También podría gustarte
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- Fundamentos de Mantenimiento IndustrialDocumento10 páginasFundamentos de Mantenimiento IndustrialAna SantanaAún no hay calificaciones
- Plan de mantenimiento para torno y fresadoraDocumento31 páginasPlan de mantenimiento para torno y fresadoraKarina LopezAún no hay calificaciones
- Ensayo Unidad 1 Mantenimiento - Vicente Murillo Jara Er-3Documento11 páginasEnsayo Unidad 1 Mantenimiento - Vicente Murillo Jara Er-3Vicente Murillo JaraAún no hay calificaciones
- Proyecto (Parte 2) - Milton FuentesDocumento15 páginasProyecto (Parte 2) - Milton FuentesYordie FuentesAún no hay calificaciones
- Mantenimiento correctivo TECNM Campus MinatitlánDocumento10 páginasMantenimiento correctivo TECNM Campus Minatitlánvictor torresAún no hay calificaciones
- Unidad 1 Administración Del MantenimientoDocumento10 páginasUnidad 1 Administración Del MantenimientoAbigail Garcia MartinezAún no hay calificaciones
- Mantenimiento IndustrialDocumento13 páginasMantenimiento IndustrialginegasAún no hay calificaciones
- Introducción Al Mantenimiento Industrial y Generalidades.Documento15 páginasIntroducción Al Mantenimiento Industrial y Generalidades.Mayra DelAún no hay calificaciones
- Proyecto Mantto PDFDocumento41 páginasProyecto Mantto PDFFernando HuertaAún no hay calificaciones
- Programas de MantenimientoDocumento15 páginasProgramas de MantenimientoAna SantanaAún no hay calificaciones
- Unidad 2 Mantenimiento CorrectivoDocumento10 páginasUnidad 2 Mantenimiento CorrectivoJesus GarcíaAún no hay calificaciones
- Mantenimiento Industrial IO FinalDocumento25 páginasMantenimiento Industrial IO Finalyohan bolivarAún no hay calificaciones
- En GeneralDocumento13 páginasEn Generalsamuel ObandoAún no hay calificaciones
- 1.3 Mantenimiento Industrial y GeneralidadesDocumento13 páginas1.3 Mantenimiento Industrial y GeneralidadesAlejandroMartinezAún no hay calificaciones
- Mantenimiento industrial clave para la competitividadDocumento11 páginasMantenimiento industrial clave para la competitividadMAURICIO GONZALEZAún no hay calificaciones
- Tipos de Mantenimiento IndustrialDocumento9 páginasTipos de Mantenimiento IndustrialMartin Eliseo Pérez ZúñigaAún no hay calificaciones
- Anexo 3Documento46 páginasAnexo 3SthefanoAún no hay calificaciones
- Trabajo ADM. DEL MANTENIMIENTO de WordDocumento64 páginasTrabajo ADM. DEL MANTENIMIENTO de WordDanycris Mariano HerediaAún no hay calificaciones
- MantenimientoDocumento20 páginasMantenimientoNisbett Escobedo JalkAún no hay calificaciones
- ManteniDocumento21 páginasManteniLorenia GermanAún no hay calificaciones
- Unidad 3 Mantenimiento PreventivoDocumento10 páginasUnidad 3 Mantenimiento PreventivoJesus GarcíaAún no hay calificaciones
- Unidad 1 Introduccion Al Mantenimiento Industrial y GeneralidadesDocumento4 páginasUnidad 1 Introduccion Al Mantenimiento Industrial y GeneralidadesEduardo Ramos100% (1)
- TPM - Mantenimiento AutonomoDocumento9 páginasTPM - Mantenimiento Autonomogiancarlo quispeAún no hay calificaciones
- Mantenimiento en La Maquinaria PesadaDocumento14 páginasMantenimiento en La Maquinaria PesadaJorge CallejasAún no hay calificaciones
- Tipos de MantenimientoDocumento11 páginasTipos de MantenimientoAna RodasAún no hay calificaciones
- Monografia de Mantenimiento Jesus Roque AlcocerDocumento28 páginasMonografia de Mantenimiento Jesus Roque AlcocerMarisol RodriguezAún no hay calificaciones
- Unidad 3 Mantenimiento PreventivoDocumento10 páginasUnidad 3 Mantenimiento PreventivoJesus GarcíaAún no hay calificaciones
- Universidad Mayor de San SimónDocumento35 páginasUniversidad Mayor de San SimónOliver Gálvez ZavaletaAún no hay calificaciones
