También podría gustarte
- Proyecto El Buen Filo 15 08Documento25 páginasProyecto El Buen Filo 15 08Jorge SandovalAún no hay calificaciones
- Cartas P y NP Y Cartas C y UDocumento28 páginasCartas P y NP Y Cartas C y UBrenda RcAún no hay calificaciones
- Problemas Resueltos de Gráficas P, NP, C, UDocumento37 páginasProblemas Resueltos de Gráficas P, NP, C, UAndres Ruelas64% (25)
- Requisitos BPM de La Resolución 2674 Caso No.1 Hallazgo Auditoría Requisito Resolución 2674 AsociadoDocumento2 páginasRequisitos BPM de La Resolución 2674 Caso No.1 Hallazgo Auditoría Requisito Resolución 2674 Asociadoosmary50% (2)
- Métodos Matriciales para ingenieros con MATLABDe EverandMétodos Matriciales para ingenieros con MATLABCalificación: 5 de 5 estrellas5/5 (1)
- Control Estadístico de Calidad - Práctica 4Documento7 páginasControl Estadístico de Calidad - Práctica 4Oliver Oscar100% (1)
- Gestion de Calidad Tr2-Davila MeraDocumento32 páginasGestion de Calidad Tr2-Davila MeraDilmer davila mera100% (1)
- TAREADocumento11 páginasTAREALuis Dumes100% (2)
- Examen Parcial II Control 2022-1Documento4 páginasExamen Parcial II Control 2022-1luis david aprezaAún no hay calificaciones
- GutiéRrez Pulido, H. and Vara Salazar, R. (2013) - Control Estadístico de La Calidad Y Seis Sigma. MéXico: Mcgraw-Hill EducationDocumento16 páginasGutiéRrez Pulido, H. and Vara Salazar, R. (2013) - Control Estadístico de La Calidad Y Seis Sigma. MéXico: Mcgraw-Hill EducationEdison Paul RAún no hay calificaciones
- Problemas Resueltos de Graficas P NP C UDocumento37 páginasProblemas Resueltos de Graficas P NP C UArakumHan100% (1)
- Resolución Del Capitulo 8 de Control Estadístico de Calidad y Seis Sigma de Humbero Gutierrez - UAP 2015Documento29 páginasResolución Del Capitulo 8 de Control Estadístico de Calidad y Seis Sigma de Humbero Gutierrez - UAP 2015anthony61% (28)
- CLASE 10 - Gráficos de ControlDocumento29 páginasCLASE 10 - Gráficos de ControlIngrid Carolina Salazar AmorósAún no hay calificaciones
- 2do Examen Control ProcesosDocumento9 páginas2do Examen Control ProcesosJonathan Ramos VAún no hay calificaciones
- Problemas Graficos AtributosDocumento13 páginasProblemas Graficos Atributosdantesilva80% (10)
- 10.2. Ejercicios para ColasDocumento5 páginas10.2. Ejercicios para ColasJuan David Aponte SAún no hay calificaciones
- Factura, Nota de Debito, Nota de Credito, El Recibo, El Vale, Pagaré Letra de CambioDocumento9 páginasFactura, Nota de Debito, Nota de Credito, El Recibo, El Vale, Pagaré Letra de CambioPaola Alex Castillo33% (3)
- Conectores MC4 - BSP-0440 CertificadoDocumento1 páginaConectores MC4 - BSP-0440 CertificadoChristian Andres100% (1)
- Tarea 6 AnualidadesDocumento5 páginasTarea 6 AnualidadesRENATA PI�A GUTIERREZAún no hay calificaciones
- Practica Estados Financieros Evaluativa 1 PDFDocumento2 páginasPractica Estados Financieros Evaluativa 1 PDFGerardo Garcia0% (1)
- Resolucian Del Capitulo 8 de Control Estadastico de CalidadDocumento10 páginasResolucian Del Capitulo 8 de Control Estadastico de CalidadSalvador MartinezAún no hay calificaciones
- Tejeda Vázquez - Gráficos de Control Por AtributosDocumento23 páginasTejeda Vázquez - Gráficos de Control Por AtributosANA MARÍA TEJEDA VÁZQUEZAún no hay calificaciones
- Control Estadistico - Graficos de Control Por Atributos P, NP, C, UDocumento33 páginasControl Estadistico - Graficos de Control Por Atributos P, NP, C, UYean Fabián AlvaradoAún no hay calificaciones
- Resolucian Del Capitulo 8 de Control Estadastico de Calidad y SeisDocumento29 páginasResolucian Del Capitulo 8 de Control Estadastico de Calidad y SeisClaudia MejiaAún no hay calificaciones
