También podría gustarte
- Brochure Kansha Group PDFDocumento42 páginasBrochure Kansha Group PDFFrancisco Caceda QuispeAún no hay calificaciones
- Portafolio MRDocumento35 páginasPortafolio MRAlejandra SuarezAún no hay calificaciones
- Especificaciones, Normas y Requerimientos para El Transporte EscolarDocumento90 páginasEspecificaciones, Normas y Requerimientos para El Transporte EscolarDIEGO DELGADILLO DIAZAún no hay calificaciones
- Ctcc-c-001 - Protocolo de Recepcion de Materiales - Segun DossierDocumento1 páginaCtcc-c-001 - Protocolo de Recepcion de Materiales - Segun DossierMayco Chalco RojasAún no hay calificaciones
- Ficha Tecnica Aluminate Sintetico (Cristian Leblanc)Documento2 páginasFicha Tecnica Aluminate Sintetico (Cristian Leblanc)Cristian LeblancAún no hay calificaciones
- Foro 1.2Documento8 páginasForo 1.2Marco CuyaAún no hay calificaciones
- Unidad 1 Proceso de Fabricacion (Investigacion)Documento38 páginasUnidad 1 Proceso de Fabricacion (Investigacion)CRISTIAN GUADALUPE VASQUEZ CHIGOAún no hay calificaciones
- Cambio de Poste Porta BarraDocumento30 páginasCambio de Poste Porta Barrapadopulos9400Aún no hay calificaciones
- Paneles Sedimentadores LaminaresDocumento55 páginasPaneles Sedimentadores LaminaresGabriela MonjeAún no hay calificaciones
- La Negociación InternacionalDocumento9 páginasLa Negociación InternacionalDiana Carolina Olavide RodriguezAún no hay calificaciones
- Habilitación UrbanaDocumento3 páginasHabilitación Urbanacarlos sánchez0% (1)
- PREPARACION PARA LA CALIFICACIÓN Y CERTIFICACIÓN COMO CERTIFIED WELDING INSPECTOR (CWI) DE LA AWS (American Welding Society) PDFDocumento3 páginasPREPARACION PARA LA CALIFICACIÓN Y CERTIFICACIÓN COMO CERTIFIED WELDING INSPECTOR (CWI) DE LA AWS (American Welding Society) PDFSantiago DuranAún no hay calificaciones
- SESION 1 Ejemplo Formato Tipo TextoDocumento3 páginasSESION 1 Ejemplo Formato Tipo TextoyimoncarAún no hay calificaciones
- 8018 C 1Documento1 página8018 C 1Alejandro Esteban Chelen ParraAún no hay calificaciones
- Procedimiento de Pintado Andina - A y A PDFDocumento6 páginasProcedimiento de Pintado Andina - A y A PDFDoris EspinozaAún no hay calificaciones
- 03 EnfierradorDocumento6 páginas03 EnfierradorIsaac CornejosalvoAún no hay calificaciones
- Oferta Económica Doc. A B C y DDocumento158 páginasOferta Económica Doc. A B C y DEmpresa ConstructoraAún no hay calificaciones
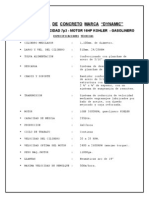
- DYNAMIC Mezcladora 7P3 - Ficha TécnicaDocumento2 páginasDYNAMIC Mezcladora 7P3 - Ficha Técnicalookb64Aún no hay calificaciones
- Informe y Cotizacion de Reparacion de Zarandas-IndusolDocumento5 páginasInforme y Cotizacion de Reparacion de Zarandas-IndusolRobin RodríguezAún no hay calificaciones
- Informe Cubicacion - Grupo 1Documento4 páginasInforme Cubicacion - Grupo 1Rodrigo Sebastián Delgado González0% (1)
- Trabajos de Soldadura MontajeDocumento10 páginasTrabajos de Soldadura MontajeJesus CoronelAún no hay calificaciones