- Qué Es El Mantenimiento de PlantaDocumento17 páginasQué Es El Mantenimiento de PlantaJoséAún no hay calificaciones
- Que Es El MantenimientoDocumento4 páginasQue Es El MantenimientonachymgAún no hay calificaciones
- Importancia Del MantenimientoDocumento18 páginasImportancia Del MantenimientoAsael Carrasco100% (1)
- Adm MantenimientoDocumento30 páginasAdm MantenimientoRubi JerezAún no hay calificaciones
- Trabajo Monografico Luis MoralesDocumento9 páginasTrabajo Monografico Luis MoralesAna SantanaAún no hay calificaciones
- Mantenimiento correctivo ITESMDocumento10 páginasMantenimiento correctivo ITESMJesus GarcíaAún no hay calificaciones
- UNIDAD1APUNTESDocumento8 páginasUNIDAD1APUNTESIlse SolisAún no hay calificaciones
- Administracion Del MantenimientoDocumento45 páginasAdministracion Del MantenimientoAlfredo GarciaAún no hay calificaciones
- Control Del Mantenimiento de Equipos IndustrialesDocumento15 páginasControl Del Mantenimiento de Equipos IndustrialesJhonny Bautista CubaAún no hay calificaciones
- Mantenimiento Preventivo, Corrctivo y PredictivoDocumento14 páginasMantenimiento Preventivo, Corrctivo y Predictivocristobal de jesusAún no hay calificaciones
- 200B0436 GomezGian INV2Documento16 páginas200B0436 GomezGian INV2Gómez González Gian CarloAún no hay calificaciones
- MantenimientoDocumento28 páginasMantenimientoIsa PaipaAún no hay calificaciones
- Plan de Mantenimiento DosDocumento32 páginasPlan de Mantenimiento DosJOHANA BURBANOAún no hay calificaciones
- Mantenimiento Industrial PART1Documento50 páginasMantenimiento Industrial PART1Armando Galarza SarmientoAún no hay calificaciones
- Plan de Mantenimiento PreventivoDocumento46 páginasPlan de Mantenimiento PreventivoJose AlvaroAún no hay calificaciones
- Capitulo 1234 MantenimientoDocumento43 páginasCapitulo 1234 MantenimientoAntonio Salas ChavezAún no hay calificaciones
- Tesis Mantenimiento Industrial Mariel Luz TatianaDocumento68 páginasTesis Mantenimiento Industrial Mariel Luz TatianaEmilio Nicolás AssefhAún no hay calificaciones
- Gerencia Del Mantenimiento-Plan de MantenimientoDocumento52 páginasGerencia Del Mantenimiento-Plan de MantenimientoRossana RivasAún no hay calificaciones
- Examen Gerencia MtmentoDocumento5 páginasExamen Gerencia MtmentoElyLaRoSaAún no hay calificaciones
- UNIDAD 3. Paneación y Programación Del Mantenimiento de Las EmpresasDocumento30 páginasUNIDAD 3. Paneación y Programación Del Mantenimiento de Las EmpresasRubi Zenteno RodriguezAún no hay calificaciones
- Pruebas y Mantenimiento EléctricoDocumento18 páginasPruebas y Mantenimiento EléctricoDANIEL ESTRADA MARTINEZAún no hay calificaciones
- Introducción a la Administración del MantenimientoDocumento32 páginasIntroducción a la Administración del Mantenimientock2hnpgjdpAún no hay calificaciones
- Trabajo GrupalDocumento13 páginasTrabajo GrupalSergio MatiasAún no hay calificaciones
- Tema 1 Introducción Al Mantenimiento Industrial y Generalidades. Ene-Jun 2022Documento48 páginasTema 1 Introducción Al Mantenimiento Industrial y Generalidades. Ene-Jun 2022Luisa PinedaAún no hay calificaciones
- T4 Taxmtto David Leon 9CDocumento8 páginasT4 Taxmtto David Leon 9CDel Valle Montero MarcoAún no hay calificaciones
- El Mantenimiento IndustrialDocumento8 páginasEl Mantenimiento IndustrialMezaMackAún no hay calificaciones
- Tipos de MantenimientosDocumento4 páginasTipos de MantenimientosJUAN MIGUEL BRENES HERNANDEZAún no hay calificaciones
- Stock de Repuestos y CriteriosDocumento30 páginasStock de Repuestos y CriteriosJ C FlAún no hay calificaciones
