6 Mb1Documento12 páginasPresentación - Capítulo 6 Mb1Florencia JasaAún no hay calificaciones
- Providencia Inces 240 Retencion Inces AguinaldosDocumento8 páginasProvidencia Inces 240 Retencion Inces AguinaldosLuis PinillaAún no hay calificaciones
- Actividad 2 ENCUESTA PYMESDocumento23 páginasActividad 2 ENCUESTA PYMESDiego JessurumAún no hay calificaciones
- Empresa UnipersonalDocumento23 páginasEmpresa UnipersonalErick StoneAún no hay calificaciones
- INTRODUCCIÓNDocumento10 páginasINTRODUCCIÓNCarlos F MarreroAún no hay calificaciones
- PPT 14D3 Charla CPT 09-02-2021Documento26 páginasPPT 14D3 Charla CPT 09-02-2021Omar EstradaAún no hay calificaciones
- Diseño y Estrategia Dela Organización en Un AmbienteDocumento13 páginasDiseño y Estrategia Dela Organización en Un AmbienteYOLIMAAún no hay calificaciones
- Jefe de AbastecimientosDocumento1 páginaJefe de AbastecimientosGuillermo Arturo Vera AlvarezAún no hay calificaciones
- Coworking FinalDocumento20 páginasCoworking Finaleliana mateusAún no hay calificaciones
- Los Desafíos de Panamá Debates IESA XXIII 4 Oct Dic 2019Documento52 páginasLos Desafíos de Panamá Debates IESA XXIII 4 Oct Dic 2019Luquitas CastañedaAún no hay calificaciones
- Muchas Personas Que Van A Viajar Al Exterior Me Preguntan Sobre Si Les Conviene Llevar Dinero Cash o Pagar Con TarjetaDocumento2 páginasMuchas Personas Que Van A Viajar Al Exterior Me Preguntan Sobre Si Les Conviene Llevar Dinero Cash o Pagar Con TarjetaEmiliano SchenfeltAún no hay calificaciones
- PA2 - Legislacion LaboralDocumento7 páginasPA2 - Legislacion LaboralJOEL ANTONIO AVILA TORRESAún no hay calificaciones
- Práct. 08 - EconomíaDocumento8 páginasPráct. 08 - EconomíaMariana MC.Aún no hay calificaciones
- TF - Branding - SeguricentroDocumento40 páginasTF - Branding - SeguricentroCROME21Aún no hay calificaciones
- Ilovepdf MergedDocumento88 páginasIlovepdf MergedARIEL EDUARDO MOREJON CORRALESAún no hay calificaciones
- Costo Por Financiamiento - Ic 101 - Benítez López Ulises SimónDocumento3 páginasCosto Por Financiamiento - Ic 101 - Benítez López Ulises SimónSimón BenítezAún no hay calificaciones
- Conta Bili DadDocumento4 páginasConta Bili Dadadrian granadosAún no hay calificaciones
- 5971 Geotecnica y Pilotaje SasDocumento1 página5971 Geotecnica y Pilotaje SasEduardo SolanoAún no hay calificaciones
- Esquema de Plan de Negocio Zumo de CaquiDocumento11 páginasEsquema de Plan de Negocio Zumo de CaquiKleiberiño GalindoAún no hay calificaciones
- Caso Mrs FieldDocumento12 páginasCaso Mrs FieldRuth Lucia Torres YucraAún no hay calificaciones
- Zipaquira Desarrollo EconómicoDocumento3 páginasZipaquira Desarrollo EconómicoLAYDI VEGAAún no hay calificaciones
- TV2 MicroeconomiaDocumento8 páginasTV2 MicroeconomiaClaudia Molina100% (2)
- Economia InternacionalDocumento4 páginasEconomia InternacionalFRANCIA ELENA URRIOLA BUELVAS ESTUDIANTEAún no hay calificaciones
- Documento 18Documento6 páginasDocumento 18Mabel SolórzanoAún no hay calificaciones
- MANUAL DE COMPRAS Y CONTRATACIONES Ultimo AcotadoDocumento37 páginasMANUAL DE COMPRAS Y CONTRATACIONES Ultimo AcotadoPabloAún no hay calificaciones
- Tarea 5 de Contabilidad 2Documento16 páginasTarea 5 de Contabilidad 2yuri100% (1)