También podría gustarte
- Contrato de Arrendamiento de Vehículo Automotor TaxiDocumento7 páginasContrato de Arrendamiento de Vehículo Automotor Taximanepi71% (24)
- Logistica de Almacenamiento Tarea 8Documento8 páginasLogistica de Almacenamiento Tarea 8EstebanAún no hay calificaciones
- Modelo ProgramaDocumento8 páginasModelo Programacr35p1t0Aún no hay calificaciones
- La MacroeconomíaDocumento4 páginasLa MacroeconomíaRichard Julián Quilca NuñezAún no hay calificaciones
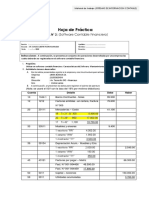
- Practica 2 - SiscontDocumento4 páginasPractica 2 - SiscontBerly Rivadinaira HuarcayaAún no hay calificaciones
- Graficas de Control 1 Control EstadisticDocumento96 páginasGraficas de Control 1 Control EstadisticWilber David Huamani MaihuireAún no hay calificaciones
- Control de ProcesosDocumento39 páginasControl de ProcesostresochoAún no hay calificaciones
- Control Estadístico Del Proceso 2° RevisiónDocumento53 páginasControl Estadístico Del Proceso 2° RevisiónOmar Fisher CamachoAún no hay calificaciones
- Introducción a las Gráficas de Control: Herramientas para evaluar procesosDocumento15 páginasIntroducción a las Gráficas de Control: Herramientas para evaluar procesosCristhian CrespoAún no hay calificaciones
- Control de procesosDocumento50 páginasControl de procesosLuis Coronado YslaAún no hay calificaciones
- Control Estadistico de ProcesosDocumento38 páginasControl Estadistico de ProcesosCristopher Alejandro Acuña LunaAún no hay calificaciones
- Gráficos de ControlDocumento65 páginasGráficos de ControlMaiira Infante SAún no hay calificaciones
- 4 Monitoreo ShortDocumento22 páginas4 Monitoreo ShortAdriana FernandezAún no hay calificaciones
- Unidad 5 Gráficos de Control PDFDocumento116 páginasUnidad 5 Gráficos de Control PDFALMACENES Y CRISTALERIA TODOAún no hay calificaciones
- Control de OperacionesDocumento56 páginasControl de OperacionesRobert Andres Rodriguez RuizAún no hay calificaciones
- Diagrama o Gráfico de Control Herramienta Control de ProcesosDocumento11 páginasDiagrama o Gráfico de Control Herramienta Control de ProcesosNelson SujerosAún no hay calificaciones
- Clase 6. Intro Gráficos de ControlDocumento60 páginasClase 6. Intro Gráficos de ControlJosé Ramos EscorciaAún no hay calificaciones
- Control Estadístico de ProcesosDocumento31 páginasControl Estadístico de ProcesosMELANY KIARA GUZMAN ANGELESAún no hay calificaciones
- Grafico DE CONTROL XRDocumento15 páginasGrafico DE CONTROL XRFernando Bernardino JaramilloAún no hay calificaciones
- Gráficas de Control2Documento20 páginasGráficas de Control2APOLINAR JUAREZ RAMOSAún no hay calificaciones
- Gráficos de Control Por Atributos - Grupo 1Documento20 páginasGráficos de Control Por Atributos - Grupo 1Jeremy Albarran JulcaAún no hay calificaciones
- ProcesóDocumento48 páginasProcesóDubber VilleraAún no hay calificaciones
- GRAFICAS DE CONTROL López Hernández FranciscoDocumento5 páginasGRAFICAS DE CONTROL López Hernández FranciscoLópez Hernández Francisco AlexisAún no hay calificaciones
- Integrantes: - Brayan Quispe - Maily Osorio - Karim FarroDocumento5 páginasIntegrantes: - Brayan Quispe - Maily Osorio - Karim FarroKarin FarroAún no hay calificaciones
- SEMANA6Documento46 páginasSEMANA6Fiorella Tinoco RomeroAún no hay calificaciones
- ¿Qué Es El Control de Calidad y Los Cuadros de Control de CalidadDocumento12 páginas¿Qué Es El Control de Calidad y Los Cuadros de Control de Calidadmiguelyacson100% (1)
- 6 Control Estadistico de ProcesosDocumento43 páginas6 Control Estadistico de ProcesosSergio Labra AlvarezAún no hay calificaciones
