También podría gustarte
- Manuales de Servicio de Massey Ferguson Epsilon PDFDocumento6 páginasManuales de Servicio de Massey Ferguson Epsilon PDFKeiber Bastos57% (14)
- IT - Ejemplo - Diseño de La Viga Carrilera para Un Puente Grúa PDFDocumento18 páginasIT - Ejemplo - Diseño de La Viga Carrilera para Un Puente Grúa PDFMMatute FDAún no hay calificaciones
- Guía Mecanizado Solidworks CAMDocumento14 páginasGuía Mecanizado Solidworks CAMEdgar Andres Cevallos RamirezAún no hay calificaciones
- Hoja de Procesos (Reina - Ajedrez 1)Documento4 páginasHoja de Procesos (Reina - Ajedrez 1)Alex AndrangoAún no hay calificaciones
- Guia Generacion Codigos G en TornoDocumento31 páginasGuia Generacion Codigos G en TornoEdu AldasAún no hay calificaciones
- Jalg Ev4 DacmacDocumento8 páginasJalg Ev4 DacmacJalg GTZAún no hay calificaciones
- Ind - Tarea 5 Procesos PDFDocumento10 páginasInd - Tarea 5 Procesos PDF悪彡sunfloωer彡Aún no hay calificaciones
- Prac 4 cnc2Documento5 páginasPrac 4 cnc2PAULA GUADALUPE MARTINEZ SOTOAún no hay calificaciones
- BaronDocumento9 páginasBaronRonaldoAún no hay calificaciones
- Informe-Torneado Moreno Fernanda - Jessica ToapantaDocumento17 páginasInforme-Torneado Moreno Fernanda - Jessica ToapantaFernanda MorenoAún no hay calificaciones
- Mecanizado Del Seggundo TrabajoDocumento11 páginasMecanizado Del Seggundo TrabajoAlex VeizagaAún no hay calificaciones
- Practica 3Documento11 páginasPractica 3Ricardo MaldonadoAún no hay calificaciones
- Trazado de Patrones CadDocumento112 páginasTrazado de Patrones Cadmirlo330100% (3)
- Capitulo 1 - CW Fresa 2D - Conocimientos BasicosDocumento51 páginasCapitulo 1 - CW Fresa 2D - Conocimientos BasicosJulia CuellarAún no hay calificaciones
- Manual Bobcam v24 EspañolDocumento44 páginasManual Bobcam v24 Españolrcpl7Aún no hay calificaciones
- P3 Maquinado CNCDocumento14 páginasP3 Maquinado CNCCarlos QuispeAún no hay calificaciones
- Mastercam TorneadoDocumento4 páginasMastercam TorneadoUriel LópezAún no hay calificaciones
- Laboratorio de Procesos de Manufactura IiDocumento5 páginasLaboratorio de Procesos de Manufactura IiDANIEL ISAIAS BAYONA PEãAAún no hay calificaciones
- Pasos para El Ranurado y TaladradoDocumento7 páginasPasos para El Ranurado y TaladradoKevin Amaña FloresAún no hay calificaciones
- Lab07 - Sierra Alternativa - Componentes Normalizados-3Documento8 páginasLab07 - Sierra Alternativa - Componentes Normalizados-3AndersonAún no hay calificaciones
- Fco Joel Auyanet Santana - Practica CNCDocumento38 páginasFco Joel Auyanet Santana - Practica CNCJoel Auyanet SantanaAún no hay calificaciones
- Investigacion Unidad 2Documento42 páginasInvestigacion Unidad 2andres.222felixAún no hay calificaciones
- Eval3 NxTutorial TornoCNC EnriqueAñazcoDocumento11 páginasEval3 NxTutorial TornoCNC EnriqueAñazcoAñazco DavidAún no hay calificaciones
- Práctica 4 Fresadora CNCDocumento6 páginasPráctica 4 Fresadora CNCBryanSamaniegoAndradeAún no hay calificaciones
- Manual Camworks Espa - pt1Documento20 páginasManual Camworks Espa - pt1Leandro RobertoAún no hay calificaciones
- Fresado Router CNCDocumento10 páginasFresado Router CNCLuis ChangoluisaAún no hay calificaciones
- Informe 2 Fresado 2DDocumento18 páginasInforme 2 Fresado 2DIsamar MoralesAún no hay calificaciones
- ManualDocumento25 páginasManualJosué Cuando DíazAún no hay calificaciones
- Casi Terminado CNCDocumento6 páginasCasi Terminado CNCYAREMI ADALID LOPEZ LLANOSAún no hay calificaciones
- Manual de Practicas de TornoDocumento57 páginasManual de Practicas de TornoDavid Atayde CamposAún no hay calificaciones
