También podría gustarte
- Guía Práctica 2 Balanceo de LíneaDocumento4 páginasGuía Práctica 2 Balanceo de LíneaChristian PucaAún no hay calificaciones
- Apuntes ProgramaciónDocumento4 páginasApuntes ProgramaciónCeciMonera100% (1)
- Tesis Phva Filtros Larox PDFDocumento172 páginasTesis Phva Filtros Larox PDFLuis PedemonteAún no hay calificaciones
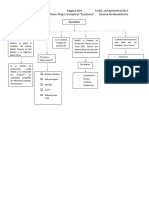
- Mapa Conceptual ToyotismoDocumento1 páginaMapa Conceptual ToyotismoOscarMcruzAún no hay calificaciones
- Traba 06Documento8 páginasTraba 06jorke08Aún no hay calificaciones
- Catálogo de Proveedores Grupo Flexi S.A de C.VDocumento6 páginasCatálogo de Proveedores Grupo Flexi S.A de C.VCamila LopezAún no hay calificaciones
- 3.4. Agrupación e Identificación de FamiliasDocumento4 páginas3.4. Agrupación e Identificación de FamiliasSami FloresAún no hay calificaciones
- Preguntas 8dsDocumento1 páginaPreguntas 8dsElizabeth ManzanoAún no hay calificaciones
- Ensayo ExportacionesDocumento3 páginasEnsayo ExportacionesCristian Pantoja0% (1)
- Control Estadistico de La CalidadDocumento5 páginasControl Estadistico de La CalidadMaite CruzAún no hay calificaciones
- Expo Ejercicio 12Documento7 páginasExpo Ejercicio 12Claudia BonifacioAún no hay calificaciones
- Cuestionario Del Just in TimeDocumento2 páginasCuestionario Del Just in TimeSanty Ldv FloresAún no hay calificaciones
- Preguntas VSMDocumento1 páginaPreguntas VSMLuis HernandezAún no hay calificaciones
- En Que Consiste La Manufactura Justo A Tiempo y Como Se Implementa en El NegocioDocumento5 páginasEn Que Consiste La Manufactura Justo A Tiempo y Como Se Implementa en El NegocioKineuroterapeutico Hernia Discal100% (1)
- Exposicion JIDOKA BuenoDocumento15 páginasExposicion JIDOKA BuenoOsi GnzlzAún no hay calificaciones
- Practica 9 y 10 TrabajoDocumento4 páginasPractica 9 y 10 Trabajokelthuzat00Aún no hay calificaciones
- Metodología DMAIC - Sistemas de ManufacturaDocumento28 páginasMetodología DMAIC - Sistemas de ManufacturaJuan Gerardo HernandezAún no hay calificaciones
- Control VisualDocumento8 páginasControl VisualRuby A. de LiraAún no hay calificaciones
- Proyecto de 9sDocumento14 páginasProyecto de 9sSergio Alvarado LizcanoAún no hay calificaciones
- Cuestionario Curso Just in Time "Método Toyota"Documento32 páginasCuestionario Curso Just in Time "Método Toyota"hcajamarca92% (13)
- Unidad 1 Despliegue de La Funcion de La CalidadDocumento10 páginasUnidad 1 Despliegue de La Funcion de La CalidadMariianiita ALor100% (1)
- PLANEACION AGREGADA.1.1-1.2-america Daniela Jimenez GaleanaDocumento1 páginaPLANEACION AGREGADA.1.1-1.2-america Daniela Jimenez Galeanaamerica galeanaAún no hay calificaciones
- Cuadro Comparativo 1Documento5 páginasCuadro Comparativo 1KATIAAún no hay calificaciones
- Gemba KaizenDocumento43 páginasGemba KaizenAlan PalmaAún no hay calificaciones
- Utilización de La Metodología Six Sigma para El Mejoramiento Del Proceso de Servicios de TallerDocumento9 páginasUtilización de La Metodología Six Sigma para El Mejoramiento Del Proceso de Servicios de TallersotoccAún no hay calificaciones
- Metodologia IditpymeDocumento43 páginasMetodologia IditpymeItzyaa Lizeth100% (1)
- 3.4 Herramientas CreativasDocumento16 páginas3.4 Herramientas CreativasXochitl PrunedaAún no hay calificaciones
- Programas de Mejora de La ProductividadDocumento9 páginasProgramas de Mejora de La ProductividadAquino C. RobertAún no hay calificaciones
- 12 Catwoe para 4 Metodologias SoyaDocumento8 páginas12 Catwoe para 4 Metodologias SoyaAlessandra AquiahuatlAún no hay calificaciones
- JidokaDocumento4 páginasJidokaJulio MercadoAún no hay calificaciones
