También podría gustarte
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Examen Final Plan de NegociosDocumento7 páginasExamen Final Plan de NegociosRocio Morales100% (1)
- Ejercicios y AutoevaluaciónDocumento9 páginasEjercicios y Autoevaluaciónerika juarezAún no hay calificaciones
- Preguntas Clase 6Documento7 páginasPreguntas Clase 6Edward Gonzalez100% (3)
- Actividad 10 - Preparación Estados FinancierosDocumento2 páginasActividad 10 - Preparación Estados FinancierosKeila Ortiz50% (2)
- Act #3 Fusiones, Adquisiciones y Escisiones. P1Documento5 páginasAct #3 Fusiones, Adquisiciones y Escisiones. P1Jefferson Aguirre GarciaAún no hay calificaciones
- Clase 8 Programación de OperacionesDocumento53 páginasClase 8 Programación de OperacionesNashla Palacios VillegasAún no hay calificaciones
- Balanceo de LineasDocumento13 páginasBalanceo de LineasJoz SaucedoAún no hay calificaciones
- Balance de LíneaDocumento26 páginasBalance de LíneaRamiro VasquezAún no hay calificaciones
- Investigacion de Estudio de Trabajo Balanceo de LineasDocumento20 páginasInvestigacion de Estudio de Trabajo Balanceo de LineasFaustinoAún no hay calificaciones
- Portafolio Tema III Balanceo de LíneasDocumento20 páginasPortafolio Tema III Balanceo de LíneasEstebanAún no hay calificaciones
- Entrega Final Distribucion de PlantasDocumento21 páginasEntrega Final Distribucion de Plantasyesid_villamil9782Aún no hay calificaciones
- Resumen PlaneamientoDocumento93 páginasResumen PlaneamientoglurbyAún no hay calificaciones
- Balanceo de LineasDocumento22 páginasBalanceo de LineasFrancessitha Velasco HernandezAún no hay calificaciones
- Ejemplos GP2Documento8 páginasEjemplos GP2Lupita ChableAún no hay calificaciones
- Balanceo de LineasDocumento6 páginasBalanceo de Lineaseduardo peñaAún no hay calificaciones
- Concepto de BalanceoDocumento7 páginasConcepto de BalanceoCamilo Esteban Ortega LizcanoAún no hay calificaciones
- Programación de La ProducciónDocumento13 páginasProgramación de La ProducciónEli Caamal Castillo100% (1)
- Balanceo de LÍNEASDocumento13 páginasBalanceo de LÍNEASCarlos VelezAún no hay calificaciones
- Balanceo de LineaDocumento8 páginasBalanceo de LineaKENDRICK PALMA SOLORZANOAún no hay calificaciones
- Todo UNIDAD 3Documento15 páginasTodo UNIDAD 3Raul Aguilera HdezAún no hay calificaciones
- Caso Practico Entregable Unidad 3 Administracion de Procesos IDocumento15 páginasCaso Practico Entregable Unidad 3 Administracion de Procesos ILuis Fernando Gomez ValcarcelAún no hay calificaciones
- Unidad III Programación de La ProducciónDocumento4 páginasUnidad III Programación de La ProducciónEli Caamal CastilloAún no hay calificaciones
- Trabajo Distribución de Plantas Tercera EntregaDocumento28 páginasTrabajo Distribución de Plantas Tercera EntregaOscar Zea100% (1)
- T1 ET2 U3 Cardenas Orta Erik GuadalupeDocumento8 páginasT1 ET2 U3 Cardenas Orta Erik GuadalupeÁngel Alfredo Ponce ZavalaAún no hay calificaciones
- AC2 (Pazos Montoya - Luna Valenzuela)Documento6 páginasAC2 (Pazos Montoya - Luna Valenzuela)escaosAún no hay calificaciones
- Universidad Politecnica SalesianaDocumento5 páginasUniversidad Politecnica SalesianaUriel ManosalvasAún no hay calificaciones
- Investigación de Balanceo de LíneasDocumento6 páginasInvestigación de Balanceo de LíneasKEVIN OMARAún no hay calificaciones
- Balanceo de LineaDocumento5 páginasBalanceo de LineaElvis Jonathan NolascoAún no hay calificaciones