- Brochure Servicios Industriales Rubio (SERVIR)Documento2 páginasBrochure Servicios Industriales Rubio (SERVIR)Juan Jo LoAún no hay calificaciones
- Normas Codigos y Especificaciones de SoldaduraDocumento60 páginasNormas Codigos y Especificaciones de SoldaduraJose Puc Manzanilla100% (1)
- Gestion de ProyectosDocumento17 páginasGestion de ProyectosKewin Villa DiazAún no hay calificaciones
- Formato Control T&M - M3Documento1 páginaFormato Control T&M - M3FREDY RONALD TACO MARAZAAún no hay calificaciones
- Unidad 4 Herramientas de La CalidadDocumento46 páginasUnidad 4 Herramientas de La CalidadFiorella Massiel Siesquén Tineo0% (1)
- Ejemplo de LookaheadDocumento8 páginasEjemplo de Lookaheadjesus manchegoAún no hay calificaciones
- Mantenimiento TripticoDocumento2 páginasMantenimiento TripticoLUIS ANDRE TAPIA CRUZAún no hay calificaciones
- Formato de Area de Trabajo Seguro (Ats)Documento16 páginasFormato de Area de Trabajo Seguro (Ats)Nicoll Cespedes MogollonAún no hay calificaciones
- Requisición para El Alquiler de Andamios para Realizar Trabajos de Remodelación de Almacén GeneralDocumento1 páginaRequisición para El Alquiler de Andamios para Realizar Trabajos de Remodelación de Almacén GeneralAlexis OliveraAún no hay calificaciones
- Plan de Control de CalidadDocumento5 páginasPlan de Control de CalidadGuillermoPatricioArancibiaRamirezAún no hay calificaciones
- Folleto Acerca Del MBA en ESAN 2019Documento23 páginasFolleto Acerca Del MBA en ESAN 2019El Erre veneAún no hay calificaciones
- Plan de Trabjo para Servicio de Reparacion de Mesa de Faja #12Documento16 páginasPlan de Trabjo para Servicio de Reparacion de Mesa de Faja #12Rodolfo ManchegoAún no hay calificaciones
- Pre LosasDocumento54 páginasPre LosasMichael Basilio100% (1)
- Inspección Técnica de Seguridad en Defensa Civil-MonitoreoDocumento7 páginasInspección Técnica de Seguridad en Defensa Civil-MonitoreoMercedes MarisolAún no hay calificaciones
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3GDocumento19 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3Gecaph244Aún no hay calificaciones
- Tecnicas Metalicas IngenierosDocumento4 páginasTecnicas Metalicas IngenierosAdriana Cconislla QuispeAún no hay calificaciones
- (Ex) Une-En Iso 14122-4 2017Documento5 páginas(Ex) Une-En Iso 14122-4 2017Eduardo Farfan0% (1)
- Tesis IMCO PDFDocumento194 páginasTesis IMCO PDFLuiscito Maccapa100% (1)
- Optimizacion Tiempo Cadencia Laminacion Caliente SidorDocumento89 páginasOptimizacion Tiempo Cadencia Laminacion Caliente SidorEinstein Juan Moreno PereaAún no hay calificaciones
- S2T1 - Fundamentos de La Dirección de Proyectos - ActividadDocumento2 páginasS2T1 - Fundamentos de La Dirección de Proyectos - ActividadNixon Cruzado VasquezAún no hay calificaciones
- Ficha Técnica ObrasDocumento11 páginasFicha Técnica ObrasBray T-rAún no hay calificaciones
- Fabricacion de CañeriasDocumento7 páginasFabricacion de CañeriasgusdanyAún no hay calificaciones
- Plataformas Armadas en Tierra TratadaDocumento7 páginasPlataformas Armadas en Tierra TratadaPaulaAún no hay calificaciones
