También podría gustarte
- Metodos de Analisis ProspectivosDocumento33 páginasMetodos de Analisis ProspectivosRodolfo SuarezAún no hay calificaciones
- Calidad Hostelería ExamenDocumento3 páginasCalidad Hostelería ExamenAvenida Cuatro SesentaAún no hay calificaciones
- Caso Lisa BentonDocumento10 páginasCaso Lisa BentonGab GbAún no hay calificaciones
- Gestión de Activos Base de La Excelencia Operacional - PPT - MyS 2013Documento50 páginasGestión de Activos Base de La Excelencia Operacional - PPT - MyS 2013Oliverio García PalenciaAún no hay calificaciones
- Caso GreasexDocumento1 páginaCaso GreasexJeisy SotoAún no hay calificaciones
- 2dotaller UNI Logistica Delao - Cynthia Florian - Manuel Guillermo - Walter Haro - LuisDocumento7 páginas2dotaller UNI Logistica Delao - Cynthia Florian - Manuel Guillermo - Walter Haro - LuisWALTER ANTONIO GUILLERMO DEL RIO100% (1)
- Caso Practico Clase 4, Unidad 2.Documento13 páginasCaso Practico Clase 4, Unidad 2.Hugo Cesar Cuero CampazAún no hay calificaciones
- Caso Practico Clase 6 Gestion Del CronogramaDocumento9 páginasCaso Practico Clase 6 Gestion Del CronogramaSandra SilvaAún no hay calificaciones
- Modelo de Atención de Servicio de TI CorregidoDocumento1 páginaModelo de Atención de Servicio de TI CorregidoAviles EdgardAún no hay calificaciones
- Caso Práctico - Hank KolbDocumento11 páginasCaso Práctico - Hank KolbLina CordobaAún no hay calificaciones
- Pull y PushDocumento9 páginasPull y PushPatricia DezaAún no hay calificaciones
- VW 01055 EsDocumento41 páginasVW 01055 EsJorge MtzAún no hay calificaciones
- Chipotle Mexican GrillDocumento7 páginasChipotle Mexican GrillclaritzaAún no hay calificaciones
- Caso Práctico Clase 8 EnunciadoDocumento3 páginasCaso Práctico Clase 8 EnunciadoGerman ContelacAún no hay calificaciones
- CASO PRACTICO # 6 AZIENDA DE SERVIZI E CREAZIONE DE SOFTWARE S.p.A.Documento2 páginasCASO PRACTICO # 6 AZIENDA DE SERVIZI E CREAZIONE DE SOFTWARE S.p.A.Zhurkerine VergaraAún no hay calificaciones
- Examen FinalDocumento2 páginasExamen Finaljulio anhuamanAún no hay calificaciones
- Unidad 1 - Dirección EstrategicaDocumento2 páginasUnidad 1 - Dirección EstrategicaPabloromero12Aún no hay calificaciones
- Hyundai HollandaDocumento15 páginasHyundai HollandaDanielAún no hay calificaciones
- Gerencia Logística Del ProyectoDocumento2 páginasGerencia Logística Del ProyectoAndrea SuazaAún no hay calificaciones
- Examen Final Comercio InternacionalDocumento11 páginasExamen Final Comercio InternacionalHenry Ramøs RojasAún no hay calificaciones
- El Mantenimiento Productivo Total TPM Y La Importancia Del Recurso Humano para Su Exitosa Implementació NDocumento137 páginasEl Mantenimiento Productivo Total TPM Y La Importancia Del Recurso Humano para Su Exitosa Implementació NLUIS EDUARDO RODRIGUEZ QUIROGAAún no hay calificaciones
- Entrega Final Gestion de CalidadDocumento4 páginasEntrega Final Gestion de CalidadDiego GutiérrezAún no hay calificaciones
- Teoria Metodologias de CosteoDocumento12 páginasTeoria Metodologias de CosteoFerNandoAún no hay calificaciones
