También podría gustarte
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Calificación: 5 de 5 estrellas5/5 (1)
- Criterios de Aceptabilidad para Soldaduras en Inspeccion VisualDocumento3 páginasCriterios de Aceptabilidad para Soldaduras en Inspeccion VisualMauricioAún no hay calificaciones
- Visual Soldaduras EstructuralesDocumento15 páginasVisual Soldaduras Estructuraleslandsv01Aún no hay calificaciones
- Pca03-001 Procedimiento de Inspeccion de Soldadura SCDocumento7 páginasPca03-001 Procedimiento de Inspeccion de Soldadura SCRocio Diaz VqzAún no hay calificaciones
- Inspeccion de SoldaduraDocumento5 páginasInspeccion de SoldaduraLuis Eduardo Perez RangelAún no hay calificaciones
- Procedimiento de SoldaduraDocumento5 páginasProcedimiento de SoldaduraPer DCAún no hay calificaciones
- Instructivos de Inspeccion Visual Tanques para Inspectores Niveles 1Documento5 páginasInstructivos de Inspeccion Visual Tanques para Inspectores Niveles 1Adriana FontanillaAún no hay calificaciones
- Procedimiento de Trabajos en SoldaduraDocumento12 páginasProcedimiento de Trabajos en SoldaduraCristian loyolaAún no hay calificaciones
- Especificaciones Tecnicas Estructuras Metalicas - DrokasaDocumento5 páginasEspecificaciones Tecnicas Estructuras Metalicas - DrokasaAna Quijandria MendozaAún no hay calificaciones
- Procedimiento de Inspeccion VisualDocumento20 páginasProcedimiento de Inspeccion Visualsamyvega100% (1)
- Ensayos de Calificacion de SoldaduraDocumento8 páginasEnsayos de Calificacion de Soldaduralourdes ramosAún no hay calificaciones
- Especificacion para Edificios de Estructura de Acero - Plan de CalidadDocumento10 páginasEspecificacion para Edificios de Estructura de Acero - Plan de CalidadManuel Arnoldo Chavez BenitezAún no hay calificaciones
- Instructivo de Trabajo de SoldaduraDocumento8 páginasInstructivo de Trabajo de Soldaduravicvarg3235Aún no hay calificaciones
- Procedimiento de Inspeccion VisualDocumento8 páginasProcedimiento de Inspeccion VisualJuan Araujo100% (2)
- Procedimiento Soldadura de CañeríasDocumento12 páginasProcedimiento Soldadura de Cañeríastofonazo100% (2)
- Procedimiento de Reparaciones de Juntas Tipo Filete Geop Ctto 296Documento7 páginasProcedimiento de Reparaciones de Juntas Tipo Filete Geop Ctto 296Michel Lopez FloresAún no hay calificaciones
- Procedimiento de Inspeccion Visual de SoldaduraDocumento11 páginasProcedimiento de Inspeccion Visual de SoldaduraEddy ArreolaAún no hay calificaciones
- End-Pr-Ivt-01 Procedimiento VT Asme b31.3 - 2010Documento7 páginasEnd-Pr-Ivt-01 Procedimiento VT Asme b31.3 - 2010Charles CisnerosAún no hay calificaciones
- Procedimiento GeneraL de SOLDADURADocumento28 páginasProcedimiento GeneraL de SOLDADURAJorge SaavedraAún no hay calificaciones
- PE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesDocumento6 páginasPE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesAlejandro NietoAún no hay calificaciones
- BS-SCO-14 Reparacion de Soldadura... CorregidoDocumento6 páginasBS-SCO-14 Reparacion de Soldadura... CorregidoDaniel BalderramaAún no hay calificaciones
- Trabajo ArmandoDocumento14 páginasTrabajo ArmandoVairon QuezadaAún no hay calificaciones
- Especificaciones Tecnicas Estructuras Metalicas FerreyrosDocumento5 páginasEspecificaciones Tecnicas Estructuras Metalicas FerreyrosDavid Borja HuarachiAún no hay calificaciones
- Procedimiento de Alineacio N y Soldadura de TuberiaDocumento13 páginasProcedimiento de Alineacio N y Soldadura de TuberiaMarlon Humberto Navarro AltamarAún no hay calificaciones
- Alineacion y SoldaduraDocumento3 páginasAlineacion y Soldadurajplutod0% (1)
