También podría gustarte
- UF1253 - Diagnóstico de deformaciones estructuralesDe EverandUF1253 - Diagnóstico de deformaciones estructuralesAún no hay calificaciones
- T-04 Alineamiento de Acoples PDFDocumento15 páginasT-04 Alineamiento de Acoples PDFDavid TorresAún no hay calificaciones
- T-04 Alineamiento de Acoplamientos en Motores y MáquinasDocumento14 páginasT-04 Alineamiento de Acoplamientos en Motores y MáquinasCarlos Daniel Pillco HuillcaAún no hay calificaciones
- T-04 Me-Alineamiento de Acoplamientos en Motores y MáquinasDocumento15 páginasT-04 Me-Alineamiento de Acoplamientos en Motores y MáquinasDimas CaceresAún no hay calificaciones
- T-03 Alineamiento de Acoplamientos en Motores y MáquinasDocumento29 páginasT-03 Alineamiento de Acoplamientos en Motores y MáquinasRenan Yujra Violencia Valencia75% (4)
- Informe AlineamientoDocumento26 páginasInforme AlineamientoKeyman Yandyr Martel Merma100% (3)
- T 03 Alineamiento de Acoplamientos en Motores y MáquinasDocumento30 páginasT 03 Alineamiento de Acoplamientos en Motores y MáquinasGrimerzhito Eguia FarfanAún no hay calificaciones
- T-04 Me-Alineamiento de Acoplamientos en Motores y Máquinas Grupo 3Documento17 páginasT-04 Me-Alineamiento de Acoplamientos en Motores y Máquinas Grupo 3Jean Hanco100% (1)
- Diagnostico Del Generador SincronoDocumento24 páginasDiagnostico Del Generador SincronoUbaldoJimenezLuisAún no hay calificaciones
- Alineación de ejes y sus beneficiosDocumento7 páginasAlineación de ejes y sus beneficiosmaria virginiaAún no hay calificaciones
- Fundamentos de alineamiento de maquinaria industrialDocumento71 páginasFundamentos de alineamiento de maquinaria industrialEsquiner Jorge Gora PorrasAún no hay calificaciones
- La importancia de alinear máquinas rotativas con láserDocumento39 páginasLa importancia de alinear máquinas rotativas con láserRogger MelchorAún no hay calificaciones
- Cuaderno de Informes 3 Emerson 2024Documento12 páginasCuaderno de Informes 3 Emerson 2024diegohuaman509Aún no hay calificaciones
- Alineamiento de Ejes de Motores y Bombas HidraulicasDocumento23 páginasAlineamiento de Ejes de Motores y Bombas HidraulicasBladimir CallataAún no hay calificaciones
- Alinamiento de Maquinaria-OEME-2023Documento74 páginasAlinamiento de Maquinaria-OEME-2023Fernando Pastén FernándezAún no hay calificaciones
- Alineamiento de Maquinaria Industrial 1 Modo de Compatibilidad 2012Documento73 páginasAlineamiento de Maquinaria Industrial 1 Modo de Compatibilidad 2012Pedro MartinAún no hay calificaciones
- Cuaderno de Informes 3 Huaman Diego2024Documento13 páginasCuaderno de Informes 3 Huaman Diego2024diegohuaman509Aún no hay calificaciones
- AlineaciónDocumento28 páginasAlineaciónAlexis CordovaAún no hay calificaciones
- Expo AlineacionDocumento15 páginasExpo AlineacionulisesAún no hay calificaciones
- Curso Alineación de Ejes en Maquinaria IndustrialDocumento30 páginasCurso Alineación de Ejes en Maquinaria IndustrialGerson Rafael Cuaquira Medina0% (1)
- Alineamiento de ejes con relojes comparadoresDocumento21 páginasAlineamiento de ejes con relojes comparadoresFrank Cesar Tello CastilloAún no hay calificaciones
- 04 Alineamiento EjDocumento25 páginas04 Alineamiento Ejjose luis de granadaAún no hay calificaciones
- TAREA 01 JIMENO - Alineador de PoleasDocumento15 páginasTAREA 01 JIMENO - Alineador de PoleasNeftali Emilio Chuquino SaldañaAún no hay calificaciones
- Capacitacion LH410Documento118 páginasCapacitacion LH410Gianmarcos100% (4)
- Análisis VibracionesDocumento31 páginasAnálisis VibracionesANA BELEN MORENO CORDOVAAún no hay calificaciones
- Capacitación Sistema de Izaje 2Documento18 páginasCapacitación Sistema de Izaje 2Frankie Horna BurgosAún no hay calificaciones