- Caso MorrisonDocumento4 páginasCaso MorrisonElizabeth Camacho MoralesAún no hay calificaciones
- Caso Hank Kolb: Análisis y Propuesta de Solución para Empresa Productora de Insumos IndustrialesDocumento14 páginasCaso Hank Kolb: Análisis y Propuesta de Solución para Empresa Productora de Insumos IndustrialesCamilo Saez CastilloAún no hay calificaciones
- DabbawalaDocumento25 páginasDabbawalaFrancisco Vasquez AbarcaAún no hay calificaciones
- Caso N 2 Criticidad CENTRUMDocumento11 páginasCaso N 2 Criticidad CENTRUMAlberto QuevedoAún no hay calificaciones
- Caso PracticoDocumento5 páginasCaso PracticoMayerlyBuriticáSAún no hay calificaciones
- Planeacion AgregadaDocumento10 páginasPlaneacion Agregadaangel acostaAún no hay calificaciones
- MCI-OPE VII-Control de Lectura Grupo 4Documento11 páginasMCI-OPE VII-Control de Lectura Grupo 4rogerqfAún no hay calificaciones
- MRP Impulsado Por La Demanda DDMRPDocumento3 páginasMRP Impulsado Por La Demanda DDMRPEstrategia FocalizadaAún no hay calificaciones
- Examen Unidad No. 1Documento6 páginasExamen Unidad No. 1Juan Pablo Valencia GiraldoAún no hay calificaciones
- Parcial 2 Gestion de CalidadDocumento10 páginasParcial 2 Gestion de CalidadFundacion Jegume CondeAún no hay calificaciones
- Respuesta A Caso Práctico Nro.05 - Angel NúñezDocumento4 páginasRespuesta A Caso Práctico Nro.05 - Angel NúñezCarlos Castillo GutierrezAún no hay calificaciones
- Caso de Estudio CodefosaDocumento1 páginaCaso de Estudio Codefosasupreme limoAún no hay calificaciones
- Gestión de Costos y Procesos ProductivosDocumento6 páginasGestión de Costos y Procesos ProductivosGian Luca Olazar SalinasAún no hay calificaciones
- Caso Práctico Clase 4.1Documento4 páginasCaso Práctico Clase 4.1Jhalmar Hurtado VeraAún no hay calificaciones
- 2 Gestión Proyectos Gestión Empresarial UPC 2022 PDFDocumento217 páginas2 Gestión Proyectos Gestión Empresarial UPC 2022 PDFJuan Luis Lopez VergaraAún no hay calificaciones
- Escalada Del Compromiso y Mito Del PastelDocumento5 páginasEscalada Del Compromiso y Mito Del Pastelchuriel14Aún no hay calificaciones
- Casos FMEA y Six SigmaDocumento7 páginasCasos FMEA y Six SigmaGarcia emilioAún no hay calificaciones
- Cuando Si y Cuando No Se Debe AutomatizarDocumento3 páginasCuando Si y Cuando No Se Debe AutomatizarxiomaradiazAún no hay calificaciones
- IEP-GCAL U3Documento4 páginasIEP-GCAL U3DIANA RODRIGUEZAún no hay calificaciones
- (Caso Practico Unidad 2 CostosDocumento3 páginas(Caso Practico Unidad 2 CostosLinaPatriciaAlbanGodoyAún no hay calificaciones
- Examen Final ProcesosDocumento14 páginasExamen Final ProcesoskatherinAún no hay calificaciones
- Caso Práctico Unidad 1Documento8 páginasCaso Práctico Unidad 1Hansel Joseph Trejos RamirezAún no hay calificaciones
- Tesis PMODocumento97 páginasTesis PMOFernando CuelloAún no hay calificaciones
- Caso Practico El Entorno en El Que Operan Los Proyectos Denis AguasDocumento6 páginasCaso Practico El Entorno en El Que Operan Los Proyectos Denis AguasDenis AguasAún no hay calificaciones