- Carta de Control Por AtributosDocumento8 páginasCarta de Control Por AtributosFederico Fonseca JaramilloAún no hay calificaciones
- Ejercicios Capitulo 8-Grupo 1Documento14 páginasEjercicios Capitulo 8-Grupo 1Ledvin PerdomoAún no hay calificaciones
- Unidad 7 y 8 Control Estadístico de La Calidad y Seis SigmaDocumento8 páginasUnidad 7 y 8 Control Estadístico de La Calidad y Seis SigmaMaria Fernanda Padilla TacuriAún no hay calificaciones
- Capitulo 8Documento15 páginasCapitulo 8Dante Palacios Valdiviezo100% (1)
- Practica 1 - Unidad 3Documento12 páginasPractica 1 - Unidad 3heri OrluAún no hay calificaciones
- Capitulo 8Documento14 páginasCapitulo 8Beto JacomeAún no hay calificaciones
- Libro Estadistica ResDocumento30 páginasLibro Estadistica ResGabo JacomeAún no hay calificaciones
- Resolucion de Los 4 Ejercicios de Manufactura Esbelta Trabajo (Grupal)Documento4 páginasResolucion de Los 4 Ejercicios de Manufactura Esbelta Trabajo (Grupal)Silvia angelica Apaza diazAún no hay calificaciones
- Taller 11Documento9 páginasTaller 11fatimaAún no hay calificaciones
- Ejercicio C.E.CDocumento12 páginasEjercicio C.E.CLópez López AbigailAún no hay calificaciones
- 2.5 Graficas de Control Por AtributosDocumento31 páginas2.5 Graficas de Control Por AtributosMaría Fernanda Pérez MorenoAún no hay calificaciones
- EjerciciosCap3 ConsolucDocumento7 páginasEjerciciosCap3 ConsolucPaula BalzaAún no hay calificaciones
- Gráfica de Control Por AtributosDocumento46 páginasGráfica de Control Por AtributosAide Flores100% (1)
- Estadistica Inferencial I - Recuperacion - Unidad - 3Documento33 páginasEstadistica Inferencial I - Recuperacion - Unidad - 3José Israel Reyes HernándezAún no hay calificaciones
- MA145 - 201902 - PH Diferencia de ProporcionesDocumento18 páginasMA145 - 201902 - PH Diferencia de ProporcionesOlivia RojasAún no hay calificaciones
- Estadistica Inferencial Caso 2Documento7 páginasEstadistica Inferencial Caso 2jhordancr2000Aún no hay calificaciones
- Cartas de Control para AtributosDocumento75 páginasCartas de Control para AtributosPedro A. AraujoAún no hay calificaciones
- Cartas de Control para AtributosDocumento4 páginasCartas de Control para AtributosJavier MTzAún no hay calificaciones
- Control Estadístico de CalidadDocumento20 páginasControl Estadístico de CalidadShendy Aracelly Ledesma MontesAún no hay calificaciones
- Tarea 03 Prueba T para Una Muestra y Muestras IndependientesDocumento19 páginasTarea 03 Prueba T para Una Muestra y Muestras Independienteshunterlh4Aún no hay calificaciones
- Ataurima-Arellano M. - Implementación en MATLAB Del Método de Estimación Por Mínimos Cuadrados Ordinarios PDFDocumento14 páginasAtaurima-Arellano M. - Implementación en MATLAB Del Método de Estimación Por Mínimos Cuadrados Ordinarios PDFMiguel Ataurima ArellanoAún no hay calificaciones
- PDF 5 en Una Empresa Del Ramo Metalmecanico Se Fabrican Valvulas Despues Del Proceso de CompressDocumento13 páginasPDF 5 en Una Empresa Del Ramo Metalmecanico Se Fabrican Valvulas Despues Del Proceso de Compressmadafaquer322Aún no hay calificaciones
- Clase 12 - Cartas de Control Por AtributosDocumento26 páginasClase 12 - Cartas de Control Por AtributosAngel Villacres MadridAún no hay calificaciones
- SESIÓN 6.1 - GRÁFICOS DE CONTROL PARA ATRIBUTOS - HOJA DE TRABAJO PPDocumento27 páginasSESIÓN 6.1 - GRÁFICOS DE CONTROL PARA ATRIBUTOS - HOJA DE TRABAJO PPYean Fabián AlvaradoAún no hay calificaciones