- Instructivo - Balanceo de Lineas.......Documento15 páginasInstructivo - Balanceo de Lineas.......Lisseth GuadarramaAún no hay calificaciones
- Programación de Producción y Asignación de Personal 3.1. Unidad 2Documento14 páginasProgramación de Producción y Asignación de Personal 3.1. Unidad 2Luis Enrique Soto GarciaAún no hay calificaciones
- Tema 03 ExposiciónDocumento22 páginasTema 03 ExposiciónJesus Orlando Gonzales PatAún no hay calificaciones
- Investigacion Del Balanceo de LineasDocumento8 páginasInvestigacion Del Balanceo de Lineasstond soldAún no hay calificaciones
- MarcosMI Actividad1 Modulo3.Documento14 páginasMarcosMI Actividad1 Modulo3.Isael Marcos MatusAún no hay calificaciones
- Balance de Lineas: Metodo Del Peso Posicional, Calculo Del Numero de Estaciones de TrabajoDocumento33 páginasBalance de Lineas: Metodo Del Peso Posicional, Calculo Del Numero de Estaciones de TrabajoJOEL ASHERITH OCHOA ROJASAún no hay calificaciones
- Balanceo de Linea1Documento13 páginasBalanceo de Linea1fernando peaAún no hay calificaciones
- Investigacion Dif Tipos de Balanceo de LineasDocumento8 páginasInvestigacion Dif Tipos de Balanceo de LineasAndres Junior Gonzalez MoralesAún no hay calificaciones
- Reporte Práctica 06 Balance de LineasDocumento7 páginasReporte Práctica 06 Balance de LineasDiego VelásquezAún no hay calificaciones
- Carta BalanceDocumento12 páginasCarta BalanceDavid VillacortaAún no hay calificaciones
- Programacion IntermitenteDocumento9 páginasProgramacion Intermitentedef20090% (1)
- M. Balanceo de Lineas, Miguel Angel Santos SanchezDocumento7 páginasM. Balanceo de Lineas, Miguel Angel Santos SanchezMiguel Angel SantosAún no hay calificaciones
- Balanceo de LineasDocumento35 páginasBalanceo de LineasOMAR SANCHEZ GUEVARAAún no hay calificaciones
- Unidad 3 Balanceo de Lineas-1Documento12 páginasUnidad 3 Balanceo de Lineas-1NORMA REYES100% (1)
- Tarea Unidad 2Documento10 páginasTarea Unidad 2Luis Enrique Soto GarciaAún no hay calificaciones
- Balance de Lineas de ProducciónDocumento19 páginasBalance de Lineas de ProducciónLaura PaipaAún no hay calificaciones
- Metodo HeuristicoDocumento79 páginasMetodo HeuristicoJohannes Aucaylle Nieto100% (1)
- Expocision Unidad III Balanceo de LineasDocumento21 páginasExpocision Unidad III Balanceo de LineasGamaliel Diaz HernándezAún no hay calificaciones
- Balance de LineaDocumento18 páginasBalance de LineaJannine Marín CojalAún no hay calificaciones
- Caso de Estudio Linea de BalanceoDocumento7 páginasCaso de Estudio Linea de Balanceoyanethaconcha86gmail.comAún no hay calificaciones
- Balanceo de LineasDocumento32 páginasBalanceo de LineasVladi Perez Santiago100% (6)
- S11.s1 Material - Balance de Línea - Parte 1Documento28 páginasS11.s1 Material - Balance de Línea - Parte 1giovanni gutierrez barbieriAún no hay calificaciones
- Calixto Becerril Benjamin Caleb - Lineas de Produccion y EnsambleDocumento5 páginasCalixto Becerril Benjamin Caleb - Lineas de Produccion y EnsamblegoyoAún no hay calificaciones
- Trabajo de Investigacion Bibliografica-Estudio Del Trabajo IIDocumento10 páginasTrabajo de Investigacion Bibliografica-Estudio Del Trabajo IIEDER DE JESUS VILLEGAS IXTEPANAún no hay calificaciones
- Introduccion A La Medicion Del TrabajoDocumento13 páginasIntroduccion A La Medicion Del Trabajoshaparrita89Aún no hay calificaciones
- Trabajo Escrito Balanceo de LineasDocumento16 páginasTrabajo Escrito Balanceo de LineasAndrea IsabelAún no hay calificaciones