- UPC Sesion 5Documento42 páginasUPC Sesion 5Denis Gonzalez VasquezAún no hay calificaciones
- 11-1 Herramientas de La Calidad Gráfico de Control PDocumento22 páginas11-1 Herramientas de La Calidad Gráfico de Control PYolanda SánchezAún no hay calificaciones
- Aseguramiento de La Validez de Los Resultados IVDocumento24 páginasAseguramiento de La Validez de Los Resultados IVjesusAún no hay calificaciones
- Gráfico o Diagrama de ControlDocumento10 páginasGráfico o Diagrama de ControlAldair Huaman QuiritaAún no hay calificaciones
- 1 Gestión MetrológicaDocumento39 páginas1 Gestión MetrológicaRicardo TorricoAún no hay calificaciones
- Graficas de Control 1 Control Estadistic PDFDocumento96 páginasGraficas de Control 1 Control Estadistic PDFIvan Perez100% (1)
- Grafico Control - Grupo 11Documento21 páginasGrafico Control - Grupo 11Carla Alexandra Angelino AgonAún no hay calificaciones
- Informe Ejecutivo Gráficas de ControlDocumento6 páginasInforme Ejecutivo Gráficas de ControlAngilmar ColmenaresAún no hay calificaciones
- Presentación Calidad FinalDocumento31 páginasPresentación Calidad FinalEmilio Alejandro Paris CastilloAún no hay calificaciones
- Principios del control estadístico de procesos (CEPDocumento24 páginasPrincipios del control estadístico de procesos (CEPgerardoNap50% (2)
- Trabajo Practico 8.1 Jeraldin Eliana Blanco GarabitoDocumento2 páginasTrabajo Practico 8.1 Jeraldin Eliana Blanco GarabitoJeraldinE.BlancoAún no hay calificaciones
- Trabajo Expo. Grupo 9 - Gestion de La CalidadDocumento36 páginasTrabajo Expo. Grupo 9 - Gestion de La Calidadroder torreAún no hay calificaciones
- Cartas de Control - CODocumento29 páginasCartas de Control - COJoel Ever Turpo GarnicaAún no hay calificaciones
- Control Estadistico de ProcesosDocumento48 páginasControl Estadistico de ProcesosJose D Salinas100% (1)
- Herramientas estadísticas de control para la mejora continuaDocumento107 páginasHerramientas estadísticas de control para la mejora continuaMario Andrée Martinez TrujilloAún no hay calificaciones
- S8 Graficas de ControlDocumento25 páginasS8 Graficas de Controlrubenf83Aún no hay calificaciones
- Control Estadístico de ProcesosDocumento42 páginasControl Estadístico de Procesosanel miranda vasquezAún no hay calificaciones
- Gestión por procesos y control estadísticoDocumento28 páginasGestión por procesos y control estadísticoSAUL JOEL CASTAÑEDA ARIASAún no hay calificaciones
- Gráficas de ControlDocumento14 páginasGráficas de ControlFrancisco Olán DomínguezAún no hay calificaciones
- Graficos de Control Por Variables y AtributosDocumento37 páginasGraficos de Control Por Variables y AtributosSARA LEONOR VARGAS MARQUEZAún no hay calificaciones
- Gráficas de ControlDocumento7 páginasGráficas de ControlALEXA EUROZAAún no hay calificaciones
- Graficas de AtributosDocumento20 páginasGraficas de AtributosYamileth Hernandez HernandezAún no hay calificaciones
- Realización Del ProductoDocumento36 páginasRealización Del ProductoCarlos Gutiérrez OrnelasAún no hay calificaciones
- Graficos de Control - DiapositivasDocumento10 páginasGraficos de Control - DiapositivasneyAún no hay calificaciones
- U1.3.2 Gestión de La Calidad GUDocumento21 páginasU1.3.2 Gestión de La Calidad GUElmer FaAún no hay calificaciones
- GF TeoríaDocumento94 páginasGF TeoríaElizabeth AbreguAún no hay calificaciones
- Control de CalidadDocumento45 páginasControl de CalidadAlexander HuamanAún no hay calificaciones
- Fase 5 Control de CalidadDocumento3 páginasFase 5 Control de CalidadRubén CruzAún no hay calificaciones
