También podría gustarte
- Chapter 07 Wade 7th - CGDDocumento45 páginasChapter 07 Wade 7th - CGDnoel pocoacaAún no hay calificaciones
- Celdas de CombustibleDocumento17 páginasCeldas de Combustible306345407Aún no hay calificaciones
- Cromatografia e Interpretacion de Gases1Documento36 páginasCromatografia e Interpretacion de Gases1Luys HernandezAún no hay calificaciones
- Alquenos y CicloalquenosDocumento76 páginasAlquenos y CicloalquenosBetzy LópezAún no hay calificaciones
- El HidrogenoDocumento19 páginasEl HidrogenoYess Flores Delgado0% (1)
- Clase HidrocarburosDocumento53 páginasClase HidrocarburosLuis Enrique Flores ValenzuelaAún no hay calificaciones
- Alquenos 2021Documento108 páginasAlquenos 2021Dany MirelyAún no hay calificaciones
- Informe de AbsorciónDocumento4 páginasInforme de AbsorciónHoblin TeranAún no hay calificaciones
- Deshidrogenación Catalítica Del IsopropanolDocumento22 páginasDeshidrogenación Catalítica Del IsopropanolSHELSEA MARY CARPIO CARPIOAún no hay calificaciones
- Cap 18 - Equilibrios Redox2Documento38 páginasCap 18 - Equilibrios Redox2GustavoAún no hay calificaciones
- U3 y U4 - Alquenos y AlquinosDocumento56 páginasU3 y U4 - Alquenos y AlquinosNeto RiveraAún no hay calificaciones
- M Cap10 Protecciones Del Transformador 19Documento57 páginasM Cap10 Protecciones Del Transformador 19Alejandro ValenzuelaAún no hay calificaciones
- Reacciones de AlquenosDocumento102 páginasReacciones de AlquenosAndrea PachecoAún no hay calificaciones
- PACK ElectroqDocumento279 páginasPACK Electroqanais zambranoAún no hay calificaciones
- QOI Alcanos 2023 v03Documento33 páginasQOI Alcanos 2023 v03Eliana RochaAún no hay calificaciones
- Sanchez Sanchez Carlos Manuel 5Documento33 páginasSanchez Sanchez Carlos Manuel 5Grover DoradoAún no hay calificaciones
- AlcanosDocumento29 páginasAlcanosGustavo PilcoAún no hay calificaciones
- Capitulo IV Lixiviacion de Minerales de CobreDocumento59 páginasCapitulo IV Lixiviacion de Minerales de CobreARLEN SCOLY MAMANI ONSIHUAYAún no hay calificaciones
- U3 y U4 - Alquenos y AlquinosDocumento56 páginasU3 y U4 - Alquenos y AlquinosVilma MarielaAún no hay calificaciones
- Presentación - Curso Operadores - Planta SX (14!01!09)Documento80 páginasPresentación - Curso Operadores - Planta SX (14!01!09)andresstapia100% (1)
- Tecnologías Electroquímicas en El Tratamiento de Aguas-ElectrocoagulaciònDocumento19 páginasTecnologías Electroquímicas en El Tratamiento de Aguas-ElectrocoagulaciònMUÑOZ LUNA GIANCARLOAún no hay calificaciones
- Cap IDocumento52 páginasCap Iquiksilver21Aún no hay calificaciones
- Capitulo V Grupo 14Documento104 páginasCapitulo V Grupo 14mynilut78Aún no hay calificaciones
- Electrobeneficio de CobrepaolaDocumento21 páginasElectrobeneficio de CobrepaolaLibros Argón100% (1)
- Fundamentos y Generalidades RedOxDocumento38 páginasFundamentos y Generalidades RedOxJosuè SánchezAún no hay calificaciones
- Capitulo 2. Baterias Estacionarias Plomo-AcidoDocumento44 páginasCapitulo 2. Baterias Estacionarias Plomo-AcidoAnonymous V6y1QL6hnAún no hay calificaciones
- Metodo de Interpretacion Gases DisueltosDocumento5 páginasMetodo de Interpretacion Gases DisueltosErick FernandoAún no hay calificaciones
- Producción de Acetato de Etilo Por Esterificación Del Ácido AcéticoDocumento4 páginasProducción de Acetato de Etilo Por Esterificación Del Ácido AcéticoDaniela Rivera ArenasAún no hay calificaciones
- ElectroobtencionDocumento23 páginasElectroobtencionjonathan zuñiga50% (2)
- Practica Electro1Documento7 páginasPractica Electro1Yess Flores DelgadoAún no hay calificaciones
- S13.s1 - Electroquimica OFICIALDocumento20 páginasS13.s1 - Electroquimica OFICIALjuancitoAún no hay calificaciones
- Producto Academico N°3-QUIMICA .Documento4 páginasProducto Academico N°3-QUIMICA .Fernanda Gabriela Ramos BernaolaAún no hay calificaciones