- Tamaño de Planta Fabrica ZapatosDocumento13 páginasTamaño de Planta Fabrica ZapatosJesus FuentesAún no hay calificaciones
- ProductividadDocumento9 páginasProductividadYeykell RomeroAún no hay calificaciones
- Diagrama de Proceso LaminadoraDocumento1 páginaDiagrama de Proceso LaminadoraHenry Campos Calderon100% (1)
- Ejercicio Distribución en Planta Método SinérgicoDocumento2 páginasEjercicio Distribución en Planta Método SinérgicoWilson RomeroAún no hay calificaciones
- Diagrama de SpaguettiDocumento2 páginasDiagrama de SpaguettiSofia LazaldeAún no hay calificaciones
- El Método 5S Surge en Japón Tras La Segunda Guerra MundialDocumento2 páginasEl Método 5S Surge en Japón Tras La Segunda Guerra MundialLeonora del Rosario100% (1)
- Cuestionario MRPDocumento4 páginasCuestionario MRPLeidy Marcela ObandoAún no hay calificaciones
- Caso de Estudio 1. Primer ParcialDocumento7 páginasCaso de Estudio 1. Primer ParcialCharly JimenezAún no hay calificaciones
- Unidad 3. AMEF-1Documento55 páginasUnidad 3. AMEF-1Gao GaoAún no hay calificaciones
- Tabla Estándar de La Combinación de TrabajoDocumento2 páginasTabla Estándar de La Combinación de TrabajoFacundo De la rosaAún no hay calificaciones
- Introducción MPTDocumento4 páginasIntroducción MPTNatalie Ticona Peralta100% (1)
- POKA YOKE EN UN RESTAURANT - ResumidoDocumento2 páginasPOKA YOKE EN UN RESTAURANT - ResumidoelianaAún no hay calificaciones
- Triptico 1SDocumento2 páginasTriptico 1SDania PaucaAún no hay calificaciones
- Texto Ing de La Productividad y CalidadDocumento150 páginasTexto Ing de La Productividad y Calidadashlye CarrascoAún no hay calificaciones
- Ejercicios Resueltos Procesos ProductivosDocumento54 páginasEjercicios Resueltos Procesos ProductivosLeire CalvoAún no hay calificaciones
- Cuestionario Manufactura EsbeltaDocumento2 páginasCuestionario Manufactura EsbeltaJosé100% (2)
- Cuestionario Esbelta 2 (Recuperado Automáticamente)Documento4 páginasCuestionario Esbelta 2 (Recuperado Automáticamente)Jose A. ZuRitaAún no hay calificaciones
- Jidoka y HeijunkaDocumento5 páginasJidoka y HeijunkaD Alan Lopez100% (1)
- Diagrama de FlujoDocumento14 páginasDiagrama de FlujoLuCho SiguenzaAún no hay calificaciones
- AMEF y VSMDocumento4 páginasAMEF y VSMCarlaPalaciosAún no hay calificaciones
- EDIMCADocumento21 páginasEDIMCAFannyCatalina0% (1)
- Beneficio o Ventajas Que Obtienen Las Organizaciones Al Ser Acreedoras A Un Premio de CalidadDocumento6 páginasBeneficio o Ventajas Que Obtienen Las Organizaciones Al Ser Acreedoras A Un Premio de CalidadSamuel p100% (1)
- Trabajo de Egc #1Documento2 páginasTrabajo de Egc #1Erick SaddanAún no hay calificaciones
- Mejoramiento Innovación y Competitividad UNI 4Documento26 páginasMejoramiento Innovación y Competitividad UNI 4Perla CoronadoAún no hay calificaciones
- Trabajo Final Caso Integrador SimulacionDocumento20 páginasTrabajo Final Caso Integrador SimulacionJuan De Dios Lopez BailonAún no hay calificaciones
- Administración de La Productividad TotalDocumento5 páginasAdministración de La Productividad TotalEmaFernandezAún no hay calificaciones
- Solucin Examen 1 Manufactura Esbelta PDFDocumento3 páginasSolucin Examen 1 Manufactura Esbelta PDFCristhian HuarocAún no hay calificaciones
- FIA1 Formulario Inspeccion Anual (En Blanco)Documento5 páginasFIA1 Formulario Inspeccion Anual (En Blanco)Laurean Cub BlankAún no hay calificaciones
- Ex PosiciónDocumento62 páginasEx PosiciónUrielAún no hay calificaciones
- Perfil de Puesto-Gerente en RefaccionesDocumento1 páginaPerfil de Puesto-Gerente en RefaccionesRaadset MaharbaAún no hay calificaciones
- Ef Produccion Esbelta 3631Documento5 páginasEf Produccion Esbelta 3631Jair Costilla ReyesAún no hay calificaciones