- Tipo de Grafica de ControlDocumento5 páginasTipo de Grafica de ControlFrancisco ToroAún no hay calificaciones
- Segundo Parcial Gerencia de Calidad g20Documento3 páginasSegundo Parcial Gerencia de Calidad g20ROBLES AAún no hay calificaciones
- Optimizacion EconomicaDocumento18 páginasOptimizacion EconomicaAlvaro Guillermo Mamani JuchaniAún no hay calificaciones
- Solucion de Capitulo 8 Calidad de GutierDocumento40 páginasSolucion de Capitulo 8 Calidad de GutiercristhianAún no hay calificaciones
- Práctica 2: Modelado de Procesos de Crecimiento y Muerte Celular in VitroDocumento4 páginasPráctica 2: Modelado de Procesos de Crecimiento y Muerte Celular in VitroGuillermo García SáezAún no hay calificaciones
- Memoria Calculo Puesta A TierraDocumento18 páginasMemoria Calculo Puesta A Tierrahu3100% (2)
- 1ra. Prueba Solemne Ust Icos - 084 EconometríaDocumento3 páginas1ra. Prueba Solemne Ust Icos - 084 EconometríaJosé Leiva FernándezAún no hay calificaciones
- Capítulo 8Documento4 páginasCapítulo 8maximal25Aún no hay calificaciones
- Administración de Operaciones: Herramientas de La Calidad, Gráficos de Tendencias. Indicadores de Gestión - KpiDocumento67 páginasAdministración de Operaciones: Herramientas de La Calidad, Gráficos de Tendencias. Indicadores de Gestión - Kpijhon darwin guarniz carrilAún no hay calificaciones
- PC3 Control2 Grupo1Documento44 páginasPC3 Control2 Grupo1Augusto AlarconAún no hay calificaciones
- CAPITULO8Documento43 páginasCAPITULO8TroxterPS3Aún no hay calificaciones
- SP 07 Caisaguano Fanny PDFDocumento16 páginasSP 07 Caisaguano Fanny PDFFanny CaisaguanoAún no hay calificaciones
- Informefinalexp 2Documento8 páginasInformefinalexp 2Gabriela MoralesAún no hay calificaciones
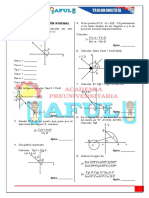
- SEMANA 5 - Angulos en PNDocumento2 páginasSEMANA 5 - Angulos en PNVictor GómezAún no hay calificaciones
- A1 U4 Rubalcava Cruz Elizeth Karina-2Documento38 páginasA1 U4 Rubalcava Cruz Elizeth Karina-2Eli RubalcavaAún no hay calificaciones
- Actividad 1 T2 - Macias Cynthia PDFDocumento15 páginasActividad 1 T2 - Macias Cynthia PDFEli RubalcavaAún no hay calificaciones
- Examen T5Documento5 páginasExamen T5Eli RubalcavaAún no hay calificaciones
- Actividad 1.5 Rubalcava Cruz Elizeth KarinaDocumento3 páginasActividad 1.5 Rubalcava Cruz Elizeth KarinaEli RubalcavaAún no hay calificaciones
- Actividad 3.3 Rubalcava Cruz Elizeth KarinaDocumento4 páginasActividad 3.3 Rubalcava Cruz Elizeth KarinaEli RubalcavaAún no hay calificaciones
- Ingeniería Industrial: ErgonomiaDocumento12 páginasIngeniería Industrial: ErgonomiaEli RubalcavaAún no hay calificaciones
- U5 A3 Rubalcava CruzDocumento3 páginasU5 A3 Rubalcava CruzEli RubalcavaAún no hay calificaciones
- Actividad 3.3Documento1 páginaActividad 3.3Eli RubalcavaAún no hay calificaciones
- Actividad 1 T2 PDFDocumento7 páginasActividad 1 T2 PDFEli RubalcavaAún no hay calificaciones
- Comunicado: Aguascalientes Ags. MéxicoDocumento1 páginaComunicado: Aguascalientes Ags. MéxicoEli RubalcavaAún no hay calificaciones
- Actividad 1.3 Rubalcava Cruz Elizeth KarinaDocumento7 páginasActividad 1.3 Rubalcava Cruz Elizeth KarinaEli RubalcavaAún no hay calificaciones
- UntitledDocumento1 páginaUntitledEli RubalcavaAún no hay calificaciones
- Cuestionario Subtemas 5.1 y 5.2 Pacheco SandovalDocumento8 páginasCuestionario Subtemas 5.1 y 5.2 Pacheco SandovalEli RubalcavaAún no hay calificaciones
- Cuestionario Tema 6Documento4 páginasCuestionario Tema 6Eli RubalcavaAún no hay calificaciones
- Examen de Respuesta Rápida Del Tema 6 Numero 1Documento3 páginasExamen de Respuesta Rápida Del Tema 6 Numero 1Eli RubalcavaAún no hay calificaciones
