También podría gustarte
- Acabados y remates finales en obra de mampostería, sillería y perpiaño. IEXD0409De EverandAcabados y remates finales en obra de mampostería, sillería y perpiaño. IEXD0409Calificación: 2 de 5 estrellas2/5 (1)
- Ejecución de muros de mampostería. EOCB0108De EverandEjecución de muros de mampostería. EOCB0108Aún no hay calificaciones
- Procesos de manufactura: Fundición en moldes de arenaDocumento37 páginasProcesos de manufactura: Fundición en moldes de arenamiguelAún no hay calificaciones
- Fundicion Informe COMPLETODocumento29 páginasFundicion Informe COMPLETOROMEL VALQUI RAMIREZAún no hay calificaciones
- Cuestionario Nº2Documento5 páginasCuestionario Nº2alicia zaraAún no hay calificaciones
- FundiDocumento11 páginasFundiRolycito Ccahuana CAún no hay calificaciones
- Moldes y Arenas de FundiciónDocumento15 páginasMoldes y Arenas de FundiciónSebastián Pereda100% (1)
- Trabajo de AluminioDocumento22 páginasTrabajo de Aluminiokleyjarh100% (1)
- Grupo 10 Informe-1Documento37 páginasGrupo 10 Informe-1Raul VargasAún no hay calificaciones
- Laboratorio 3 Procesos de FundiciónDocumento7 páginasLaboratorio 3 Procesos de FundiciónLuisa AcostaAún no hay calificaciones
- Dina MicaDocumento8 páginasDina MicaWilmer MelendezAún no hay calificaciones
- Practica 3 FundicionDocumento5 páginasPractica 3 FundicionIvan OGAún no hay calificaciones
- 34 Procesos de Fundición de Piezas MetálicasDocumento35 páginas34 Procesos de Fundición de Piezas MetálicasLuis BadoffAún no hay calificaciones
- Defectos fundiciónDocumento5 páginasDefectos fundiciónLuis Gerardo Rendon Ramirez100% (1)
- Clase 10 31 Fundicion y MoldesDocumento9 páginasClase 10 31 Fundicion y MoldesEric SuarezAún no hay calificaciones
- Laboratorio 2 - Manufactura IiDocumento6 páginasLaboratorio 2 - Manufactura IiAlexandro Bravo100% (1)
- Fundición en arenaDocumento40 páginasFundición en arenaEve PeciAún no hay calificaciones
- Cuestionario Sobre FundiciónDocumento8 páginasCuestionario Sobre FundiciónJordan J. Peña Pinedo100% (1)
- Previo 3 Ensayo de ArenaDocumento8 páginasPrevio 3 Ensayo de ArenaAlfredo BellidoAún no hay calificaciones
- P3 EJM (ArenaVerde)Documento12 páginasP3 EJM (ArenaVerde)Emmanuel JimenezAún no hay calificaciones
- Procesos de Fundición de Metales - Trabajo Unidad 2 - Justo Lozano ServandoDocumento14 páginasProcesos de Fundición de Metales - Trabajo Unidad 2 - Justo Lozano ServandoservandoAún no hay calificaciones
- ManulaboDocumento19 páginasManulaboDavid Malaver DiazAún no hay calificaciones
- Capitulo 11Documento12 páginasCapitulo 11Deyvi AguilarAún no hay calificaciones
- En Los Años 4000 y 3000 ADocumento13 páginasEn Los Años 4000 y 3000 AERIKA JHEIMY JESUS GARCIAAún no hay calificaciones
- Trabajo de Fundición.Documento9 páginasTrabajo de Fundición.José A. Ortega ChavezAún no hay calificaciones
- Materiales para Moldes de Fundicion PDFDocumento18 páginasMateriales para Moldes de Fundicion PDFZhamir AcHoAún no hay calificaciones
- Guias de Laboratorio 1 de Manufactura FUNDICION en ARENADocumento10 páginasGuias de Laboratorio 1 de Manufactura FUNDICION en ARENAFrank de la CruzAún no hay calificaciones
- FUNDICIONDocumento63 páginasFUNDICIONArleth SilesAún no hay calificaciones
- 2.3 Diseño y Conformacion de MoldesDocumento19 páginas2.3 Diseño y Conformacion de MoldesJonathan Talamantes67% (3)
- Jose Bejarano Delfin - Actividad 3Documento27 páginasJose Bejarano Delfin - Actividad 3Jose Bejarano DelfinAún no hay calificaciones
- Cuestionario 02Documento31 páginasCuestionario 02michael arucutipa100% (1)
- Proceso de Fundición en Molde de ArenaDocumento11 páginasProceso de Fundición en Molde de ArenaDaniel CabarcasAún no hay calificaciones
- FundicionDocumento84 páginasFundicionJuan •castro100% (1)
- Fabricación de fundición nodular: moldeo y sistemas de coladaDocumento84 páginasFabricación de fundición nodular: moldeo y sistemas de coladaBorja Álvarez Díaz100% (2)