- Cuestionario ExámenDocumento12 páginasCuestionario ExámenYadira ZamoraAún no hay calificaciones
- Nectar ControlDocumento141 páginasNectar ControlWilson HernándezAún no hay calificaciones
- S7 Plan Agregado AdlcDocumento32 páginasS7 Plan Agregado Adlcedsson2807Aún no hay calificaciones
- Evolución Del Derecho Empresarial ResumenDocumento2 páginasEvolución Del Derecho Empresarial ResumenKEVIN CHAPOAún no hay calificaciones
- Consulta FinanzasDocumento8 páginasConsulta FinanzasViviana HincapiéAún no hay calificaciones
- Estructura de Costos PDFDocumento119 páginasEstructura de Costos PDFGuillermo Acevedo CruzAún no hay calificaciones
- Sistema de Costos ABCDocumento16 páginasSistema de Costos ABCAngelo CevallosAún no hay calificaciones
- ADministración DE MATERIALES y DIRección DE OPERACionesDocumento25 páginasADministración DE MATERIALES y DIRección DE OPERACionesJenny2508Aún no hay calificaciones
- 1.3.análisis EstratégicoDocumento9 páginas1.3.análisis EstratégicoalejandraAún no hay calificaciones
- Proyecto Gestión de AmortiguadoresDocumento95 páginasProyecto Gestión de AmortiguadoresJavier Vaquiro BAún no hay calificaciones
- Planificación y Control de La ProducciónDocumento20 páginasPlanificación y Control de La ProducciónElizabeth Fernandez Gamonal100% (1)
- Capitulo 4 Mapa PDFDocumento3 páginasCapitulo 4 Mapa PDFMari SuarezAún no hay calificaciones
- Espacio Rural y Espacio UrbanoDocumento3 páginasEspacio Rural y Espacio UrbanoCeferina Mariana GomezAún no hay calificaciones
- Proyecto Académico:: Facultad de Ingenieria Informe de Práctica Pre-Profesional Ii Polybags Perú SRL Área de ProducciónDocumento112 páginasProyecto Académico:: Facultad de Ingenieria Informe de Práctica Pre-Profesional Ii Polybags Perú SRL Área de ProducciónErick Benites MamaniAún no hay calificaciones
- Modulo de Costos Resumen PDFDocumento258 páginasModulo de Costos Resumen PDFjavierpaulinoAún no hay calificaciones
- Ciencia EconomicaDocumento4 páginasCiencia EconomicaOriana' ArangurenAún no hay calificaciones
- CachamasDocumento125 páginasCachamasBello LizandroAún no hay calificaciones
- Cuestionario - Seleción de Tecnologías LimpiasDocumento8 páginasCuestionario - Seleción de Tecnologías LimpiasJesús RosalesAún no hay calificaciones
- Unidad 2. Planeacion de Requerimientos de Materiales (MRP)Documento12 páginasUnidad 2. Planeacion de Requerimientos de Materiales (MRP)MARIANOAún no hay calificaciones
- 1.3. Metodología Abc ServiciosDocumento21 páginas1.3. Metodología Abc ServiciosAlan HuarazAún no hay calificaciones
- Mister PanDocumento51 páginasMister PanAriana LauraAún no hay calificaciones
- Introduccion A La EconomiaDocumento260 páginasIntroduccion A La EconomiaRicardo PortaluppiAún no hay calificaciones
- Caso 5 Admon de OperacionesDocumento23 páginasCaso 5 Admon de OperacionesKevinxito AvilaAún no hay calificaciones
- Gerencia Logística Del ProyectoDocumento2 páginasGerencia Logística Del ProyectoAndrea SuazaAún no hay calificaciones
- Contenido Tesis Terminado Oscar ElyDocumento84 páginasContenido Tesis Terminado Oscar ElyAndrea Arias QuispeAún no hay calificaciones
- Control y Contabilidad de Los Materiales (Chela-Unellez)Documento40 páginasControl y Contabilidad de Los Materiales (Chela-Unellez)Fredrick AlvaradoAún no hay calificaciones
- Módulo de Costos Aplicados en Procesos de Producción yDocumento76 páginasMódulo de Costos Aplicados en Procesos de Producción yalexachavez72Aún no hay calificaciones
- Calapenshko Econ emDocumento93 páginasCalapenshko Econ emRafael CastillejoAún no hay calificaciones
- Determinación Del Costo UnitarioDocumento25 páginasDeterminación Del Costo UnitarioManuel Garcia GrandyAún no hay calificaciones