- Control Estadístico CALIDADDocumento36 páginasControl Estadístico CALIDADFlavio Adrian OrdazAún no hay calificaciones
- CP y CPK - Tendencias de Las Gráficas de ControlDocumento9 páginasCP y CPK - Tendencias de Las Gráficas de ControlMaría José VegaAún no hay calificaciones
- Presentacion Diagramas de Control Atributos PDFDocumento27 páginasPresentacion Diagramas de Control Atributos PDFDanny HernandezAún no hay calificaciones
- Estadis Tercera 2014 Tema Ii Tema IiiDocumento57 páginasEstadis Tercera 2014 Tema Ii Tema Iiidifreisy andujarAún no hay calificaciones
- Grafica ControlDocumento6 páginasGrafica Controljean carlosAún no hay calificaciones
- Gráficas y Diagramas de ControlDocumento18 páginasGráficas y Diagramas de ControlMarcelo OlivaresAún no hay calificaciones
- Carta Control ProcesosDocumento4 páginasCarta Control ProcesosElvis jose Sandoval valderaAún no hay calificaciones
- El Poder Transformador de la Mejora Continua.De EverandEl Poder Transformador de la Mejora Continua.Aún no hay calificaciones
- UF1868 - Operación y supervisión de los equipos de conmutación telefónicaDe EverandUF1868 - Operación y supervisión de los equipos de conmutación telefónicaAún no hay calificaciones
- Certificado de Vacunación / Vaccination Certificate: Nombre / Name Fecha de Nacimiento / Date of BirthDocumento1 páginaCertificado de Vacunación / Vaccination Certificate: Nombre / Name Fecha de Nacimiento / Date of Birthcr35p1t0Aún no hay calificaciones
- COMPROBANTEDocumento1 páginaCOMPROBANTEcr35p1t0Aún no hay calificaciones
- GMT20211127-000037 RecordingDocumento1 páginaGMT20211127-000037 Recordingcr35p1t0Aún no hay calificaciones
- MINSA - Carnet VacunaciónDocumento2 páginasMINSA - Carnet Vacunacióncr35p1t0Aún no hay calificaciones
- GMT20211113-000143 RecordingDocumento1 páginaGMT20211113-000143 Recordingcr35p1t0Aún no hay calificaciones
- 6 Control V12Documento6 páginas6 Control V12cr35p1t0Aún no hay calificaciones
- 3 Medir V12Documento6 páginas3 Medir V12cr35p1t0Aún no hay calificaciones
- 3.1 Mapas de Proceso V12Documento22 páginas3.1 Mapas de Proceso V12cr35p1t0Aún no hay calificaciones
- 6.2 Plan Control V12Documento12 páginas6.2 Plan Control V12cr35p1t0Aún no hay calificaciones
- 02 AMEF Plancha 120209Documento41 páginas02 AMEF Plancha 120209cr35p1t0Aún no hay calificaciones
- 3.2 Obtener Datos V12Documento14 páginas3.2 Obtener Datos V12cr35p1t0Aún no hay calificaciones
- 4.1 Estadística Básica V12Documento19 páginas4.1 Estadística Básica V12cr35p1t0Aún no hay calificaciones
- OctubreDocumento1 páginaOctubrecr35p1t0Aún no hay calificaciones
- Introducción a Seis SigmaDocumento12 páginasIntroducción a Seis Sigmacr35p1t0Aún no hay calificaciones
- 02 AMEF Plancha 1 100309Documento30 páginas02 AMEF Plancha 1 100309cr35p1t0Aún no hay calificaciones
- 09 Formato de 8 D'sDocumento2 páginas09 Formato de 8 D'scr35p1t0Aún no hay calificaciones
- Mejoras plancha 1 evento KaizenDocumento11 páginasMejoras plancha 1 evento Kaizencr35p1t0Aún no hay calificaciones
- 678 2210 1 PBDocumento9 páginas678 2210 1 PBEder Velasquez CayetanoAún no hay calificaciones
- Comprobante PJDocumento1 páginaComprobante PJcr35p1t0Aún no hay calificaciones
- 02 AMEF Plancha 230309Documento51 páginas02 AMEF Plancha 230309cr35p1t0Aún no hay calificaciones
- Sistema D ReclamosDocumento7 páginasSistema D Reclamoscr35p1t0Aún no hay calificaciones
- VENTANILLADocumento2 páginasVENTANILLAcr35p1t0Aún no hay calificaciones
- Minas de Carbon PeruDocumento6 páginasMinas de Carbon PeruapachtorAún no hay calificaciones