- 03-PS - Procedimiento de SoldaduraDocumento10 páginas03-PS - Procedimiento de SoldaduraedaupizaAún no hay calificaciones
- Caso Construccion de La Derivacion de Una Linea de Tuberia para Transporte de PetroleoDocumento4 páginasCaso Construccion de La Derivacion de Una Linea de Tuberia para Transporte de PetroleoHugo Ferro Cuellar50% (2)
- Procedimiento RT AWS 2015Documento15 páginasProcedimiento RT AWS 2015jose negreteAún no hay calificaciones
- Manual de Inspeccion VisualDocumento16 páginasManual de Inspeccion VisualEdAlmAún no hay calificaciones
- Procedimiento General de Soldadura MOPET PDFDocumento10 páginasProcedimiento General de Soldadura MOPET PDFAnonymous XqOKlgAún no hay calificaciones
- Procedimiento de Inspeccion Visual de Soldadura de Weldolet de 10" en Tubo de 24"Documento15 páginasProcedimiento de Inspeccion Visual de Soldadura de Weldolet de 10" en Tubo de 24"Axel GonzalesAún no hay calificaciones
- Criterios LPDocumento10 páginasCriterios LPcarlos fraustoAún no hay calificaciones
- I.21 SOLDADURA WPS-PQR Rev.01Documento14 páginasI.21 SOLDADURA WPS-PQR Rev.01LISSETTE ALARCONAún no hay calificaciones
- TSG 203 Procedimiento Especifico de Liquidos Penetrantes Asme b31.3-2010Documento6 páginasTSG 203 Procedimiento Especifico de Liquidos Penetrantes Asme b31.3-2010José Luis TolaAún no hay calificaciones
- Asme 31.8 2022Documento11 páginasAsme 31.8 2022nestor.arguello83Aún no hay calificaciones
- Codigo de Soldadura de Puentes - Aws D 1.5Documento39 páginasCodigo de Soldadura de Puentes - Aws D 1.5jhonvmm86% (7)
- AWS B1.11 2000 EspañolDocumento8 páginasAWS B1.11 2000 EspañolKeiser8950% (4)
- 04-Pivs - Procedimiento de Inspeccion Visual de SoldaduraDocumento10 páginas04-Pivs - Procedimiento de Inspeccion Visual de SoldaduraedaupizaAún no hay calificaciones
- Aws SoldadoresDocumento8 páginasAws SoldadoresanabelguadalupeAún no hay calificaciones
- Capitulo 6 AWS D1.3 TraducidoDocumento4 páginasCapitulo 6 AWS D1.3 TraducidojairoAún no hay calificaciones
- Apendice W 111Documento6 páginasApendice W 111Octavio Ochoa HernadezAún no hay calificaciones
- Inspeccion de SoldaduraDocumento8 páginasInspeccion de SoldaduraCarlos Lluen AquinoAún no hay calificaciones
- Especificaciones Tecnicas Estructuras - METALICAS - ECOPLAZADocumento27 páginasEspecificaciones Tecnicas Estructuras - METALICAS - ECOPLAZAguidoAún no hay calificaciones
- Reparación de SoldaduraDocumento7 páginasReparación de SoldaduraCarlos Torrez JimenezAún no hay calificaciones
- Pr-Ac-13 Inspeccion VisualDocumento8 páginasPr-Ac-13 Inspeccion VisualjoseAún no hay calificaciones
- Procedimiento de Fabricacion de EstrucDocumento8 páginasProcedimiento de Fabricacion de EstrucedaupizaAún no hay calificaciones
- Inspeccion VisualDocumento13 páginasInspeccion VisualDavid SALGUERO OLVEAAún no hay calificaciones
- 1 Calificación y Desempeño de Soldadores Rev04Documento6 páginas1 Calificación y Desempeño de Soldadores Rev04Nathalie VasquezAún no hay calificaciones
- MODULO No 1 INSPECCION VISUAL AWSDocumento70 páginasMODULO No 1 INSPECCION VISUAL AWScruz garcia100% (1)
- Inspección Visual Soldadura Rev. 0Documento7 páginasInspección Visual Soldadura Rev. 0yahirrocagalindoAún no hay calificaciones
- Criterios de Inspección VisualDocumento8 páginasCriterios de Inspección VisualJuan Eduardo JeRicoAún no hay calificaciones
- Estandar de Soldadura 002 Rev ADocumento12 páginasEstandar de Soldadura 002 Rev ACristian loyolaAún no hay calificaciones
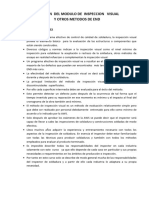
- Resumen Del Modulo de Inspeccion VisualDocumento11 páginasResumen Del Modulo de Inspeccion VisualJaime GiraldoAún no hay calificaciones