- Moldeo y ColadaDocumento14 páginasMoldeo y ColadaPaul CarcasiAún no hay calificaciones
- Fundicion y Moldeo PracticaDocumento13 páginasFundicion y Moldeo Practicarony andres ccopa ccalloAún no hay calificaciones
- Fundicion en ArenaDocumento24 páginasFundicion en Arenaerik_tlvAún no hay calificaciones
- Fundición-40Documento5 páginasFundición-40leg2345Aún no hay calificaciones
- FundiciónDocumento137 páginasFundiciónCesar Augusto Blandon GarciaAún no hay calificaciones
- Reporte Moldeo en Arena PDFDocumento10 páginasReporte Moldeo en Arena PDFvilz083Aún no hay calificaciones
- Marco Teórico FundicionDocumento5 páginasMarco Teórico FundicionOscar RuizAún no hay calificaciones
- Fundicion EstudiarDocumento12 páginasFundicion EstudiarHarold La Fuente PalominoAún no hay calificaciones
- Fundición de zinc en moldes de arena y permanenteDocumento5 páginasFundición de zinc en moldes de arena y permanenteErickGonzalezFrancoAún no hay calificaciones
- Expo ProcesosDocumento21 páginasExpo ProcesosTORRES MARTINEZ MANUEL AURELIOAún no hay calificaciones
- Procesos de Fundición ECO 2Documento66 páginasProcesos de Fundición ECO 2Bustos Luna ArmandoAún no hay calificaciones
- Trabajo de FundiciónDocumento6 páginasTrabajo de Fundicióncamilo HernandezAún no hay calificaciones
- Procesos de fundición: moldes permanentes y desechablesDocumento14 páginasProcesos de fundición: moldes permanentes y desechablesFer BaasAún no hay calificaciones
- FundiciónDocumento7 páginasFundiciónMishellAún no hay calificaciones
- Informe 4 ProcesosDocumento39 páginasInforme 4 ProcesosAnonymous TFLtpxuWZAún no hay calificaciones
- Fundicion Con Moldes DesechablesDocumento16 páginasFundicion Con Moldes DesechablesAlejandra Tapia :3100% (1)
- Tecnología 1er Parcial ResumenDocumento25 páginasTecnología 1er Parcial Resumenguerrerorubi2801Aún no hay calificaciones
- Microfundición de aleaciones: materiales, procesos y ventajasDocumento4 páginasMicrofundición de aleaciones: materiales, procesos y ventajasAngelica Daniela Cely GonzalezAún no hay calificaciones
- Guia de Laboratorio 1 de Manufactura FUNDICION en ARENADocumento8 páginasGuia de Laboratorio 1 de Manufactura FUNDICION en ARENAEvelynChacañaSalasAún no hay calificaciones
- Proceso Sin Desprendimiento de Viruta.Documento15 páginasProceso Sin Desprendimiento de Viruta.Heriberto Granados OchoaAún no hay calificaciones
- Pre FundiciónDocumento12 páginasPre FundiciónEymis Yaslith Correa JimenezAún no hay calificaciones
- Fund Ici OnesDocumento10 páginasFund Ici OnesOmar SandovalAún no hay calificaciones
- Consulta FundicionDocumento6 páginasConsulta FundicionMarcelo Javier Lucas CalderonAún no hay calificaciones
- UNIDAD 2 FundicionDocumento28 páginasUNIDAD 2 FundicionMauricio Espinosa de los MonterosAún no hay calificaciones
- Paractica de MoldeoDocumento6 páginasParactica de MoldeoLucia DominguezAún no hay calificaciones
- Proceso de MoldeoDocumento12 páginasProceso de MoldeoGabriel FuentesAún no hay calificaciones
- Tarea 4 - FUNDICIÓNDocumento1 páginaTarea 4 - FUNDICIÓNandrewwwAún no hay calificaciones
- Fundiciones Especiales: Centrífuga, Presión, Cera Perdida y CascaraDocumento3 páginasFundiciones Especiales: Centrífuga, Presión, Cera Perdida y CascaraandrewwwAún no hay calificaciones
- Memoria Del MasterclassDocumento3 páginasMemoria Del MasterclassandrewwwAún no hay calificaciones
- Trazador CúbicoDocumento1 páginaTrazador CúbicoandrewwwAún no hay calificaciones
- Ensayo ArgumentativoDocumento2 páginasEnsayo ArgumentativoandrewwwAún no hay calificaciones
- Soldadura láser y sus ventajasDocumento4 páginasSoldadura láser y sus ventajasandrewwwAún no hay calificaciones
- Tarea 1 - SOLDADURADocumento2 páginasTarea 1 - SOLDADURAandrewwwAún no hay calificaciones