- Curso Entrega RetroexcavadorasDocumento153 páginasCurso Entrega RetroexcavadorasAlexander Calua100% (2)
- ALINEAMIENTO DE EJES IndividualDocumento21 páginasALINEAMIENTO DE EJES IndividualBladimir CallataAún no hay calificaciones
- Plan Basico de Elevacion de CargaDocumento26 páginasPlan Basico de Elevacion de CargajorgeAún no hay calificaciones
- Curso Teorico de Alineamiento-ADEMINSACDocumento4 páginasCurso Teorico de Alineamiento-ADEMINSACAntoni Gonzales ZevallosAún no hay calificaciones
- Alineamiento de acoples y poleasDocumento73 páginasAlineamiento de acoples y poleasAntony DiazAún no hay calificaciones
- ALINEACIONDocumento9 páginasALINEACIONfernandoAún no hay calificaciones
- Cuaderno de InformeDocumento14 páginasCuaderno de Informegustavo alonso niño ramirezAún no hay calificaciones
- 05 UNIDAD VII AlineamientoDocumento41 páginas05 UNIDAD VII AlineamientoEdgar Garcia Galarza100% (4)
- Alineación y nivelación de equipos para un funcionamiento óptimoDocumento15 páginasAlineación y nivelación de equipos para un funcionamiento óptimoJose Antonio Aguilar Ibarra100% (1)
- Jumbo Electrohidraulico Sandvik DD210Documento25 páginasJumbo Electrohidraulico Sandvik DD210DaniMcfullAún no hay calificaciones
- Clase de Mantenimiento PredictivoDocumento34 páginasClase de Mantenimiento PredictivoLoskarAún no hay calificaciones
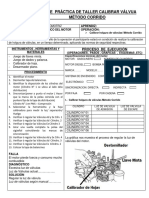
- Ho. Calibración de Valvulas Metodo CorridoDocumento3 páginasHo. Calibración de Valvulas Metodo CorridoElgo Tito PimgomAún no hay calificaciones
- Amod Amod-507 ManualDocumento148 páginasAmod Amod-507 ManualRosarioBecerraTAún no hay calificaciones
- AlineamientoDocumento11 páginasAlineamientoAndreina ChirinosAún no hay calificaciones
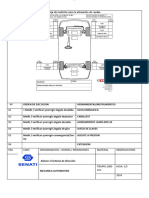
- Hoja de Trabajo Alineamiento de DireccionDocumento6 páginasHoja de Trabajo Alineamiento de DireccionCarlos Hernandez TicllahuancaAún no hay calificaciones
- Informe Técnico 22 Septiembre Del 2021 - Cambio Cadena y Manguerote Lado NorteDocumento9 páginasInforme Técnico 22 Septiembre Del 2021 - Cambio Cadena y Manguerote Lado NorteRaul BonillaAún no hay calificaciones
- Fundamentos de Alineamiento PDFDocumento16 páginasFundamentos de Alineamiento PDFRolando Felipe Tapia MoyanoAún no hay calificaciones
- Curso de Alineacion de EjesDocumento5 páginasCurso de Alineacion de Ejesflaviolatorre100% (1)
- Cuaderno de Informes 7Documento10 páginasCuaderno de Informes 7VictorR.AriasAún no hay calificaciones
- Rubrica de Mantenimiento Industrial Fajas en VDocumento16 páginasRubrica de Mantenimiento Industrial Fajas en VguidoAún no hay calificaciones
- Alineacion PetroleraDocumento218 páginasAlineacion PetroleraBayronPalacioAún no hay calificaciones
- Mantenimiento preventivo de brazo telescópico y reducción de altura en péndulo ScalerDocumento24 páginasMantenimiento preventivo de brazo telescópico y reducción de altura en péndulo Scalerera3000Aún no hay calificaciones
- Alineamiento 1Documento62 páginasAlineamiento 1N 4y3Aún no hay calificaciones
- Manual de Armado Espejos Electricos WPM V3.1 Nov 2022Documento24 páginasManual de Armado Espejos Electricos WPM V3.1 Nov 2022patricio ramirezAún no hay calificaciones
- Cuaderno de Trabajo Semana 02Documento9 páginasCuaderno de Trabajo Semana 02CHEN CHACCARA DIAZAún no hay calificaciones
- Alineacion Laser Entre Ejes Horizontales y Balanceo Torre Enfriamiento Barrancabermeja Edospina 21septiembre2021Documento11 páginasAlineacion Laser Entre Ejes Horizontales y Balanceo Torre Enfriamiento Barrancabermeja Edospina 21septiembre2021John Armely Arias GuerreroAún no hay calificaciones
- Taller N°7 Puesta en Operación de Un Generador Síncrono Con CargaDocumento12 páginasTaller N°7 Puesta en Operación de Un Generador Síncrono Con CargaMarcelo Rodriguez Rojas100% (1)