- DDMRP Mejora Servicio y CostosDocumento41 páginasDDMRP Mejora Servicio y Costosjfiallos2010100% (1)
- Caso 1 Grupo 2 Sigmapharm PDFDocumento17 páginasCaso 1 Grupo 2 Sigmapharm PDFAntony Alec Cabrera RodriguezAún no hay calificaciones
- Evaluación Clase 2Documento7 páginasEvaluación Clase 2Carina AmezquitaAún no hay calificaciones
- Caso Zara G1Documento7 páginasCaso Zara G1WendyC.CornejoAún no hay calificaciones
- 4.4 Modelo de Capacidad de Madures PMMM PDFDocumento6 páginas4.4 Modelo de Capacidad de Madures PMMM PDFMark RamirezAún no hay calificaciones
- No Adapte Su Cadena de Valor. Repiénsela de Punta A CaboDocumento9 páginasNo Adapte Su Cadena de Valor. Repiénsela de Punta A CaboDGRock91Aún no hay calificaciones
- Trabajo de Mejora ContinuaDocumento18 páginasTrabajo de Mejora ContinuaDiego Tomas GamboaAún no hay calificaciones
- Pmo Unad PmiDocumento198 páginasPmo Unad Pmiharold david gil muñozAún no hay calificaciones
- Gestion de Los Recursos Del Proyecto Secion 6Documento61 páginasGestion de Los Recursos Del Proyecto Secion 6Wilfredo Alamo AcevedoAún no hay calificaciones
- Proyecto Aplicacion ComercioDocumento4 páginasProyecto Aplicacion Comerciokayros88Aún no hay calificaciones
- Caso ZaraDocumento3 páginasCaso ZaraFlor De MaríaAún no hay calificaciones
- ACTA de CONSTITUCIÓN - Ejemplo y PlantillaDocumento6 páginasACTA de CONSTITUCIÓN - Ejemplo y Plantillavictor hugo Briones facuyAún no hay calificaciones
- Teoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovDe EverandTeoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovAún no hay calificaciones
- Leiva Et Al - Realidad Aumentada y Sistemas de RecomendaciónDocumento20 páginasLeiva Et Al - Realidad Aumentada y Sistemas de RecomendaciónSabri VelazAún no hay calificaciones
- Auditoria de SistemasDocumento2 páginasAuditoria de SistemasIvan Esmit MayhuaAún no hay calificaciones
- Escultura Digital: Ing. de Sistemas UNAPDocumento9 páginasEscultura Digital: Ing. de Sistemas UNAPIvan Esmit MayhuaAún no hay calificaciones
- Diagrama Identidad RelacionDocumento1 páginaDiagrama Identidad RelacionIvan Esmit MayhuaAún no hay calificaciones
- Diccionariodedatos 090826172139 Phpapp02Documento6 páginasDiccionariodedatos 090826172139 Phpapp02Ivan Esmit MayhuaAún no hay calificaciones
- Art Icu Laci OnesDocumento11 páginasArt Icu Laci OnesIvan Esmit MayhuaAún no hay calificaciones
- Flujogramadelprocesodedistribucindelosdocumentos 150221105612 Conversion Gate02Documento1 páginaFlujogramadelprocesodedistribucindelosdocumentos 150221105612 Conversion Gate02Ivan Esmit MayhuaAún no hay calificaciones
- HospcentralmajesDocumento2 páginasHospcentralmajesIvan Esmit MayhuaAún no hay calificaciones
- SQL Inyección IvánDocumento13 páginasSQL Inyección IvánIvan Esmit MayhuaAún no hay calificaciones
- Primera Clase Redes PDFDocumento18 páginasPrimera Clase Redes PDFEfrainA.GonzálezAún no hay calificaciones
- Diccionariodedatos 090926104143 Phpapp01Documento13 páginasDiccionariodedatos 090926104143 Phpapp01Ivan Esmit MayhuaAún no hay calificaciones