- Ado 1 - Módulo 5 - 2023 - 20Documento35 páginasAdo 1 - Módulo 5 - 2023 - 20Grecia PastorAún no hay calificaciones
- Informe de OrganizaciónDocumento9 páginasInforme de OrganizaciónYanine AguilarAún no hay calificaciones
- S08.s2-Material - Balance de LíneaDocumento28 páginasS08.s2-Material - Balance de LíneaLUIS ALBERTO RONDOY CARHUAPOMAAún no hay calificaciones
- Datos EstanadarDocumento12 páginasDatos EstanadarFernando Ü PerezAún no hay calificaciones
- Programación de La ProducciónDocumento8 páginasProgramación de La Producciónlesswant076Aún no hay calificaciones
- Planificación y Control de La Producción PDFDocumento9 páginasPlanificación y Control de La Producción PDFDiego AyestaránAún no hay calificaciones
- Balance de Linea de ProducciónDocumento31 páginasBalance de Linea de ProducciónEstefania Chab DiazAún no hay calificaciones
- Ensayo Balance de Línea - James MoralesDocumento3 páginasEnsayo Balance de Línea - James MoralesJames MoralesAún no hay calificaciones
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- 2.2 Marco ReferencialDocumento12 páginas2.2 Marco Referencialerika juarezAún no hay calificaciones
- Erika JuárezDocumento9 páginasErika Juárezerika juarezAún no hay calificaciones
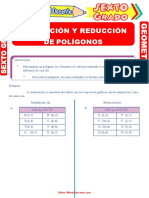
- Ampliación y Reducción de Polígonos para Sexto Grado de PrimariaDocumento3 páginasAmpliación y Reducción de Polígonos para Sexto Grado de Primariaerika juarezAún no hay calificaciones
- CurpDocumento1 páginaCurperika juarezAún no hay calificaciones
- Mate VI Calculo IntegralDocumento126 páginasMate VI Calculo Integralerika juarezAún no hay calificaciones
- Examen de Calculo Integral GLOBAL (FM)Documento8 páginasExamen de Calculo Integral GLOBAL (FM)erika juarezAún no hay calificaciones
- Pemc Corrección 3.0Documento22 páginasPemc Corrección 3.0erika juarezAún no hay calificaciones
- Ficha 10. Difundir Conocimientos: La Exposición Oral.: Lengua Materna Español IDocumento7 páginasFicha 10. Difundir Conocimientos: La Exposición Oral.: Lengua Materna Español Ierika juarezAún no hay calificaciones
- AutoevaluacionDocumento3 páginasAutoevaluacionerika juarezAún no hay calificaciones
- Pemc - Corrección 3Documento36 páginasPemc - Corrección 3erika juarezAún no hay calificaciones
- F9 - TUTORÍA - Profa. Guadalupe CalderónDocumento7 páginasF9 - TUTORÍA - Profa. Guadalupe Calderónerika juarezAún no hay calificaciones
- Hora RiosDocumento4 páginasHora Rioserika juarezAún no hay calificaciones
- Cualquier Entidad Que Tiene Energía Asociada y Es Capaz de InteraccionarDocumento4 páginasCualquier Entidad Que Tiene Energía Asociada y Es Capaz de Interaccionarerika juarezAún no hay calificaciones
- Sistema Nervioso para Sexto de PrimariaDocumento12 páginasSistema Nervioso para Sexto de Primariaerika juarezAún no hay calificaciones
- El Sueño de Un PezDocumento2 páginasEl Sueño de Un Pezerika juarezAún no hay calificaciones
- El Sueño de Un PezDocumento2 páginasEl Sueño de Un Pezerika juarezAún no hay calificaciones
- 10 Ejercicios de Gimnasia Cerebral para NiñosDocumento2 páginas10 Ejercicios de Gimnasia Cerebral para Niñoserika juarezAún no hay calificaciones
- 2.3 Marco ContextualDocumento9 páginas2.3 Marco Contextualerika juarezAún no hay calificaciones
- Ecuacion LinealDocumento6 páginasEcuacion Linealerika juarezAún no hay calificaciones