- OTS 23.506 MARCH2024 Shaft Segments Alignment Verification STARBOARDDocumento8 páginasOTS 23.506 MARCH2024 Shaft Segments Alignment Verification STARBOARDJesús Manuel Paz GonzálezAún no hay calificaciones
- Cuaderno de Informe 5 Maquinas y Herra.Documento11 páginasCuaderno de Informe 5 Maquinas y Herra.salgadoq01maykAún no hay calificaciones
- Trabajo Análisis PredictivoDocumento8 páginasTrabajo Análisis PredictivoCristobal Olavarría DinamarcaAún no hay calificaciones
- Taller Mant 4.1Documento8 páginasTaller Mant 4.1jose raul leiva mendezAún no hay calificaciones
- ANEXOSDocumento17 páginasANEXOSAlexander Salas MedinaAún no hay calificaciones
- Cobertura Cambiaria CitibankDocumento10 páginasCobertura Cambiaria Citibankaldo_carpio_1Aún no hay calificaciones
- Tabla Conversion Milimetrico AWG PDFDocumento1 páginaTabla Conversion Milimetrico AWG PDFAlexander Salas MedinaAún no hay calificaciones
- AlexDocumento3 páginasAlexAlexander Salas MedinaAún no hay calificaciones
- Mantenimiento aceite transformadoresDocumento20 páginasMantenimiento aceite transformadoresAlexander Salas MedinaAún no hay calificaciones
- ObservacionesDocumento1 páginaObservacionesAlexander Salas MedinaAún no hay calificaciones
- Problema EstabilidadDocumento1 páginaProblema EstabilidadAlexander Salas MedinaAún no hay calificaciones
- Compo BusDocumento0 páginasCompo Buslnina_1Aún no hay calificaciones
- Laboratorio #2 Solo Pa Ti WeonDocumento12 páginasLaboratorio #2 Solo Pa Ti WeonAlexander Salas MedinaAún no hay calificaciones
- ManualDocumento13 páginasManualEduars EnrickAún no hay calificaciones
- Procesos de ControlDocumento24 páginasProcesos de ControlWilliam RicardoAún no hay calificaciones
- Semana 3 2019 06Documento23 páginasSemana 3 2019 06Alexander Salas MedinaAún no hay calificaciones
- Interpretacion Jhon A. Yana ApazaDocumento5 páginasInterpretacion Jhon A. Yana ApazaAlexander Salas MedinaAún no hay calificaciones
- Introducción A Control de Procesos Vs 1.0 PDFDocumento61 páginasIntroducción A Control de Procesos Vs 1.0 PDFAlexander Salas MedinaAún no hay calificaciones
- Procesos de ControlDocumento24 páginasProcesos de ControlWilliam RicardoAún no hay calificaciones
- INTERPRETAR DIAGRAMA P - IdDocumento1 páginaINTERPRETAR DIAGRAMA P - IdAlexander Salas MedinaAún no hay calificaciones
- Introducción A Control de Procesos Vs 1.0Documento61 páginasIntroducción A Control de Procesos Vs 1.0Alexander Salas MedinaAún no hay calificaciones
- Norma Peru 6Documento4 páginasNorma Peru 6Anonymous T0UYt8ZGPiAún no hay calificaciones
- 1 IntroduccionDocumento11 páginas1 IntroduccionJehiel AlvarezAún no hay calificaciones
- ManualDocumento13 páginasManualEduars EnrickAún no hay calificaciones
- Grundfosliterature 3050751Documento45 páginasGrundfosliterature 3050751Alexander Salas MedinaAún no hay calificaciones
- Lab 1Documento2 páginasLab 1Alexander Salas MedinaAún no hay calificaciones
- Simulacion Modelos Mat TemporalesDocumento25 páginasSimulacion Modelos Mat TemporalesNiicoMuñozAún no hay calificaciones
- ManualDocumento13 páginasManualEduars EnrickAún no hay calificaciones
- Formato # 1 y # 2 Matrices FODADocumento3 páginasFormato # 1 y # 2 Matrices FODAAlexander Salas MedinaAún no hay calificaciones
- ManualDocumento13 páginasManualEduars EnrickAún no hay calificaciones
- Formato # 1 y # 2 Matrices FODADocumento3 páginasFormato # 1 y # 2 Matrices FODAAlexander Salas MedinaAún no hay calificaciones
- Formato # 1 y # 2 Matrices FODADocumento3 páginasFormato # 1 y # 2 Matrices FODAAlexander Salas MedinaAún no hay calificaciones