- Observaciones TerrenoDocumento5 páginasObservaciones TerrenoVictor Moreno100% (1)
- Plan de Mantenimiento Pintura ElectrostaticaDocumento5 páginasPlan de Mantenimiento Pintura ElectrostaticamarlonAún no hay calificaciones
- El Grid GerencialDocumento6 páginasEl Grid GerencialGonzalo Cruz IzquierdoAún no hay calificaciones
- CV Simple S.serquen 2018Documento5 páginasCV Simple S.serquen 2018ERICK DORIANAún no hay calificaciones
- Reclamaciones en Las Empresas ConstructorasDocumento4 páginasReclamaciones en Las Empresas ConstructorasVelazco JairoAún no hay calificaciones
- Tiempo de Vida Util de La MaquinaDocumento6 páginasTiempo de Vida Util de La MaquinaAntony Munoz SaldivarAún no hay calificaciones
- Descripcion de PuestoDocumento2 páginasDescripcion de PuestoNuñez NeresisAún no hay calificaciones
- Bh-Pets-094 v05 Fabricacion Cambio de Ductos Colector de Polvo en ChancDocumento32 páginasBh-Pets-094 v05 Fabricacion Cambio de Ductos Colector de Polvo en ChancPaul FloresAún no hay calificaciones
- Escalera ExposicionDocumento22 páginasEscalera ExposicionJavi RamosAún no hay calificaciones
- TEMA 2 - Uniones Soldadas y Tecnicas de SoldeoDocumento19 páginasTEMA 2 - Uniones Soldadas y Tecnicas de SoldeoJuan Hernández100% (4)
- Brochure - Trec Ingenieros Sac-2021 - Rev002Documento2 páginasBrochure - Trec Ingenieros Sac-2021 - Rev002Yefer FeroriAún no hay calificaciones
- Cemex 1Documento5 páginasCemex 1api-347163296Aún no hay calificaciones
- Brochure Mantserv Sac 2019Documento45 páginasBrochure Mantserv Sac 2019Rosmel GonzalesAún no hay calificaciones
- Especificaciones Tecnicas Estructuras Metalicas - DrokasaDocumento5 páginasEspecificaciones Tecnicas Estructuras Metalicas - DrokasaAna Quijandria MendozaAún no hay calificaciones
- Especificaciones Tecnicas Estructuras - METALICAS - ECOPLAZADocumento27 páginasEspecificaciones Tecnicas Estructuras - METALICAS - ECOPLAZAguidoAún no hay calificaciones
- Montaje de soportes y ensamblaje de tuberías. FMEC0108De EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Calificación: 5 de 5 estrellas5/5 (1)
- Hyr Yura 23019 - B10Documento1 páginaHyr Yura 23019 - B10David Borja HuarachiAún no hay calificaciones
- Hyr Yura 23019 - B02Documento1 páginaHyr Yura 23019 - B02David Borja HuarachiAún no hay calificaciones
- Hyr 23009 A01Documento1 páginaHyr 23009 A01David Borja HuarachiAún no hay calificaciones
- Muestra 1-1Documento1 páginaMuestra 1-1David Borja HuarachiAún no hay calificaciones
- EXT qFH7pebOKZylZBySIuVRDocumento4 páginasEXT qFH7pebOKZylZBySIuVRDavid Borja HuarachiAún no hay calificaciones
- 23019-Edificio - Estr 01-DGN-01Documento1 página23019-Edificio - Estr 01-DGN-01David Borja HuarachiAún no hay calificaciones
- MQ13 600 CM 5840 SS3600 - RevcDocumento44 páginasMQ13 600 CM 5840 SS3600 - RevcDavid Borja HuarachiAún no hay calificaciones
- Certificado de Operatividad Tecle Cadena y Otros EquiposDocumento1 páginaCertificado de Operatividad Tecle Cadena y Otros EquiposDavid Borja HuarachiAún no hay calificaciones