- CromatografiadegasesDocumento73 páginasCromatografiadegasesTeófilo Marcelo Quiñones JaraAún no hay calificaciones
- Teoria Alcoholes 2020Documento32 páginasTeoria Alcoholes 2020Nazareno LorenzattoAún no hay calificaciones
- La ElectroflotaciónDocumento6 páginasLa ElectroflotaciónJorge Chávez BarbozaAún no hay calificaciones
- Guía Del Laboratorio 4.electrodeposición Del Cobre PDFDocumento7 páginasGuía Del Laboratorio 4.electrodeposición Del Cobre PDFLuis Angel Mamani HuahuacondoriAún no hay calificaciones
- 03 C33666 Ariela C35741 JuanDocumento7 páginas03 C33666 Ariela C35741 JuanJuan DavidAún no hay calificaciones
- AlcanosDocumento33 páginasAlcanosEva SotoAún no hay calificaciones
- 02 TermoquímicaDocumento32 páginas02 TermoquímicaBryan Anthony Condori QuispeAún no hay calificaciones
- ALDEHIDOS Y CETONAS Clase 2020Documento137 páginasALDEHIDOS Y CETONAS Clase 2020Geraldine Gonzalez PatinoAún no hay calificaciones
- Termo UNIDAD 4 (2019)Documento31 páginasTermo UNIDAD 4 (2019)luisAún no hay calificaciones
- Caracter Ionico y DisolventesDocumento11 páginasCaracter Ionico y DisolventesEzequiel MedinaAún no hay calificaciones
- 2.1 TPSC - DestilaciónDocumento68 páginas2.1 TPSC - DestilaciónElver Alexander Cruz LazoAún no hay calificaciones
- ELECTROQUÍMICADocumento8 páginasELECTROQUÍMICAcarlos torresAún no hay calificaciones
- QMC - Lab 2Documento7 páginasQMC - Lab 2Nsisnsin NwiwnsbdbAún no hay calificaciones
- Teoria UNIDAD 10 RedoxDocumento42 páginasTeoria UNIDAD 10 RedoxGabriela QuintanaAún no hay calificaciones
- Cloruro de Vinilo XDocumento18 páginasCloruro de Vinilo XClaudia SaavedraAún no hay calificaciones
- Gpo Carbonilo ABC HeterociclicaDocumento40 páginasGpo Carbonilo ABC HeterociclicaBC NandoAún no hay calificaciones
- 7 Sintesis AlquenosDocumento48 páginas7 Sintesis AlquenosLuz De Maria de GuneraAún no hay calificaciones
- Intermediarios Reactivos 2017Documento42 páginasIntermediarios Reactivos 2017federico valentin GuzmanAún no hay calificaciones
- Q - 3er Año - S5 - Hidrocarburos Insaturados Alquennos y AlquinosDocumento8 páginasQ - 3er Año - S5 - Hidrocarburos Insaturados Alquennos y AlquinosRober EspinozaAún no hay calificaciones
- Alquenos y Alquinos (Estructura, Nomencatura y Propiedades) 2013-2-1Documento18 páginasAlquenos y Alquinos (Estructura, Nomencatura y Propiedades) 2013-2-1ysrra94Aún no hay calificaciones
- Alquenos 1Documento47 páginasAlquenos 1Dante ramosAún no hay calificaciones
- Unidad 14 EliminacionDocumento62 páginasUnidad 14 Eliminacionpepesajdnsahfds100% (1)
- Clase 4-Pirometalurgia 2020Documento26 páginasClase 4-Pirometalurgia 2020yairAún no hay calificaciones
- Clase Unidad #7 Aldehidos, Cetonas, Acidos Carboxilicos y EsteresDocumento55 páginasClase Unidad #7 Aldehidos, Cetonas, Acidos Carboxilicos y EsteresNoelia Lopez0% (1)
- Mezcla Coagulacion FlocuacionDocumento37 páginasMezcla Coagulacion FlocuacionPedro Javier Marrugo JimenezAún no hay calificaciones
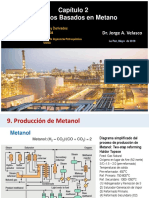
- PTQ 404 Capítulo 2 Química Del Metano - Metanol y Fischer TropschDocumento17 páginasPTQ 404 Capítulo 2 Química Del Metano - Metanol y Fischer TropschwilmerAún no hay calificaciones
- Ricardo Morales Acevedo Guia IIIDocumento6 páginasRicardo Morales Acevedo Guia IIIricardo.morales46123Aún no hay calificaciones
- Iusa Productos para Gas Natural y LP PDFDocumento23 páginasIusa Productos para Gas Natural y LP PDFTOLENTINOAún no hay calificaciones
- Catalogo Eficiencia Siemens ES 2017 SIEMENSCAT PDFDocumento88 páginasCatalogo Eficiencia Siemens ES 2017 SIEMENSCAT PDFTOLENTINOAún no hay calificaciones
- Cat ConstruccionDocumento112 páginasCat ConstruccionTOLENTINOAún no hay calificaciones
- Modelos:: Manual de Instalación Y OperaciónDocumento32 páginasModelos:: Manual de Instalación Y OperaciónTOLENTINOAún no hay calificaciones
