También podría gustarte
- Manual de TPM Cetys - JVODocumento93 páginasManual de TPM Cetys - JVOAndy AcostaAún no hay calificaciones
- Mantenimiento AutonomoDocumento22 páginasMantenimiento AutonomoJuan Coasaca Portal100% (2)
- TPM y RCM - MantenimientoDocumento280 páginasTPM y RCM - Mantenimientonikole torres acostaAún no hay calificaciones
- Introducción TPM PDFDocumento22 páginasIntroducción TPM PDFRafa CarmonaAún no hay calificaciones
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- PSP-Lección 18.2 - Mantenimiento Productivo Total TPMDocumento24 páginasPSP-Lección 18.2 - Mantenimiento Productivo Total TPMmilton ochoaAún no hay calificaciones
- Como Hacer Dinero Con Tu Libro - RAPIDODocumento15 páginasComo Hacer Dinero Con Tu Libro - RAPIDOmurillo.hector7845Aún no hay calificaciones
- 1.5 Estudios de Confiabilidad Del ProductoDocumento2 páginas1.5 Estudios de Confiabilidad Del ProductoSamuel Rodriguez100% (1)
- 4.1. PR - Plan Maestro de Implementación de TPM en Una OrganizaciónDocumento89 páginas4.1. PR - Plan Maestro de Implementación de TPM en Una OrganizaciónDaniel ChangAún no hay calificaciones
- UF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosDe EverandUF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosAún no hay calificaciones
- Trabajo Fase 5.Documento10 páginasTrabajo Fase 5.jose arroyo ordoñezAún no hay calificaciones
- Mantenimiento, seguridad y tratamiento de los residuos en la impresión digital. ARGI0209De EverandMantenimiento, seguridad y tratamiento de los residuos en la impresión digital. ARGI0209Aún no hay calificaciones
- Semana 3 - TPMDocumento43 páginasSemana 3 - TPMeduardo quispeAún no hay calificaciones
- Pilar PMDocumento24 páginasPilar PMJuan Manuel JaurezAún no hay calificaciones
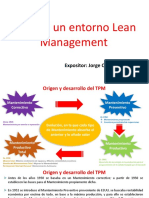
- TPM en Un Entorno Lean Management: Expositor: Jorge Ortiz PorrasDocumento22 páginasTPM en Un Entorno Lean Management: Expositor: Jorge Ortiz PorrasAlexander Jesus Landa CcatamayoAún no hay calificaciones
- Seminario Mantenimiento Basado en La Condicion (CBM)Documento74 páginasSeminario Mantenimiento Basado en La Condicion (CBM)Jesus Tacza100% (3)
- 2.1.4 Tipos de MantenimientoDocumento26 páginas2.1.4 Tipos de Mantenimientoman.vallejoscAún no hay calificaciones
- MANTENIMIENTODocumento20 páginasMANTENIMIENTOerick montesAún no hay calificaciones
- S15 Introducción Al TPMDocumento23 páginasS15 Introducción Al TPMWILBER VILCA HUAMANIAún no hay calificaciones
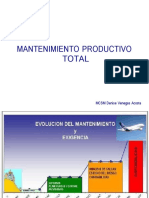
- Mantenimiento Productivo Total: MCSM Denise Venegas AcostaDocumento45 páginasMantenimiento Productivo Total: MCSM Denise Venegas AcostaLUFFY 777Aún no hay calificaciones
- Sesión 3-4 Empoderamiento Del OperadorDocumento65 páginasSesión 3-4 Empoderamiento Del OperadorJonMar CarcabAún no hay calificaciones
- Mantenimiento AutónomoDocumento47 páginasMantenimiento AutónomoEDER ALEXI ILLERA QUINTEROAún no hay calificaciones
- Sesión 09Documento51 páginasSesión 09Alexia BustamanteAún no hay calificaciones
- Upc TPMDocumento22 páginasUpc TPMRomi RiveraAún no hay calificaciones
- Mantenimiento Productivo Total: Camila Alexandra DamiánDocumento23 páginasMantenimiento Productivo Total: Camila Alexandra DamiánCamila DamiánAún no hay calificaciones
