También podría gustarte
- Mantenimiento de centros de transformación. ELEE0209De EverandMantenimiento de centros de transformación. ELEE0209Aún no hay calificaciones
- MF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoDe EverandMF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoCalificación: 4.5 de 5 estrellas4.5/5 (2)
- AuditoriaDocumento21 páginasAuditoriaAndrea Sheryna Polanco ChambiAún no hay calificaciones
- 8 Ingenieria de Mantenimiento +Documento42 páginas8 Ingenieria de Mantenimiento +Luigui GarciaAún no hay calificaciones
- Unidad 4 MantenimientoDocumento44 páginasUnidad 4 MantenimientoJUAN CARLOS MARTINEZAún no hay calificaciones
- Auditoría de MantenimientoDocumento101 páginasAuditoría de Mantenimientoosorio23100% (2)
- JuranDocumento9 páginasJurancsrAún no hay calificaciones
- Auditoría de MantenimientoDocumento108 páginasAuditoría de MantenimientoHarold Salazar BAún no hay calificaciones
- Herramientas de Analisis de MantenimientoDocumento20 páginasHerramientas de Analisis de MantenimientoDaniel Baltazar Rodríguez SalvatierraAún no hay calificaciones
- PARA EXPONER Mantto SESION 07Documento133 páginasPARA EXPONER Mantto SESION 07ronaldoAún no hay calificaciones
- El Ciclo de DemingDocumento10 páginasEl Ciclo de DemingAG LincolAún no hay calificaciones
- Padres de La Calidad, Teorias, Principios y MetodosDocumento19 páginasPadres de La Calidad, Teorias, Principios y MetodosNicolle FernandezAún no hay calificaciones
- Auditorias de MantenimientoDocumento19 páginasAuditorias de Mantenimientofv8632183Aún no hay calificaciones
- Análisis de Mantenimiento-AuditoriaDocumento33 páginasAnálisis de Mantenimiento-AuditoriaLuks AcostaAún no hay calificaciones
- Eduardo Diaz Nueva Lean MaintenanceDocumento73 páginasEduardo Diaz Nueva Lean Maintenancemanolo6490Aún no hay calificaciones
- Práctica Calificada 1 GSCTDocumento4 páginasPráctica Calificada 1 GSCTshantal veli veraAún no hay calificaciones
- Tarea 02Documento11 páginasTarea 02felipejosue100% (1)
- Auditorías de Mantenimiento y CuestionarioDocumento16 páginasAuditorías de Mantenimiento y CuestionarioJorge Gamarra TolentinoAún no hay calificaciones
- Investigacion Enfoque SistemicoDocumento14 páginasInvestigacion Enfoque SistemicoPedro RochaAún no hay calificaciones
- Auditoría y Gestión Inventarios1Documento100 páginasAuditoría y Gestión Inventarios1titi orellanoAún no hay calificaciones
- Auditoría de MantenimientoDocumento107 páginasAuditoría de MantenimientoMayra Pariona Cruz100% (1)
- Clase 10 Tsp-Auditoria Operacional 2023-0Documento45 páginasClase 10 Tsp-Auditoria Operacional 2023-0Arely Diaz MoralesAún no hay calificaciones
- Solución de Problemas de ManufacturaDocumento35 páginasSolución de Problemas de ManufacturaOmar García MoralesAún no hay calificaciones
- Definicion Del MTPDocumento13 páginasDefinicion Del MTPAngel Guzmán RamosAún no hay calificaciones
- Sesion 07-Auditorias Del Mantenimiento IndustrialDocumento53 páginasSesion 07-Auditorias Del Mantenimiento IndustrialGuillermo Linares SánchezAún no hay calificaciones
- Teoría de Los Cero DefectosDocumento5 páginasTeoría de Los Cero DefectosaraylramonAún no hay calificaciones
- Eduardo Diaz Nueva Lean Maintenance PDFDocumento73 páginasEduardo Diaz Nueva Lean Maintenance PDFGerardo MartinAún no hay calificaciones
- ¿Qué Es El TPM?Documento9 páginas¿Qué Es El TPM?moykanosanchez333Aún no hay calificaciones
- Unidad 2 Topicos ManufacturaDocumento20 páginasUnidad 2 Topicos ManufacturaYerania GamAún no hay calificaciones
- 1.auditorias Procesos Niveles - CapasDocumento29 páginas1.auditorias Procesos Niveles - CapasJAVIER4372100% (1)
- Mejora de Los ProcesosDocumento22 páginasMejora de Los ProcesosCesar H ValenciaAún no hay calificaciones