- 08-Informacion Tecnica Siemens 2018 PDFDocumento70 páginas08-Informacion Tecnica Siemens 2018 PDFTOLENTINOAún no hay calificaciones
- Resumen, Intro, Historia, FundamentoDocumento14 páginasResumen, Intro, Historia, FundamentoElizabeth EscalanteAún no hay calificaciones
- FichaTecnica Xanox MarineDocumento1 páginaFichaTecnica Xanox Marinejavier palazuelosAún no hay calificaciones
- Normas de Seguridad Ip65Documento4 páginasNormas de Seguridad Ip65Ciro Romero EstradaAún no hay calificaciones
- Informe GestionDocumento31 páginasInforme GestionOscar Franco MurilloAún no hay calificaciones
- Domus DemainDocumento7 páginasDomus DemainDario CalaAún no hay calificaciones
- Construcción Horno 1cast PDFDocumento17 páginasConstrucción Horno 1cast PDFramaxxAún no hay calificaciones
- Guia 2º 2019Documento48 páginasGuia 2º 2019Gustavo AparicioAún no hay calificaciones
- Diseño de AntenasDocumento16 páginasDiseño de AntenasAltair CastroAún no hay calificaciones
- Saturación CtsDocumento6 páginasSaturación Ctsestebandavid2300Aún no hay calificaciones
- Servicios Ecosistemicos Polylepis - Blgo Jorge Cuadros PDFDocumento53 páginasServicios Ecosistemicos Polylepis - Blgo Jorge Cuadros PDFlisi bravoAún no hay calificaciones
- Antequera PyDocumento181 páginasAntequera PyJoel PachecoAún no hay calificaciones
- Copia de Formato Anteproyecto de GradoDocumento25 páginasCopia de Formato Anteproyecto de GradojuanAún no hay calificaciones
- Fichas Tecnicas SenaDocumento104 páginasFichas Tecnicas SenaEliseo_Angel_R_8098Aún no hay calificaciones
- Nec de Construciion PDFDocumento20 páginasNec de Construciion PDFWILSON VELASTEGUIAún no hay calificaciones
- Manual de Campo PDFDocumento142 páginasManual de Campo PDFCésar SandovalAún no hay calificaciones
- Imatges Sobre Es Obligada Escalera para Acceder A Cubierta: FICHA TÉCNICA #18 Seguridad en Cubiertas Pág ... - CoitaocDocumento2 páginasImatges Sobre Es Obligada Escalera para Acceder A Cubierta: FICHA TÉCNICA #18 Seguridad en Cubiertas Pág ... - CoitaocJordi FortunyAún no hay calificaciones
- CCNN - 1 ESO - MEC - Adaptacion Curricular PDFDocumento13 páginasCCNN - 1 ESO - MEC - Adaptacion Curricular PDFCarmen Peña ValtueñaAún no hay calificaciones
- F - HH - Practica Integradora 1.4-1Documento4 páginasF - HH - Practica Integradora 1.4-1Nancy Itzailana Gómez SalazarAún no hay calificaciones
- Informe Hidrologia1Documento5 páginasInforme Hidrologia1Alex Ricardo Cano CarbajalAún no hay calificaciones
- Caldas TearDocumento3 páginasCaldas TearCamilo RamirezAún no hay calificaciones
- Examen Final Semana 8 Gestión de Inventarios 1IDocumento16 páginasExamen Final Semana 8 Gestión de Inventarios 1IADRIAN GARCIAAún no hay calificaciones
- Cap. 1evolución e Importancia de La Calidad TotalDocumento17 páginasCap. 1evolución e Importancia de La Calidad TotalRaúl MorfinAún no hay calificaciones
- Microsoft Word - ProyectoDocumento8 páginasMicrosoft Word - ProyectoJuvenal Córdoba Valoyes33% (3)
- ALFA ROMEO 146 Anti Theft DeviceDocumento45 páginasALFA ROMEO 146 Anti Theft DevicePablo100% (1)
- Informe 3. TeodolitoDocumento9 páginasInforme 3. TeodolitoBrigitte Leslie Varas RodriguezAún no hay calificaciones
- Operación de Molinos SAG Controlando El Movimiento de La CargaDocumento5 páginasOperación de Molinos SAG Controlando El Movimiento de La CargaMirley Mercedes Montes VillalbaAún no hay calificaciones
- Chanca DoDocumento92 páginasChanca DoVictor Cuadros VeraAún no hay calificaciones
- Informe Orificios-Ing - LeonDocumento24 páginasInforme Orificios-Ing - LeonCarlosAún no hay calificaciones
- Reporte de Clasificación de Estructuras Actualizado-ComprimidoDocumento21 páginasReporte de Clasificación de Estructuras Actualizado-ComprimidoAlejandro MAAún no hay calificaciones