- Práctica 11 Maquinado en Fresadora CNC-1Documento20 páginasPráctica 11 Maquinado en Fresadora CNC-1JohnAún no hay calificaciones
- Guia de MasterCam - Irving Camacho - MyPFDocumento19 páginasGuia de MasterCam - Irving Camacho - MyPFIrving CamachoAún no hay calificaciones
- Manual Bobcad-Cam v24Documento44 páginasManual Bobcad-Cam v24Jean David Rojas Olavarria0% (1)
- Practica 1 Edgar ReyesDocumento2 páginasPractica 1 Edgar ReyesPedro CalzadaAún no hay calificaciones
- Practica 2 Realizar Operación de Torneado Usanso MasterCAMDocumento2 páginasPractica 2 Realizar Operación de Torneado Usanso MasterCAMMoisés Vázquez ToledoAún no hay calificaciones
- Informe de Laboratorio CNCDocumento5 páginasInforme de Laboratorio CNCJhon JairoAún no hay calificaciones
- 05 Practica Torno CNCDocumento4 páginas05 Practica Torno CNCricardoAún no hay calificaciones
- Práctica CNCDocumento6 páginasPráctica CNCLucio TorresAún no hay calificaciones
- Diseño y Mecanizado de Una PiezaDocumento15 páginasDiseño y Mecanizado de Una Piezal21iin082Aún no hay calificaciones
- Maquiando Unidad 6Documento4 páginasMaquiando Unidad 6Luis WuichoAún no hay calificaciones
- Fase1 - GRUPO - 12Documento21 páginasFase1 - GRUPO - 12jhon alexander yasno saenzAún no hay calificaciones
- Torno 5300Documento57 páginasTorno 5300edgarAún no hay calificaciones
- Plantillas BarrnedasDocumento5 páginasPlantillas Barrnedasmercenario14Aún no hay calificaciones
- Reporte 3Documento27 páginasReporte 3Juan SaeterosAún no hay calificaciones
- Fresado CAM Con SpectraCAM MillingDocumento99 páginasFresado CAM Con SpectraCAM MillingJuan TobónAún no hay calificaciones
- Paulino M, Gutierrez E, Castañeda H.Documento14 páginasPaulino M, Gutierrez E, Castañeda H.joysseprinciperubinaAún no hay calificaciones
- Maquinado 3 y 4Documento10 páginasMaquinado 3 y 4Tin RamosAún no hay calificaciones
- Modelo para Matriz de Corte y EmbutidoDocumento42 páginasModelo para Matriz de Corte y Embutidoleopoldodaniel50% (2)
- Trabajo en MasterCamDocumento25 páginasTrabajo en MasterCamBerenice ContrerasAún no hay calificaciones
- Informe4 FlexiblesDocumento11 páginasInforme4 FlexiblesAlvaro Quisilema MedranoAún no hay calificaciones
- Tarea 4-Grupo - 09 FinalDocumento11 páginasTarea 4-Grupo - 09 Finaljhonatan insuastyAún no hay calificaciones
- Practica 1 Fresados VDocumento14 páginasPractica 1 Fresados VRicardo MaldonadoAún no hay calificaciones
- Torno CNCDocumento35 páginasTorno CNCmemo4861100% (2)
- CAM (Computer-Aided Manufacturing)Documento19 páginasCAM (Computer-Aided Manufacturing)viviAún no hay calificaciones
- Manufactura Avanzada 2Documento16 páginasManufactura Avanzada 2Nestor CoronaAún no hay calificaciones
- Memoria CNCDocumento114 páginasMemoria CNCJhonatan QuispeAún no hay calificaciones
- Informe 4Documento8 páginasInforme 4Eddison NuñezAún no hay calificaciones
- Reporte PiezaDocumento5 páginasReporte PiezaRuben GarciaAún no hay calificaciones
- Ingenieria Industrial Ii251 Sistemas Avanzados de Manufactura Laboratorio 2 TA3 Cad/Cam Y CNCDocumento27 páginasIngenieria Industrial Ii251 Sistemas Avanzados de Manufactura Laboratorio 2 TA3 Cad/Cam Y CNCCarlos Muñoz VitorAún no hay calificaciones
- Tabla de ContenidoDocumento6 páginasTabla de Contenidoyulieth velozaAún no hay calificaciones
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Operaciones de mecanizado por medios automáticos. FMEE0208De EverandOperaciones de mecanizado por medios automáticos. FMEE0208Aún no hay calificaciones