- Introduccion A La Inspección en Juntas SoldadasDocumento17 páginasIntroduccion A La Inspección en Juntas SoldadasJoseph Valdez MolinaAún no hay calificaciones
- Calificacion de Soldadores Segun AWSDocumento42 páginasCalificacion de Soldadores Segun AWSanabelguadalupe100% (2)
- 3.12-Suministro de Estructuras Metalicas de Lineas y Subestaciones Rev0Documento12 páginas3.12-Suministro de Estructuras Metalicas de Lineas y Subestaciones Rev0fernandoAún no hay calificaciones
- LGS01-Calificacion de SoldadoresDocumento14 páginasLGS01-Calificacion de SoldadoresGedalías MartínezAún no hay calificaciones
- Procedimiento de Inspeccion VisualDocumento22 páginasProcedimiento de Inspeccion VisualGabriel D. RodriguezAún no hay calificaciones
- Procedimiento VTDocumento6 páginasProcedimiento VTConhydra AcoaguaAún no hay calificaciones
- PR-CT-018 Inst. Hidraulica CobreDocumento6 páginasPR-CT-018 Inst. Hidraulica Cobresamantha guerreroAún no hay calificaciones
- PR-CT - 012 Procedimiento de Aplicaccion de PinturaDocumento10 páginasPR-CT - 012 Procedimiento de Aplicaccion de Pinturasamantha guerreroAún no hay calificaciones
- PR-CT-019 Procedimiento Constructivo de Plafones y Muros D Etabla RocaDocumento11 páginasPR-CT-019 Procedimiento Constructivo de Plafones y Muros D Etabla Rocasamantha guerreroAún no hay calificaciones
- PR-CT-015 Inst. Hidraulica EnterradaDocumento10 páginasPR-CT-015 Inst. Hidraulica Enterradasamantha guerreroAún no hay calificaciones
- PR-CT - 011 Acabados en PisosDocumento5 páginasPR-CT - 011 Acabados en Pisossamantha guerreroAún no hay calificaciones
- PR-CT - 012 Procedimiento de Aplicaccion de PinturaDocumento10 páginasPR-CT - 012 Procedimiento de Aplicaccion de Pinturasamantha guerreroAún no hay calificaciones
- PR-CT - 010 Procedimientos Constructivo Losas de RodamientoDocumento15 páginasPR-CT - 010 Procedimientos Constructivo Losas de Rodamientosamantha guerreroAún no hay calificaciones
- PR-CT-009 Muros de BlockDocumento13 páginasPR-CT-009 Muros de Blocksamantha guerreroAún no hay calificaciones
- PR-CT-007 Procedimiento de Montaje de Estructuras 2Documento27 páginasPR-CT-007 Procedimiento de Montaje de Estructuras 2samantha guerreroAún no hay calificaciones
- PR-CT-008 Cimentacion CanchasDocumento21 páginasPR-CT-008 Cimentacion Canchassamantha guerreroAún no hay calificaciones
- PR-CT-005 CARCAMO Y CISTERNA PLUVIAL Cal PDFDocumento21 páginasPR-CT-005 CARCAMO Y CISTERNA PLUVIAL Cal PDFsamantha guerreroAún no hay calificaciones
- PR-CT-006 Cimentacion Control y FaunaDocumento19 páginasPR-CT-006 Cimentacion Control y Faunasamantha guerreroAún no hay calificaciones
- PR-CT - 004 CISTERNA Calidad PDFDocumento19 páginasPR-CT - 004 CISTERNA Calidad PDFsamantha guerreroAún no hay calificaciones
- PR-CT-002 Procedimiento Constructivos de Descabece de PilasDocumento4 páginasPR-CT-002 Procedimiento Constructivos de Descabece de Pilassamantha guerreroAún no hay calificaciones
- PORTADA MergedDocumento7 páginasPORTADA Mergedsamantha guerreroAún no hay calificaciones
- BS-FO-GP-007 Liberacion Prueba HidrostaticaDocumento1 páginaBS-FO-GP-007 Liberacion Prueba Hidrostaticasamantha guerreroAún no hay calificaciones
- BS-PC-GP-021 Prosedimiento Fabricacion y Montaje de Estructuras Rev.1Documento15 páginasBS-PC-GP-021 Prosedimiento Fabricacion y Montaje de Estructuras Rev.1samantha guerreroAún no hay calificaciones
- Bs Fo GP 007 Liberacionde Prueba HidrostaticaDocumento1 páginaBs Fo GP 007 Liberacionde Prueba Hidrostaticasamantha guerreroAún no hay calificaciones
- Metales Pesados - LibroDocumento46 páginasMetales Pesados - Libroluis100% (1)