- Credencial Del AmorDocumento3 páginasCredencial Del AmorEli RubalcavaAún no hay calificaciones
- Auditoria Al IgvDocumento20 páginasAuditoria Al IgvLeslie Selene Quispe ChinchayAún no hay calificaciones
- Factura Electrónica: Cant. UM Cód. Descripción V/U P/U ImporteDocumento1 páginaFactura Electrónica: Cant. UM Cód. Descripción V/U P/U ImporteIsaac David Cordova Félix DíazAún no hay calificaciones
- EX48010958Documento1 páginaEX48010958Yojan CanoAún no hay calificaciones
- Trabajo Escrito de Exposicion OralDocumento43 páginasTrabajo Escrito de Exposicion Oralandres strecciAún no hay calificaciones
- Como Utlizar Chat GTP para Mejorar El Marketing de Las EmpresasDocumento2 páginasComo Utlizar Chat GTP para Mejorar El Marketing de Las EmpresasGabriel A. RamírezAún no hay calificaciones
- Exp Diagnostico Estrategico SDN - Feb-2019-ApyDocumento22 páginasExp Diagnostico Estrategico SDN - Feb-2019-ApyCentro de Operaciones de Emergencia RegionalAún no hay calificaciones
- A1 - Grupo 3Documento10 páginasA1 - Grupo 3Eduardo GuzmanAún no hay calificaciones
- MODULO 1 - 2 - Modulo 50 SGSST - ColmenaDocumento2 páginasMODULO 1 - 2 - Modulo 50 SGSST - Colmenapilar zambrano0% (1)
- Negociaciones E Inversiones Ruda S.A.C.: Orden de CompraDocumento1 páginaNegociaciones E Inversiones Ruda S.A.C.: Orden de Compraxiomar vanessa garcia paredesAún no hay calificaciones
- Cuadro Comparativo Sobre Sistemas de Información EmpresarialDocumento5 páginasCuadro Comparativo Sobre Sistemas de Información EmpresarialKELY JHOJANA HINCAPIE ZAPATAAún no hay calificaciones
- Mapa Estratégico - Volvo LeasingDocumento1 páginaMapa Estratégico - Volvo LeasingJennifer A. GarciaAún no hay calificaciones
- 4.principios Paridad InternacionalDocumento6 páginas4.principios Paridad InternacionalLia MarcelaAún no hay calificaciones
- Tarea Introducción A La Administración - Docx 8Documento2 páginasTarea Introducción A La Administración - Docx 8Francis Luis0% (1)
- Yanira Ceres Domingo 2 de JulioDocumento3 páginasYanira Ceres Domingo 2 de JulioLiseth Pamela MoyaAún no hay calificaciones
- Metodología Grupo 6Documento19 páginasMetodología Grupo 6JOSSELYNE ANDREA GOMEZ CASTROAún no hay calificaciones
- Cuadro Conceptual Adminitrativo 191022Documento3 páginasCuadro Conceptual Adminitrativo 191022Andrea LizethAún no hay calificaciones
- Fenómeno TecnológicoDocumento10 páginasFenómeno TecnológicoArisbeth GonzálezAún no hay calificaciones
- Actividad 5 Estado Del Arte y ObjetivosDocumento16 páginasActividad 5 Estado Del Arte y ObjetivosDiana Marcela BRAVO BENAVIDESAún no hay calificaciones
- Sesion 19. Contabilidad 01.Documento7 páginasSesion 19. Contabilidad 01.Rolando Cuti TorresAún no hay calificaciones
- Indicadores 2Documento58 páginasIndicadores 2Odar AlejandroAún no hay calificaciones
- Caso Práctico Realizado en Clase El 08092023Documento16 páginasCaso Práctico Realizado en Clase El 08092023heydi.surcoAún no hay calificaciones
- Quiz - Escenario 3 - Segundo Bloque-Teorico - Virtual - Proceso AdministrativoDocumento9 páginasQuiz - Escenario 3 - Segundo Bloque-Teorico - Virtual - Proceso AdministrativoKatherine HernandezAún no hay calificaciones
- Balanza de Comprobacion Empresa Comercial Marzo 2018Documento7 páginasBalanza de Comprobacion Empresa Comercial Marzo 2018FelipeAún no hay calificaciones
- Tarea PDFDocumento3 páginasTarea PDFCamila Vanessa Fernandez OchoaAún no hay calificaciones
- Trabajo CGV.2019Documento2 páginasTrabajo CGV.2019Tony LeivaAún no hay calificaciones