- Propuesta de Un Plan de Mantenimiento ProgramadoDocumento8 páginasPropuesta de Un Plan de Mantenimiento ProgramadoVillarreal Espinoza SergioAún no hay calificaciones
- Unidad 1 - Administración de MantenimientoDocumento18 páginasUnidad 1 - Administración de MantenimientoԼեյդի Մարտինես100% (1)
- Curso CompresoresDocumento78 páginasCurso CompresoresBryanMárquezAún no hay calificaciones
- Informe de MatricieriaDocumento14 páginasInforme de MatricieriaBryanMárquezAún no hay calificaciones
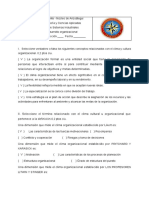
- IPARCIALDESARROLLOORGANIZACIONALI-2023 (1) Vanessa MárquezDocumento7 páginasIPARCIALDESARROLLOORGANIZACIONALI-2023 (1) Vanessa MárquezBryanMárquezAún no hay calificaciones
- Evaluacion 1Documento9 páginasEvaluacion 1BryanMárquezAún no hay calificaciones
- 844861626X PDFDocumento18 páginas844861626X PDFEliant Nataly Diaz AlvarezAún no hay calificaciones
- Solución Taller 1Documento12 páginasSolución Taller 1BM Johnnys100% (1)
- Sistemas de DispersionDocumento15 páginasSistemas de DispersionBryanMárquezAún no hay calificaciones
- Iparcialdesarrolloorganizacionali 2023Documento7 páginasIparcialdesarrolloorganizacionali 2023BryanMárquezAún no hay calificaciones
- Ensayo de Tension BryanDocumento3 páginasEnsayo de Tension BryanBryanMárquezAún no hay calificaciones
- InformedetraccinDocumento17 páginasInformedetraccinDeiverAntuanAmayaForgionnyAún no hay calificaciones
- Fase Ii Proyecto Completo ModificacionDocumento54 páginasFase Ii Proyecto Completo ModificacionBryanMárquezAún no hay calificaciones
- Traccion o TensionDocumento9 páginasTraccion o TensionBryanMárquezAún no hay calificaciones
- Rehervidores TiposDocumento5 páginasRehervidores TiposARNOLD BRAVO RAMIREZ50% (2)
- Tipos de RehervidoresDocumento2 páginasTipos de RehervidoresARNOLD BRAVO RAMIREZAún no hay calificaciones
- Proyecto FinalDocumento52 páginasProyecto FinalBryanMárquezAún no hay calificaciones
- Proyecto FinalDocumento52 páginasProyecto FinalBryanMárquezAún no hay calificaciones
- Iparcialdesarrolloorganizacionali 2023Documento7 páginasIparcialdesarrolloorganizacionali 2023BryanMárquezAún no hay calificaciones
- Proyecto Final 2Documento50 páginasProyecto Final 2BryanMárquezAún no hay calificaciones
- PROYECt ODocumento20 páginasPROYECt OBryanMárquezAún no hay calificaciones
- PROYECt ODocumento20 páginasPROYECt OBryanMárquezAún no hay calificaciones
- Proyecto Final 2Documento51 páginasProyecto Final 2BryanMárquezAún no hay calificaciones
- Planilla de Solicitud EstudiantilDocumento1 páginaPlanilla de Solicitud EstudiantilBryanMárquezAún no hay calificaciones
- Curriculum Bryan Márquez Actualizado 1Documento1 páginaCurriculum Bryan Márquez Actualizado 1BryanMárquezAún no hay calificaciones
- Análisis Solicitud de Paralelo Sin ExcesoDocumento1 páginaAnálisis Solicitud de Paralelo Sin ExcesoDanielis caraballoAún no hay calificaciones
- Anteproyecto CorreccionDocumento4 páginasAnteproyecto CorreccionBryanMárquezAún no hay calificaciones
- Planillas - Servicio - Hoja DiariaDocumento2 páginasPlanillas - Servicio - Hoja DiariaBryanMárquezAún no hay calificaciones
- Restauración de pupitres escuela AnzoáteguiDocumento21 páginasRestauración de pupitres escuela AnzoáteguiBryanMárquezAún no hay calificaciones
- Anteproyecto CorreccionDocumento4 páginasAnteproyecto CorreccionBryanMárquezAún no hay calificaciones
- Anteproyecto CorreccionDocumento4 páginasAnteproyecto CorreccionBryanMárquezAún no hay calificaciones
- Planilla de Inscripcion Por DptoDocumento1 páginaPlanilla de Inscripcion Por DptoBryanMárquezAún no hay calificaciones
- CASO PRÁCTICO Prorrateo Primario y SecundarioDocumento3 páginasCASO PRÁCTICO Prorrateo Primario y Secundariobraulio80% (5)