- Instituto Valenciano de La Infertilidad - Javier García SoleraDocumento21 páginasInstituto Valenciano de La Infertilidad - Javier García SoleraCecibel GonzálezAún no hay calificaciones
- Influencia Del Agrietamiento Del Concreto en La Corrosión Del Acero de RefuerzoDocumento83 páginasInfluencia Del Agrietamiento Del Concreto en La Corrosión Del Acero de RefuerzoJuan Carlos Carranza Torres100% (1)
- Clasificación de Los Materiales WordDocumento4 páginasClasificación de Los Materiales WordJorge Luis Palomino InfanteAún no hay calificaciones
- Gravimetria Del HierroDocumento8 páginasGravimetria Del HierroFabio Alexander Novoa RamirezAún no hay calificaciones
- Anemia FerropénicaDocumento47 páginasAnemia FerropénicaAaron Gomez0% (1)
- Laboratorio 4 Molienda y Densidad de PulpaDocumento15 páginasLaboratorio 4 Molienda y Densidad de PulpaDanny Santos ValenzuelaAún no hay calificaciones
- Informe AceroDocumento16 páginasInforme AceroVan HohenheimAún no hay calificaciones
- Informe Fabricacion y Propiedades Del AceroDocumento28 páginasInforme Fabricacion y Propiedades Del AceroJean Carlos Julio IdroboAún no hay calificaciones
- Nutrición Mineral y Vitaminica NABDocumento29 páginasNutrición Mineral y Vitaminica NABJhoan Alexander Soberon DiazAún no hay calificaciones
- HierroDocumento7 páginasHierrodaniel de graciaAún no hay calificaciones
- Tarea Semana 2 Resistencia de Los MaterialesDocumento6 páginasTarea Semana 2 Resistencia de Los MaterialesAntonio Soto Avendaño100% (4)
- Informe Acerca de Preparacion de ProbetasDocumento9 páginasInforme Acerca de Preparacion de ProbetasRaimundo A Laguas ParedesAún no hay calificaciones
- Catalago de Actividades Economicas (SHCP)Documento119 páginasCatalago de Actividades Economicas (SHCP)Red Contable MX100% (1)
- Flotacion, Tostacion, FundicionDocumento59 páginasFlotacion, Tostacion, FundiciontlayaAún no hay calificaciones
- Descripción de Las VálvulasDocumento16 páginasDescripción de Las VálvulasJuan David ParraAún no hay calificaciones
- Valdiviezo GJ PDFDocumento180 páginasValdiviezo GJ PDFAnonymous GRQaynAún no hay calificaciones
- Concentración Residual y Concentración MecánicaDocumento46 páginasConcentración Residual y Concentración MecánicaJUAN DAVID GABRIEL RODRIGUEZ BERMEOAún no hay calificaciones
- 01.58 - M-114 - Cubo de Acero para Desperdicios Con Tapa Adicionada A PedalDocumento2 páginas01.58 - M-114 - Cubo de Acero para Desperdicios Con Tapa Adicionada A PedalachainyaAún no hay calificaciones
- Infografia GHCDocumento1 páginaInfografia GHCOscar RíosAún no hay calificaciones
- Cuento El Ferrocarril de Canni1Documento18 páginasCuento El Ferrocarril de Canni1Roland LoachamínAún no hay calificaciones
- Capítulo IiDocumento9 páginasCapítulo IiGustavo AlonsoAún no hay calificaciones
- La Mineria en GuatemalaDocumento3 páginasLa Mineria en GuatemalaMariam ChavarriaAún no hay calificaciones
- Práctica 4 ChorizoDocumento10 páginasPráctica 4 ChorizoMaria Del R. QuinteroAún no hay calificaciones
- ANEMIADocumento1 páginaANEMIAisabella100% (3)
- Informe HierroDocumento18 páginasInforme HierroKoraima Heidy Carreño SaireAún no hay calificaciones
- Ficha Vse-1-13-15-21-30Documento2 páginasFicha Vse-1-13-15-21-30Jorge Luis Reyes CarmeloAún no hay calificaciones
- 1a Revolucion IndustrialDocumento8 páginas1a Revolucion IndustrialXenia PeralesAún no hay calificaciones
- Metales Ferrosos y No FerrososDocumento6 páginasMetales Ferrosos y No FerrososJohnny TorresAún no hay calificaciones
- Corrosión en Medio Ambiente Salino de La Aleación Comercial Del Alum PDFDocumento220 páginasCorrosión en Medio Ambiente Salino de La Aleación Comercial Del Alum PDFJuan Carlos Aguilar SerrudoAún no hay calificaciones