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalDe EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalCalificación: 5 de 5 estrellas5/5 (4)
- Horario General de Clases-Mecanica Industial-I 2022-1Documento10 páginasHorario General de Clases-Mecanica Industial-I 2022-1Santiago QuispeAún no hay calificaciones
- Formulas MaquinadoDocumento6 páginasFormulas Maquinadojolupibo100% (1)
- CORONADocumento2 páginasCORONAgrancapo67Aún no hay calificaciones
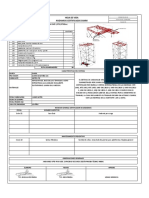
- Hoja de Vida TORRE DE IZAJEDocumento1 páginaHoja de Vida TORRE DE IZAJENelson Arias100% (1)
- Manual Técnico Andamio Mulitidireccional - Andamios GlobalDocumento26 páginasManual Técnico Andamio Mulitidireccional - Andamios GlobalHernan HernándezAún no hay calificaciones
- Palma GaryDocumento8 páginasPalma GaryMiguel Angel Ticllasuca MyaAún no hay calificaciones
- Wuolah-Free-Pieza 1 SPI - CorregidaDocumento7 páginasWuolah-Free-Pieza 1 SPI - CorregidaNicolasAún no hay calificaciones
- Presentación Tema 4 D. Estándar Parte IIDocumento32 páginasPresentación Tema 4 D. Estándar Parte IIAlexis Sanchez LoaizaAún no hay calificaciones
- 1° Costos Unitarios Plazuela (Alt 01)Documento40 páginas1° Costos Unitarios Plazuela (Alt 01)Alex CanoAún no hay calificaciones
- Lista de Cálculo de Materiales de AndamioDocumento3 páginasLista de Cálculo de Materiales de AndamioScribdTranslationsAún no hay calificaciones
- Presupuesto Final MaquinariasDocumento3 páginasPresupuesto Final Maquinariasbladimir jesus ccama cutipaAún no hay calificaciones
- Zeppelinn Pelle RetroDocumento3 páginasZeppelinn Pelle RetroSOLUTION MOTOCULTUREAún no hay calificaciones
- CUADRO DE MEDICIONES (Autoguardado)Documento13 páginasCUADRO DE MEDICIONES (Autoguardado)Dani RedondoAún no hay calificaciones
- Taller 7 Santiago Gonzalez PosseDocumento4 páginasTaller 7 Santiago Gonzalez PosseSantiago PosseAún no hay calificaciones
- P3 - Chancadores Secundarios y TerciariosDocumento28 páginasP3 - Chancadores Secundarios y TerciariosMetalurgia ProcesosAún no hay calificaciones
- Breve Historia Del BulldozerDocumento6 páginasBreve Historia Del BulldozerBill Cervantes RodriguezAún no hay calificaciones
- Copia de DESCARGUESDocumento40 páginasCopia de DESCARGUESConstanza SaraAún no hay calificaciones
- Lista - MAGRAMA - Clasificacion Energetica Tractores 2016Documento6 páginasLista - MAGRAMA - Clasificacion Energetica Tractores 2016maryxascribdAún no hay calificaciones
- 2790 Opigram 20121030 151855Documento233 páginas2790 Opigram 20121030 151855Percy Rojas RodriguezAún no hay calificaciones
- Cuaderno de Informe 4 Maquinas y Herra.Documento10 páginasCuaderno de Informe 4 Maquinas y Herra.salgadoq01maykAún no hay calificaciones
- TAREA NUMERO 1 CondoritoDocumento8 páginasTAREA NUMERO 1 CondoritoMiguel Angel Ticllasuca MyaAún no hay calificaciones
- Catalogo 2013 - 2015Documento70 páginasCatalogo 2013 - 2015Oscar Morales CAún no hay calificaciones
- Tractor EsDocumento17 páginasTractor EsmarcoAún no hay calificaciones
- 12 Herramientas MultifunciónDocumento10 páginas12 Herramientas MultifunciónCristian FuentesAún no hay calificaciones
- Reporte Paradas Construccion 04.10.19 (Dia)Documento16 páginasReporte Paradas Construccion 04.10.19 (Dia)Luis AlbertAún no hay calificaciones
- Palas Mecanicas.Documento37 páginasPalas Mecanicas.Daniel Huaynate67% (3)
- Cuaderno de Informes - Mecanica Aplicada - Maquina CepilladoraDocumento22 páginasCuaderno de Informes - Mecanica Aplicada - Maquina CepilladoraJkjvj ArelyAún no hay calificaciones