- 7 Herramientas de Lean ManufacturingDocumento4 páginas7 Herramientas de Lean Manufacturingmanuelbeta1308Aún no hay calificaciones
- Jhon Frans Murrieta RengifoDocumento2 páginasJhon Frans Murrieta RengifoJuan Murrieta RengifoAún no hay calificaciones
- Trabajo N°13 ResueltoDocumento3 páginasTrabajo N°13 ResueltoJulio Cesar Quispe AtencioAún no hay calificaciones
- UNIDAD IV. Administración de ManenimientoDocumento49 páginasUNIDAD IV. Administración de ManenimientoEvelyn CamposAún no hay calificaciones
- Unidad 4 MantenimientoDocumento110 páginasUnidad 4 MantenimientoJesus GomezAún no hay calificaciones
- Evaluación # 4 Investigacion de OperacionesDocumento4 páginasEvaluación # 4 Investigacion de OperacionesJuan Pablo Duarte MorenoAún no hay calificaciones
- Repaso 2 Seguridad IndustrialDocumento23 páginasRepaso 2 Seguridad IndustrialClark Nicholson Lara PazAún no hay calificaciones
- Aportaciones A Al CalidadDocumento5 páginasAportaciones A Al CalidadKARLA MARÍA JUÁREZ MARTÍNEZAún no hay calificaciones
- Producción Esbelta Sem 3 - 2022 PDFDocumento35 páginasProducción Esbelta Sem 3 - 2022 PDFANA PAULAAún no hay calificaciones
- Gestion de MantenimientoDocumento32 páginasGestion de MantenimientoAndres GutierrezAún no hay calificaciones
- 8 Pasos para Llevar A Cabo Un Control de Calidad Industrial EficienteDocumento52 páginas8 Pasos para Llevar A Cabo Un Control de Calidad Industrial EficienteSandra Peña A.Aún no hay calificaciones
- 5 Problemas Que Ocurren Durante La Implantación de Un Programa de Mantenimiento PredictivoDocumento3 páginas5 Problemas Que Ocurren Durante La Implantación de Un Programa de Mantenimiento PredictivoDiego AlejandroAún no hay calificaciones
- Paso para La Creación de Un Manual de Control de CalidadDocumento14 páginasPaso para La Creación de Un Manual de Control de CalidadAlexis UlcuangoAún no hay calificaciones
- Herramientas de CalidadDocumento35 páginasHerramientas de Calidadcassandra vegaAún no hay calificaciones
- 5 Control, Procesos Productivos.Documento58 páginas5 Control, Procesos Productivos.Gean Carlos Huaynates VargasAún no hay calificaciones
- Mantenimiento Unidad1Documento13 páginasMantenimiento Unidad1Pepe SanchezAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total (MPT)Documento28 páginasSistemas de Mantenimiento Productivo Total (MPT)Luz Gabriela Romo Manzano100% (1)
- Unidad ViDocumento5 páginasUnidad ViEnrique MoralesAún no hay calificaciones
- Cuestionario Sobre TPMDocumento8 páginasCuestionario Sobre TPMNoemi RosarioAún no hay calificaciones
- Gestión de Mantenimiento Sem 7Documento38 páginasGestión de Mantenimiento Sem 7Alexandra Castillo JaveAún no hay calificaciones
- Auditoria Del MantenimientoDocumento23 páginasAuditoria Del MantenimientoSandyBlancoAún no hay calificaciones
- Auditoria de MantenimientoDocumento29 páginasAuditoria de Mantenimientocristobal navarreteAún no hay calificaciones
- Ciclo para La Mejora ContinuaDocumento6 páginasCiclo para La Mejora ContinuaAnaya Curiel Johann YaelAún no hay calificaciones
- KaysenDocumento13 páginasKaysenJoss OCAún no hay calificaciones
- Apuntes CalidadDocumento87 páginasApuntes CalidadAlbertury KreshAún no hay calificaciones
- El KaizenDocumento30 páginasEl KaizenmaglaAún no hay calificaciones
- Taller Jit Caso PracticoDocumento8 páginasTaller Jit Caso PracticoSteven GaravitoAún no hay calificaciones
- Manufactura EsbeltaDocumento3 páginasManufactura EsbeltaDaniiela SanchezAún no hay calificaciones
- Cero Errores, Máxima Eficiencia: El método Poka-Yoke para el éxito empresarialDe EverandCero Errores, Máxima Eficiencia: El método Poka-Yoke para el éxito empresarialCalificación: 5 de 5 estrellas5/5 (1)