- 150 TIP. 150 TIP.: Aa Quellaveco S.ADocumento1 página150 TIP. 150 TIP.: Aa Quellaveco S.ADavid Borja HuarachiAún no hay calificaciones
- S05 - Tranferencia de CalorDocumento37 páginasS05 - Tranferencia de CalorDavid Borja HuarachiAún no hay calificaciones
- Hyr Yura 22062 C02 - BDocumento1 páginaHyr Yura 22062 C02 - BDavid Borja HuarachiAún no hay calificaciones
- Metal Expanded - YohersaDocumento7 páginasMetal Expanded - YohersaDavid Borja HuarachiAún no hay calificaciones
- Yura S.A.: Lista de Materiales DescripciónDocumento1 páginaYura S.A.: Lista de Materiales DescripciónDavid Borja HuarachiAún no hay calificaciones
- Sistema EnrollableDocumento2 páginasSistema EnrollableDavid Borja HuarachiAún no hay calificaciones
- Hyr Hoffmann 22127 A02Documento1 páginaHyr Hoffmann 22127 A02David Borja HuarachiAún no hay calificaciones
- 03-05-03-300-05-102 Rev 2-Layout1Documento1 página03-05-03-300-05-102 Rev 2-Layout1David Borja HuarachiAún no hay calificaciones
- Soporte de Sky Rev02Documento1 páginaSoporte de Sky Rev02David Borja HuarachiAún no hay calificaciones
- Int 70 40 100 - BDocumento1 páginaInt 70 40 100 - BDavid Borja HuarachiAún no hay calificaciones
- Estante Patios de TuffosDocumento1 páginaEstante Patios de TuffosDavid Borja HuarachiAún no hay calificaciones
- E-4 EstabloDocumento1 páginaE-4 EstabloDavid Borja HuarachiAún no hay calificaciones
- Hyr Yura 22062 A01 - 0Documento1 páginaHyr Yura 22062 A01 - 0David Borja HuarachiAún no hay calificaciones
- Instalaciones Eléctricas - AlimentadoresDocumento1 páginaInstalaciones Eléctricas - AlimentadoresDavid Borja HuarachiAún no hay calificaciones
- Hyr-Cosapi San Rafael-22111-A01Documento1 páginaHyr-Cosapi San Rafael-22111-A01David Borja HuarachiAún no hay calificaciones
- Plancha Antiderrame - Item 2 DTLDocumento1 páginaPlancha Antiderrame - Item 2 DTLDavid Borja HuarachiAún no hay calificaciones
- MQ13 600 DR 5840 SS3241Documento1 páginaMQ13 600 DR 5840 SS3241David Borja HuarachiAún no hay calificaciones
- Hyr Yura 22100 - A00Documento1 páginaHyr Yura 22100 - A00David Borja HuarachiAún no hay calificaciones
- MQ13-600-DR-5840-SS22025 - Rev BDocumento1 páginaMQ13-600-DR-5840-SS22025 - Rev BDavid Borja HuarachiAún no hay calificaciones
- Hyr-20020-A1 - Rev BDocumento1 páginaHyr-20020-A1 - Rev BDavid Borja HuarachiAún no hay calificaciones
- MQ13 600 CM 5840 SS3594 - 0Documento15 páginasMQ13 600 CM 5840 SS3594 - 0David Borja HuarachiAún no hay calificaciones
- MQ13 600 DR 5840 SSXXX5Documento1 páginaMQ13 600 DR 5840 SSXXX5David Borja HuarachiAún no hay calificaciones
- Presentacion ASTM D 1837Documento12 páginasPresentacion ASTM D 1837srredasAún no hay calificaciones
- Instrucciones de Instalación Linea SanitariaDocumento5 páginasInstrucciones de Instalación Linea SanitariaAlfonso Rossell SosaAún no hay calificaciones
- FT MAXIFLUID HV Serie ESDocumento1 páginaFT MAXIFLUID HV Serie ESDavid Andres Alvarez UrrutiaAún no hay calificaciones