- Tarea de SofwareDocumento1 páginaTarea de SofwareIvan Esmit MayhuaAún no hay calificaciones
- Huesos de La CabezaDocumento24 páginasHuesos de La CabezaIvan Esmit MayhuaAún no hay calificaciones
- Aplicaciones - Móviles en TrasporteDocumento9 páginasAplicaciones - Móviles en TrasporteLheonell RodríguezzAún no hay calificaciones
- Celula y CitoplasmaDocumento11 páginasCelula y CitoplasmaIvan Esmit MayhuaAún no hay calificaciones
- LinkDocumento2 páginasLinkIvan Esmit MayhuaAún no hay calificaciones
- 6.2. Ejercicios Oxidos Metalicos - SolucionDocumento4 páginas6.2. Ejercicios Oxidos Metalicos - SolucionIvan Esmit MayhuaAún no hay calificaciones
- Perfil Del Técnico en FarmaciaDocumento2 páginasPerfil Del Técnico en FarmaciaIvan Esmit MayhuaAún no hay calificaciones
- Cs Maritzacampos PDFDocumento2 páginasCs Maritzacampos PDFCarolay FloresAún no hay calificaciones
- Transporte A Través de MembranasDocumento11 páginasTransporte A Través de MembranasIvan Esmit MayhuaAún no hay calificaciones
- Optimizar el proceso de ventas en la tienda de abarrotesDocumento44 páginasOptimizar el proceso de ventas en la tienda de abarrotesIvan Esmit MayhuaAún no hay calificaciones
- La Tabla PeriodicaDocumento4 páginasLa Tabla PeriodicaIvan Esmit MayhuaAún no hay calificaciones
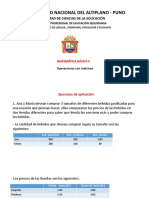
- Operaciones Con MatricesDocumento4 páginasOperaciones Con MatricesIvan Esmit MayhuaAún no hay calificaciones
- El Atomo y Sus PropiedadesDocumento4 páginasEl Atomo y Sus PropiedadesIvan Esmit MayhuaAún no hay calificaciones
- Tarea de SofwareDocumento1 páginaTarea de SofwareIvan Esmit MayhuaAún no hay calificaciones
- Matematica Ejercicio 2Documento2 páginasMatematica Ejercicio 2Ivan Esmit MayhuaAún no hay calificaciones
- Dialnet LaImportanciaDeLaFarmaciaEnLaHistoria 3760685Documento19 páginasDialnet LaImportanciaDeLaFarmaciaEnLaHistoria 3760685Elmira MontesAún no hay calificaciones
- ProxyDocumento5 páginasProxyIvan Esmit MayhuaAún no hay calificaciones
- Tarea de SofwareDocumento1 páginaTarea de SofwareIvan Esmit MayhuaAún no hay calificaciones
- Hoja de Vida Yuri Elizabeth Baca PazDocumento4 páginasHoja de Vida Yuri Elizabeth Baca PazJoel MolinaAún no hay calificaciones
- Gcem U2 A3 NoaaDocumento11 páginasGcem U2 A3 NoaaMarco Antonio Fernandez GarciaAún no hay calificaciones
- Ejercicios TallerDocumento36 páginasEjercicios TallerSamir AndresAún no hay calificaciones
- Banco FassilDocumento9 páginasBanco Fassilsebastian andresAún no hay calificaciones
- Modelo Flujo de EfectivoDocumento4 páginasModelo Flujo de EfectivoEdmy Lorena JiménezAún no hay calificaciones
- Act. 3 Tema 1 Ejercicios Juan Diaz Arcos Ing. Industrial Mixta 20e20463Documento12 páginasAct. 3 Tema 1 Ejercicios Juan Diaz Arcos Ing. Industrial Mixta 20e20463Juan Díaz ArcosAún no hay calificaciones
- Evaluacion Final - Escenario 8 - SEGUNDO BLOQUE-TEORICO - FUNDAMENTOS DE ECONOMIA - (GRUPO B03) Intento 1Documento8 páginasEvaluacion Final - Escenario 8 - SEGUNDO BLOQUE-TEORICO - FUNDAMENTOS DE ECONOMIA - (GRUPO B03) Intento 1CaritoAún no hay calificaciones