- Curriculum GaspetrolDocumento3 páginasCurriculum GaspetrolAlfredo AngelesAún no hay calificaciones
- Organizacion y Direccion de Empresas Acruta y TapiaDocumento11 páginasOrganizacion y Direccion de Empresas Acruta y TapiaDiego Alonso Maguiña AlvaradoAún no hay calificaciones
- Investigar en Qué Consiste La Técnica DenominadaDocumento9 páginasInvestigar en Qué Consiste La Técnica DenominadaMarcela De la cruzAún no hay calificaciones
- Origen y Evolucion de Los SindicatosDocumento11 páginasOrigen y Evolucion de Los SindicatosNayla Agustina MunozAún no hay calificaciones
- Importacia de La EmpresaDocumento9 páginasImportacia de La EmpresaBetsabe Hern�ndez AlmarazAún no hay calificaciones
- Formato de Escrituras ProtocoloDocumento40 páginasFormato de Escrituras ProtocoloJHONATAN FERNANDEZ100% (1)
- Libro Grana Cochinilla FinaDocumento100 páginasLibro Grana Cochinilla FinaAnallely MedinaAún no hay calificaciones
- Pensum UtesaDocumento1 páginaPensum UtesaVictoria Maldonado MedinaAún no hay calificaciones
- El Alcance y Función de La Promoción de VentasDocumento5 páginasEl Alcance y Función de La Promoción de VentasMary Marcano100% (1)
- Sistemas acumulación costos producto, estados financieros e informes internosDocumento4 páginasSistemas acumulación costos producto, estados financieros e informes internosJaider PadillaAún no hay calificaciones
- Andrew Carnegie-David NasawDocumento742 páginasAndrew Carnegie-David NasawManuel Castillo Ruíz100% (1)
- Gfpi-F-019 - Guia - de - Aprendizaje Propagacion VegetativaDocumento3 páginasGfpi-F-019 - Guia - de - Aprendizaje Propagacion VegetativaMariela Isabel Paez GonzalezAún no hay calificaciones
- Diagnostico UsumatlanDocumento537 páginasDiagnostico UsumatlanFrancisco HernandezAún no hay calificaciones
- Unidad II - Manejo Contable de Las CuentasDocumento69 páginasUnidad II - Manejo Contable de Las CuentasKuidao SponjaAún no hay calificaciones
- Actividad 3Documento6 páginasActividad 3Kevin Alexis GUERRERO TORRESAún no hay calificaciones
- Historia de Ford Motor CompanyDocumento4 páginasHistoria de Ford Motor CompanyCrakpro DemoleAún no hay calificaciones
- RV Al General CableDocumento3 páginasRV Al General CableLuisSevillanoReyesAún no hay calificaciones
- Qué Es BancoDocumento7 páginasQué Es BancoEsvin AlexanderAún no hay calificaciones
- Planeacion Estrategica y Gestion de ActivosDocumento12 páginasPlaneacion Estrategica y Gestion de ActivosEDISON ANTONIO CORDOBA MORENOAún no hay calificaciones
- Tarea 7 Com. y MarketingDocumento2 páginasTarea 7 Com. y MarketingAndree Escalante MijahuancaAún no hay calificaciones
- Sectores de La EconomíaDocumento2 páginasSectores de La EconomíaDanielaAún no hay calificaciones
- InfografiaDocumento1 páginaInfografiaSergioWilchesAún no hay calificaciones
- Asturias - Caso Práctico 3 - Banco EstándarDocumento8 páginasAsturias - Caso Práctico 3 - Banco EstándarHector Rodriguez PorrasAún no hay calificaciones
- Escenario 4Documento19 páginasEscenario 4Natalia CardenasAún no hay calificaciones
- El Junquito .co-WPS OfficeDocumento18 páginasEl Junquito .co-WPS OfficeEmma AlecAún no hay calificaciones
- CIT-Córdoba-Recursos-FinancierosDocumento2 páginasCIT-Córdoba-Recursos-FinancierosAlejandro Millan JulioAún no hay calificaciones
- Trabajo Práctico Individual II - COMERCIO EXTERIORDocumento11 páginasTrabajo Práctico Individual II - COMERCIO EXTERIORDNS FUMIGADORA SOLUTION COMPANYAún no hay calificaciones
- Manual de contabilidad agrícolaDocumento6 páginasManual de contabilidad agrícolaValeria ParraAún no hay calificaciones
- PRACTICA #1 CostosDocumento2 páginasPRACTICA #1 Costosjoel100% (1)