- 04 Mod Iv - 2. Muros ConvencionalesDocumento29 páginas04 Mod Iv - 2. Muros Convencionalesnicole amparoAún no hay calificaciones
- Hierro-Fundido Moldeado en FrioDocumento20 páginasHierro-Fundido Moldeado en FrioJairo Iván Tierra0% (1)
- CAPITULO 4 NuevoDocumento7 páginasCAPITULO 4 NuevoMark IarAún no hay calificaciones
- Defectos de PintadoDocumento78 páginasDefectos de PintadoPaquito FalcoAún no hay calificaciones
- Lista 1ro Basico A B 2022Documento1 páginaLista 1ro Basico A B 2022Virginia Contreras CeaAún no hay calificaciones
- Manufactura Tarea 1Documento9 páginasManufactura Tarea 1Enrique SaavedraAún no hay calificaciones
- 02 Insumos Agua Potable 1Documento4 páginas02 Insumos Agua Potable 1Dylan Martinez CcenchoAún no hay calificaciones
- Final Moldeo y ColadaDocumento6 páginasFinal Moldeo y ColadaAlfredo BellidoAún no hay calificaciones
- SOLUBILIDADDocumento13 páginasSOLUBILIDADjedaymc27100% (1)
- 04 - Eq Iónico PH-2023Documento37 páginas04 - Eq Iónico PH-2023Fara Camila PerezAún no hay calificaciones
- 1.-Presupuesto Santa LuciaDocumento25 páginas1.-Presupuesto Santa LuciaAlonso Ayllon MisariAún no hay calificaciones
- Mascarilla DesechableDocumento2 páginasMascarilla DesechableChristian ACAún no hay calificaciones
- Diapositivas Quimica SanitariaDocumento96 páginasDiapositivas Quimica SanitariaPeter Paul Zamora JimenezAún no hay calificaciones
- Propiedades Generales y Especificas de Los Materiales DentalesDocumento102 páginasPropiedades Generales y Especificas de Los Materiales DentalesGiancarlo MayorAún no hay calificaciones
- Reporte Envasadora VolumetricaDocumento26 páginasReporte Envasadora VolumetricaFernando DiazAún no hay calificaciones
- Procedimiento de Produccion Beltran Casi ListoDocumento27 páginasProcedimiento de Produccion Beltran Casi ListoALDO MORALESAún no hay calificaciones
- Tabla Periodica Santillana RefuerzoDocumento2 páginasTabla Periodica Santillana RefuerzoLiliana Martinez Chamorro100% (1)
- Clase 4 Teoría HPDocumento10 páginasClase 4 Teoría HPVillca Socompi Alain AndresAún no hay calificaciones
- Cotización Puente PiedraDocumento3 páginasCotización Puente PiedraNicolas CañonAún no hay calificaciones
- 3 Rocas CarbonatadasDocumento12 páginas3 Rocas CarbonatadasNicolas Lozada CaviedesAún no hay calificaciones
- Calcio en CementoDocumento5 páginasCalcio en CementoSteven Rafael Arias67% (3)
- Actividad 1 - Grado 7 - Lectura Herrmientas y Materiales (Materiales)Documento4 páginasActividad 1 - Grado 7 - Lectura Herrmientas y Materiales (Materiales)Christian DavidAún no hay calificaciones
- Preguntas HormigonDocumento2 páginasPreguntas HormigonRichard Ancalle100% (2)
- DOSIFICACIONESDocumento9 páginasDOSIFICACIONESDorados MiningAún no hay calificaciones
- Solucion Del Examen en Linea 2 - Neciosup Lopez - AlejandroDocumento35 páginasSolucion Del Examen en Linea 2 - Neciosup Lopez - AlejandroDavid emanuel Cruz neciosupAún no hay calificaciones
- ABSORCIÓNDocumento4 páginasABSORCIÓNLa Nena BrusktAún no hay calificaciones
- Planteamient oDocumento10 páginasPlanteamient oalexAún no hay calificaciones