- Símbolos de ingeniería civil y arquitecturaDocumento4 páginasSímbolos de ingeniería civil y arquitecturaYeff CAún no hay calificaciones
- CONSERVACION Y FOMENTO DE LA BIODIVERSIDAD EN OBRAS DE REHABILITACION Y REFORMA DE SEGOVIA. Libro Interactivo VERSION FINALDocumento107 páginasCONSERVACION Y FOMENTO DE LA BIODIVERSIDAD EN OBRAS DE REHABILITACION Y REFORMA DE SEGOVIA. Libro Interactivo VERSION FINALFrancisco G TriviñoAún no hay calificaciones
- Respuestas Tema 1Documento8 páginasRespuestas Tema 1Facu Paredes100% (1)
- Plan de Trabajo Pasantias Orliannys Avila.Documento2 páginasPlan de Trabajo Pasantias Orliannys Avila.Marko's Brazon'Aún no hay calificaciones
- Prueba Bio 3° Fila BDocumento6 páginasPrueba Bio 3° Fila BCatalina DíazAún no hay calificaciones
- Diapositivas - Sistema CardiovascularDocumento20 páginasDiapositivas - Sistema Cardiovascularvaleria100% (2)
- Formato 2 - Aprox HistoricaDocumento3 páginasFormato 2 - Aprox HistoricaRicardo Blanco0% (1)
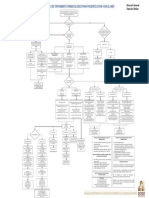
- Flujograma COVID-19 INER 10.04.2020 PDFDocumento1 páginaFlujograma COVID-19 INER 10.04.2020 PDFZafiro2019Aún no hay calificaciones
- Manual Curiso GisDocumento98 páginasManual Curiso GisRichard2023Aún no hay calificaciones
- Evaluacion de Geotecnica GeologicaDocumento11 páginasEvaluacion de Geotecnica GeologicaFrancCurtSenccaAún no hay calificaciones
- PRUEBA de HISTORIA Unidad Vivir en SociedadDocumento8 páginasPRUEBA de HISTORIA Unidad Vivir en SociedadRosa Cheuqueman VargasAún no hay calificaciones
- Derivadas Máximos Mínimos PuntosDocumento12 páginasDerivadas Máximos Mínimos PuntoslgmartinezgAún no hay calificaciones
- Informe de Lingüística de Los TextosDocumento15 páginasInforme de Lingüística de Los TextosCastro AlbaAún no hay calificaciones
- Capacidades CoordinativasDocumento4 páginasCapacidades CoordinativasAlexa DominguezAún no hay calificaciones
- Caso. Refaccionaria AlcántaraDocumento5 páginasCaso. Refaccionaria AlcántaraAbelahid FloresAún no hay calificaciones
- Biodiversity Review LAC Artwork ESDocumento140 páginasBiodiversity Review LAC Artwork ESespoclioAún no hay calificaciones
- La Lucidez Implacable PDFDocumento24 páginasLa Lucidez Implacable PDFAlba100% (5)
- Resolución de Caso Mercadona EUDEDocumento2 páginasResolución de Caso Mercadona EUDEAlexander Flores67% (3)
- Tesis de Arrascue Delgado y Segura CardozoDocumento150 páginasTesis de Arrascue Delgado y Segura CardozoLucia DazaAún no hay calificaciones
- Caso Práctico Chicles El ReyDocumento3 páginasCaso Práctico Chicles El ReyAnonymous PfeNTvUBAún no hay calificaciones
- Guía Mexico Diagnostico y Manejo de TEADocumento75 páginasGuía Mexico Diagnostico y Manejo de TEAinfo-TEAAún no hay calificaciones
- Como Se Fabrica La TubaDocumento6 páginasComo Se Fabrica La TubawalfamottaunadAún no hay calificaciones
- El mapa del tesoro internoDocumento121 páginasEl mapa del tesoro internoANTONIO JESUS GARCIA SIGLERAún no hay calificaciones
- LRPDDocumento11 páginasLRPDAngie Daniela Aparcana AbarcaAún no hay calificaciones
- Sesion de Inicial 5 AñosDocumento6 páginasSesion de Inicial 5 AñosElver Farfan InafnteAún no hay calificaciones
- Prueba Mundo Paralelo de RocíoDocumento11 páginasPrueba Mundo Paralelo de RocíoPrimer BásicoAún no hay calificaciones
- Medición ángulos fase circuitos resistivosDocumento7 páginasMedición ángulos fase circuitos resistivosMiguel LaraAún no hay calificaciones
- Grupodeinvestigaci Nydeabpc3 48753 8542197 ABPC ECOTERMO CENTROAM RICA S.A. GRUPO 3 PDFDocumento22 páginasGrupodeinvestigaci Nydeabpc3 48753 8542197 ABPC ECOTERMO CENTROAM RICA S.A. GRUPO 3 PDFJOSSELYN MELISSA SANDOVAL BOLAÑOSAún no hay calificaciones
- El Llamamiento de GedeónDocumento2 páginasEl Llamamiento de GedeónJemina Emilia Roca SalazarAún no hay calificaciones
- Manual Instalacion Sirc PDFDocumento6 páginasManual Instalacion Sirc PDFEdgardAsuncionLazaroHuamaniAún no hay calificaciones