- A117412 Salas V Analisis y Mejora de La 2016 TesisDocumento82 páginasA117412 Salas V Analisis y Mejora de La 2016 TesisAngel Hernan Cayetano CristobalAún no hay calificaciones
- No MetalicosDocumento40 páginasNo Metalicoscr35p1t0Aún no hay calificaciones
- PDI Investigacion Reporte Accidentes IncidentesDocumento28 páginasPDI Investigacion Reporte Accidentes IncidentesJohm Nicols Urcia ReyesAún no hay calificaciones
- Mes de JunioDocumento1 páginaMes de Juniocr35p1t0Aún no hay calificaciones
- Taller Parcial IDocumento6 páginasTaller Parcial IAnthonny Javier Reyes MartinezAún no hay calificaciones
- Sso - Examén Módulo VDocumento2 páginasSso - Examén Módulo VLuis Yauyo Requejo100% (1)
- Gorban, Debora-Empleadas y Empleadoras, Tensiones (2012)Documento21 páginasGorban, Debora-Empleadas y Empleadoras, Tensiones (2012)Carlos De Peña EvertszAún no hay calificaciones
- Formulación de Los Papeles de TrabajoDocumento9 páginasFormulación de Los Papeles de TrabajoLuisUrrutiaAún no hay calificaciones
- 15º Décimo Quinta Semana Protección Al ConsumidorDocumento21 páginas15º Décimo Quinta Semana Protección Al ConsumidorEl Moon Walker NightAún no hay calificaciones
- Plan de Ventas EcoSplashDocumento56 páginasPlan de Ventas EcoSplashEsteban ArangoAún no hay calificaciones
- El Arte Contar HistoriasDocumento18 páginasEl Arte Contar HistoriasRaul HernándezAún no hay calificaciones
- Cómo armar un Estudio Contable en menos de 40 pasosDocumento5 páginasCómo armar un Estudio Contable en menos de 40 pasosMarie YauriAún no hay calificaciones
- Procesos grupales rendimientoDocumento36 páginasProcesos grupales rendimientoNightsound JulleyAún no hay calificaciones
- Excel MonerDocumento11 páginasExcel MonerCARLOS JOSE CIPRIAN DE LOS RIOSAún no hay calificaciones
- Brochure XI Conferencia de LeasingDocumento11 páginasBrochure XI Conferencia de LeasingDaniel CsvanyAún no hay calificaciones
- Informe Normativa ContableDocumento6 páginasInforme Normativa ContablecamijamenAún no hay calificaciones
- Uni2 - Act4 - Tal - Est - Fin - Sim 4Documento15 páginasUni2 - Act4 - Tal - Est - Fin - Sim 4Erlinda RuizAún no hay calificaciones
- Niif 1Documento4 páginasNiif 1Marlin GutierrezAún no hay calificaciones
- GL OsarioDocumento2 páginasGL OsarioMaricarmenRFAún no hay calificaciones
- Acuerdo Comercial Con La Empresa SOLPART para La AdquisiciónDocumento6 páginasAcuerdo Comercial Con La Empresa SOLPART para La AdquisiciónEDGAR FREDY ZAMORA PANTOJAAún no hay calificaciones
- Formatos ContablesDocumento41 páginasFormatos ContablesDanieli rojasAún no hay calificaciones
- Estrategias DefensivasDocumento5 páginasEstrategias DefensivasMarko GuzmanAún no hay calificaciones
- Producción de ArequipeDocumento11 páginasProducción de ArequipeMichelle Villanueva riosAún no hay calificaciones
- Tolerancias y EspecificacionesDocumento18 páginasTolerancias y EspecificacionesElida Yara Tucto EncarnaciónAún no hay calificaciones
- JUSTIFICACIONDocumento7 páginasJUSTIFICACIONelianaAún no hay calificaciones
- Manual Crea y Emprende 2019 PDFDocumento28 páginasManual Crea y Emprende 2019 PDFWilfredo Chavez Garcia0% (1)
- Articulo - El Contador Barato Sale Caso Por Luis Alberto ArangoDocumento2 páginasArticulo - El Contador Barato Sale Caso Por Luis Alberto ArangoMaria'Alejandra AgAún no hay calificaciones
- Preguntas Capitulo 9Documento5 páginasPreguntas Capitulo 9niviaAún no hay calificaciones
- Edgard Huanca AguilarDocumento2 páginasEdgard Huanca Aguilaredgar huanca aguilarAún no hay calificaciones
- PC1 18Documento4 páginasPC1 18J Leo OfficialAún no hay calificaciones