- Uam2757 PDFDocumento423 páginasUam2757 PDFBetyGuzmanGAún no hay calificaciones
- Valoracion de Carteras de InversionDocumento6 páginasValoracion de Carteras de InversionDorian FloresAún no hay calificaciones
- Catalogo de Cuentas Biano 2ACNMDocumento5 páginasCatalogo de Cuentas Biano 2ACNMEmolas CalzaAún no hay calificaciones
- Derecho PublicoDocumento79 páginasDerecho PublicoOleh HutnykAún no hay calificaciones
- Lectura Clasificaciòn de Las Empresas Segùn Sus OperacionesDocumento14 páginasLectura Clasificaciòn de Las Empresas Segùn Sus OperacionesC Raúl EspcAún no hay calificaciones
- Cuestionario 1Documento8 páginasCuestionario 1Misael GuzmánAún no hay calificaciones
- Generalidades de Los Costos 2022Documento14 páginasGeneralidades de Los Costos 2022Kata AgueroAún no hay calificaciones
- MacroeconomiaDocumento8 páginasMacroeconomiaAlejandra GuerreroAún no hay calificaciones
- Como Hacerse Rico Libro - Trump PDFDocumento8 páginasComo Hacerse Rico Libro - Trump PDFAncestral Aliengens50% (2)
- Derecho TributarioDocumento71 páginasDerecho TributarioRebecuaaaAún no hay calificaciones
- Superintendencia de Administracion Tributaria y Procedimientos para La Recaudación de ImpuestosDocumento2 páginasSuperintendencia de Administracion Tributaria y Procedimientos para La Recaudación de ImpuestosBoris Chali hernandezAún no hay calificaciones
- Parcial - Escenario 4 - PRIMER BLOQUE-TEORICO - PRACTICO - PRODUCCION - (GRUPO B06)Documento14 páginasParcial - Escenario 4 - PRIMER BLOQUE-TEORICO - PRACTICO - PRODUCCION - (GRUPO B06)Eduin LopezAún no hay calificaciones
- Proyecto Semana ConferenciasDocumento11 páginasProyecto Semana ConferenciasMatias Alberto Estela MoralesAún no hay calificaciones
- Sesion 02 ECODocumento10 páginasSesion 02 ECOSalem 777Aún no hay calificaciones
- Ficha RUC, Report Inforcorp, Pagos SunatDocumento31 páginasFicha RUC, Report Inforcorp, Pagos SunatLuigui Xavier Campos CórdovaAún no hay calificaciones
- Declaracion Jurada e Informe de ValorizacionDocumento2 páginasDeclaracion Jurada e Informe de ValorizacionMaria Fernanda Paco CubaAún no hay calificaciones
- CAMPAÑA DE SUPERTIENDAS CAÑAVERAL Act 8Documento16 páginasCAMPAÑA DE SUPERTIENDAS CAÑAVERAL Act 8Victoria QuirogaAún no hay calificaciones
- Contrato de Alquiler de VehículoDocumento1 páginaContrato de Alquiler de VehículoDerwing PerezAún no hay calificaciones
- TALLERDocumento9 páginasTALLERcristian camilo rojas pajoyAún no hay calificaciones
- Pbi Nominal y Pbi Real - PracticaDocumento3 páginasPbi Nominal y Pbi Real - PracticaAlejandra Baldárrago100% (1)
- Me 5Documento23 páginasMe 5Denisa Cofré CáceresAún no hay calificaciones
- Evidencia 6 Afiche - Mision, Vision y Valores CorporativosDocumento6 páginasEvidencia 6 Afiche - Mision, Vision y Valores CorporativosIan Samuel Corredor PicoAún no hay calificaciones
- EdiciónNo 46-Predictiva21Documento101 páginasEdiciónNo 46-Predictiva21Carlos Jose Sibaja CardozoAún no hay calificaciones