- Formato # 1 y # 2 Matrices FODADocumento3 páginasFormato # 1 y # 2 Matrices FODAAlexander Salas MedinaAún no hay calificaciones
- El Maravilloso Mundo de Los Pokemon PDFDocumento46 páginasEl Maravilloso Mundo de Los Pokemon PDFCarlos Rocha Alvarado50% (2)
- Anamnesis... Identificacion y AntecedentesDocumento4 páginasAnamnesis... Identificacion y AntecedentesLuis Cordova PurisacaAún no hay calificaciones
- Monografia Etica ProfesionalDocumento24 páginasMonografia Etica ProfesionalYudith GuaraAún no hay calificaciones
- Original 2Documento15 páginasOriginal 2Monica Hernandez MonroyAún no hay calificaciones
- Mantenimiento Anual A Equipos de Liverpool Sitio Torreón: Escaleras Mecánicas Marca SchindlerDocumento11 páginasMantenimiento Anual A Equipos de Liverpool Sitio Torreón: Escaleras Mecánicas Marca SchindlerFausto RodriguezAún no hay calificaciones
- Ubicación TemporalDocumento10 páginasUbicación TemporalMaría JoséAún no hay calificaciones
- TPCC 1 (Eej)Documento4 páginasTPCC 1 (Eej)Edwar Villafuerte100% (1)
- Cultura ChavínDocumento5 páginasCultura ChavínAndré Gustavo Cabezudo GalvánAún no hay calificaciones
- Ept - Agropecuaria - Pucayacu IIDocumento32 páginasEpt - Agropecuaria - Pucayacu IIliguis4pinedo4esquivAún no hay calificaciones
- Cerebro y EscrituraDocumento34 páginasCerebro y EscrituraGiio GalvánAún no hay calificaciones
- Inversión extranjera Honduras 2017 crecerá 6Documento4 páginasInversión extranjera Honduras 2017 crecerá 6lopezmoisesAún no hay calificaciones
- Método - Manero-Cesar CartagenaDocumento5 páginasMétodo - Manero-Cesar CartagenaAlex ChicaAún no hay calificaciones
- Capacitacion Apoyo Medico InsaragDocumento35 páginasCapacitacion Apoyo Medico Insaragnaniyagami490Aún no hay calificaciones
- Silabo Cirugía II UNSMDocumento31 páginasSilabo Cirugía II UNSMGioco Armas HerreraAún no hay calificaciones
- 2019 Protac CompressedDocumento36 páginas2019 Protac CompressedIliMonteroAún no hay calificaciones
- Dominguez Teloxa Dulce Paola - Urologia - Cancer de ProstataDocumento7 páginasDominguez Teloxa Dulce Paola - Urologia - Cancer de ProstataDulce DominguezAún no hay calificaciones
- Formato de PaperDocumento4 páginasFormato de PaperAndrés LópezAún no hay calificaciones
- Examen Parte BDocumento32 páginasExamen Parte BRichard Moore0% (3)
- Diseño de un hornillo portátil para camping y actividades al aire libreDocumento181 páginasDiseño de un hornillo portátil para camping y actividades al aire libreanibalpalaciosAún no hay calificaciones
- Actividad # 1 - Análisis de VideoDocumento4 páginasActividad # 1 - Análisis de VideoEsmeralda CastilloAún no hay calificaciones
- Ejercicio % RemocionDocumento2 páginasEjercicio % RemocionJuan Jose MontenegroAún no hay calificaciones
- Decreto 1594 de 1984 Usos Del Agua y Residuos LiquidosDocumento59 páginasDecreto 1594 de 1984 Usos Del Agua y Residuos LiquidosJeimy GutierrezAún no hay calificaciones
- Anamnesis PsicológicaDocumento10 páginasAnamnesis PsicológicaAngela CuevaAún no hay calificaciones
- Ilovepdf MergedDocumento78 páginasIlovepdf MergedMaycol LojanAún no hay calificaciones
- Actividades Programación Orientada A ObjetosDocumento9 páginasActividades Programación Orientada A ObjetosSamuel Rivera GascaAún no hay calificaciones
- Problemas ResueltosDocumento52 páginasProblemas Resueltossandy rosmeri zavala escalanteAún no hay calificaciones
- Silabo de Genética y Mejoramiento ForestalDocumento6 páginasSilabo de Genética y Mejoramiento ForestalRom Vargas100% (1)
- 1906 Lluria Humanidad Porvenir PDFDocumento132 páginas1906 Lluria Humanidad Porvenir PDFHugociceronAún no hay calificaciones
- DecantaciónDocumento3 páginasDecantaciónXimena AlemanAún no hay calificaciones
- IBAU GeneralDocumento24 páginasIBAU GeneralJulio MongeAún no hay calificaciones