- Programación Residencial ComercialDocumento22 páginasProgramación Residencial ComercialCastilloCatalanJuanDiegoAún no hay calificaciones
- Plantas AgroindustrialesDocumento6 páginasPlantas AgroindustrialesGuisselledelcarmen100% (1)
- Procesadora-Perú-S A CDocumento22 páginasProcesadora-Perú-S A CYudith Delgado GavidiaAún no hay calificaciones
- Ciencia para CohetesDocumento24 páginasCiencia para CohetesGabriel ChumbesAún no hay calificaciones
- Catalogo Rodiequipos 2016Documento2 páginasCatalogo Rodiequipos 2016Johnatan JaramilloAún no hay calificaciones
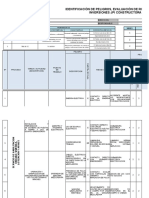
- IPERC - Inversiones JPIDocumento10 páginasIPERC - Inversiones JPIIrvings Der Minaya UriolAún no hay calificaciones
- Bases Concurso de Iiee (Ampliaciones)Documento9 páginasBases Concurso de Iiee (Ampliaciones)Omar FaustorAún no hay calificaciones
- Diapositivas Tesis AuditoriaDocumento25 páginasDiapositivas Tesis AuditoriajemaivaAún no hay calificaciones
- Actividad #4 Capitulo 7 1731725Documento12 páginasActividad #4 Capitulo 7 1731725Melisa FloresAún no hay calificaciones
- Diseño de Cañerias WordDocumento3 páginasDiseño de Cañerias WordMaribelMamaniDAún no hay calificaciones
- Mecanica de MantenimientoDocumento7 páginasMecanica de MantenimientoEl WachoAún no hay calificaciones
- Áreas Basicas de La AdministracionDocumento1 páginaÁreas Basicas de La AdministracionBetyGuzmanGAún no hay calificaciones
- Catalogo Kits y Partes HENDRICKSONDocumento16 páginasCatalogo Kits y Partes HENDRICKSONalednero67% (3)
- Volumen 1 Men Desc 3.0 TraficoDocumento60 páginasVolumen 1 Men Desc 3.0 TraficoFrank J Castro QAún no hay calificaciones
- Especificaciones Tecnicas COLISEODocumento62 páginasEspecificaciones Tecnicas COLISEOMarko RV0% (1)
- Si Anidado - Sumar Si y Contar SiDocumento7 páginasSi Anidado - Sumar Si y Contar SiXimi Vivar de la CruzAún no hay calificaciones
- PANA RIVERA JAVIER FERNANDO-Miembros CIP - HuarazDocumento4 páginasPANA RIVERA JAVIER FERNANDO-Miembros CIP - HuarazFernando Pana RiveraAún no hay calificaciones
- 118-11 - Emape LP 1-2011 (Herradura Obras)Documento12 páginas118-11 - Emape LP 1-2011 (Herradura Obras)IRVINAún no hay calificaciones
- Peajes Electrónicos CostosDocumento61 páginasPeajes Electrónicos CostosJhon Fernando Pesantez JimenezAún no hay calificaciones
- Cuatro Tipos de Negocios Resultan Muy RentablesDocumento6 páginasCuatro Tipos de Negocios Resultan Muy RentablesRoberto LlerenaAún no hay calificaciones
- Sesión 2 DmaicDocumento48 páginasSesión 2 DmaicAlexander MontesAún no hay calificaciones
- TecnicaDocumento3 páginasTecnicaMarco SánchezAún no hay calificaciones
- Concreto ArmadoDocumento23 páginasConcreto ArmadoJuan Diego Valdivia Heredia0% (1)
- Método Racional de Diseño para RCCDocumento16 páginasMétodo Racional de Diseño para RCCLuis Eloy Feo100% (2)
- Visita Al Laboratorio de CTADocumento3 páginasVisita Al Laboratorio de CTABianca Velarde JorgeAún no hay calificaciones
- Practica #03 - Graficos - Industr - 2021 - 20 - ADocumento5 páginasPractica #03 - Graficos - Industr - 2021 - 20 - AWilliams RodríguezAún no hay calificaciones
- Remediacion y Revitalizacion de Sitios Contaminados Casos Exitosos en MexicoDocumento245 páginasRemediacion y Revitalizacion de Sitios Contaminados Casos Exitosos en MexicoJulio Cesar Lopez DiazAún no hay calificaciones
- Resumen de Sistema de SuspensionDocumento7 páginasResumen de Sistema de Suspensionespitia_1996Aún no hay calificaciones
- Estrategias Logisticas Actividad 2Documento5 páginasEstrategias Logisticas Actividad 2jordan amadorAún no hay calificaciones
- Tais IDocumento23 páginasTais IRubén Mendieta MelendezAún no hay calificaciones