- Dialnet Democracia 7792543Documento11 páginasDialnet Democracia 7792543erika juarezAún no hay calificaciones
- Ejercicios de LectoescrituraDocumento3 páginasEjercicios de Lectoescrituraerika juarezAún no hay calificaciones
- Amparo ImpuestosDocumento8 páginasAmparo ImpuestosSonya CamachoAún no hay calificaciones
- Fudamentos de La Economia Tarea 8Documento3 páginasFudamentos de La Economia Tarea 8Samuel Thebible100% (1)
- Taller Balance de PruebaDocumento5 páginasTaller Balance de PruebaKaren Dayanna MontañaAún no hay calificaciones
- 1012 CPresupuesto ProspecDocumento24 páginas1012 CPresupuesto ProspecTANIAAún no hay calificaciones
- Ejercicio 8 Recapitulacion TumDocumento69 páginasEjercicio 8 Recapitulacion Tumangiesv490Aún no hay calificaciones
- Microeconomia Ejercicios Practicos COSTODocumento3 páginasMicroeconomia Ejercicios Practicos COSTOKEVIINDIIAZMUSICAún no hay calificaciones
- El Emprendedor y La PandemiaDocumento2 páginasEl Emprendedor y La PandemiaJonathan AguilarAún no hay calificaciones
- Factura ConformadaDocumento30 páginasFactura ConformadaMarco M. Huaman AlvarezAún no hay calificaciones
- 1-Extracto de Operaciones (2021-01-08) 06.04.38,677Documento2 páginas1-Extracto de Operaciones (2021-01-08) 06.04.38,677irinelAún no hay calificaciones
- Fabrica de Harinas InkaDocumento21 páginasFabrica de Harinas InkaGaston Augusto Zapata AlvaradoAún no hay calificaciones
- Taller Identificación de Riesgo Inherente y ControlDocumento2 páginasTaller Identificación de Riesgo Inherente y ControlPamela GalarzaAún no hay calificaciones
- (Estudiante) Lectura Complementaria - Valor Del Dinero en El TiempoDocumento3 páginas(Estudiante) Lectura Complementaria - Valor Del Dinero en El TiempoAnaValverdeAún no hay calificaciones
- Tarea Semana 7Documento2 páginasTarea Semana 7Cristobal GonzalezAún no hay calificaciones
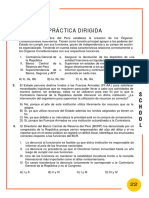
- 5° CÍVICA - III BIMESTRE Tarea Organismos Conctitucionales Autónomos IDocumento5 páginas5° CÍVICA - III BIMESTRE Tarea Organismos Conctitucionales Autónomos ICamilo CastillejoAún no hay calificaciones
- Trabajo de Simulación FinalDocumento30 páginasTrabajo de Simulación FinaladrianaAún no hay calificaciones
- Acta ConstitutivaDocumento7 páginasActa ConstitutivaFernanda GonzalezAún no hay calificaciones
- BA Economía 7 Costes EmpresasDocumento3 páginasBA Economía 7 Costes Empresasoaml103Aún no hay calificaciones
- NIC 37 TareaDocumento5 páginasNIC 37 TareaKarol Guillen SJAún no hay calificaciones
- Tarea 26 1 22Documento5 páginasTarea 26 1 22Danna BarahonaAún no hay calificaciones
- Deficit FiscalDocumento7 páginasDeficit FiscalSergio zegarra adriazolaAún no hay calificaciones
- Metodologia IPC Base Diciembre 2010Documento169 páginasMetodologia IPC Base Diciembre 2010LuisAún no hay calificaciones
- Prestamos Caso Practico PDFDocumento17 páginasPrestamos Caso Practico PDFEsmeraldaGonzalezSerranoAún no hay calificaciones
- Programadornanualn1 546467062e0651fDocumento7 páginasProgramadornanualn1 546467062e0651fBiviana ochoa0% (1)
- Tema 5. Imperialismo y I Guerra MundialDocumento8 páginasTema 5. Imperialismo y I Guerra MundialMaría LópezAún no hay calificaciones
- Cotizacion # 2309 Suministros de Colombia S.A.S (Sumicol) para El Equipos Serie 8444Documento1 páginaCotizacion # 2309 Suministros de Colombia S.A.S (Sumicol) para El Equipos Serie 8444alejoAún no hay calificaciones
- Balanza EmpresaDocumento12 páginasBalanza EmpresaALBERTO CRUZAún no hay calificaciones