- Flujo Continuo TPMDocumento9 páginasFlujo Continuo TPMsebastián droguettAún no hay calificaciones
- Manual de Mantenimiento Cuidado Oral: Hacia La Mejora ContinuaDocumento84 páginasManual de Mantenimiento Cuidado Oral: Hacia La Mejora ContinuaFrancisco Javier Collazos MarroquinAún no hay calificaciones
- ML Leandro TPMDocumento3 páginasML Leandro TPMJuan OrregoAún no hay calificaciones
- Ebook Gratis LeanDocumento8 páginasEbook Gratis Leanalejandro ramirezAún no hay calificaciones
- Manto Productivo TotalDocumento80 páginasManto Productivo TotalJohn Ticona LlanosAún no hay calificaciones
- Ingenieria Industrial en Sistema: Mantenimiento Productivo Total (TPM)Documento37 páginasIngenieria Industrial en Sistema: Mantenimiento Productivo Total (TPM)Marcos HernandezAún no hay calificaciones
- TPM - JCDPDocumento63 páginasTPM - JCDPJulio GuerreroAún no hay calificaciones
- 1ra ParteDocumento62 páginas1ra ParteEnmanuelOrozcoAún no hay calificaciones
- INTRODUCCION AL TPM - CEDIME UNI Nov 2022Documento68 páginasINTRODUCCION AL TPM - CEDIME UNI Nov 2022Herbert YutoAún no hay calificaciones
- GM 05 - TPMDocumento13 páginasGM 05 - TPMFrank AmayaAún no hay calificaciones
- Triptico TPMDocumento3 páginasTriptico TPMManuel Martínez EscobarAún no hay calificaciones
- Trabajo TPMDocumento6 páginasTrabajo TPMELIAS ZUNIGA TACACAún no hay calificaciones
- TPM - Mantenimiento Productivo Total: Mag. Jorge Baños MDocumento76 páginasTPM - Mantenimiento Productivo Total: Mag. Jorge Baños MErick william lapa sarmientoAún no hay calificaciones
- Final Exposición Mantenimiento PlanificadoDocumento81 páginasFinal Exposición Mantenimiento PlanificadoKarla OlayaAún no hay calificaciones
- Mantenimiento IndustrialDocumento15 páginasMantenimiento IndustrialCarlos RamosAún no hay calificaciones
- t1 TPM Mantenimiento Autonomo GrupalDocumento10 páginast1 TPM Mantenimiento Autonomo Grupalgiancarlo quispeAún no hay calificaciones
- TPM PresentaciónDocumento24 páginasTPM PresentaciónjohanAún no hay calificaciones
- TPM - Pdfmantenimiento TotalDocumento45 páginasTPM - Pdfmantenimiento TotalMaria MarquezAún no hay calificaciones
- Martes 14Documento56 páginasMartes 14juan llaguelAún no hay calificaciones
- Sistemas de Mantenimiento y Manejo de Materiales Semana 1Documento16 páginasSistemas de Mantenimiento y Manejo de Materiales Semana 1DAVID TORRES MALFAVONAún no hay calificaciones
- Visión General Del Mantenimiento TPMDocumento12 páginasVisión General Del Mantenimiento TPMMarkAndradeAún no hay calificaciones
- TPM 4.4 Mantenimiento Autonomo PDFDocumento21 páginasTPM 4.4 Mantenimiento Autonomo PDFCarmen Armella LeañezAún no hay calificaciones
- TPM PDFDocumento41 páginasTPM PDFHeber LeyvaAún no hay calificaciones
- Mantenimiento Productivo Total 2018Documento62 páginasMantenimiento Productivo Total 2018JulioCarpioHerreraAún no hay calificaciones
- SEMINARIO TPM CorDocumento61 páginasSEMINARIO TPM CorJose Alejandro RamirezAún no hay calificaciones
- Mantenimiento Productivo Total (TPM)Documento14 páginasMantenimiento Productivo Total (TPM)Humberto LopezAún no hay calificaciones
- Semana 3 Mantenimiento Productivo TotalDocumento38 páginasSemana 3 Mantenimiento Productivo Totalantonio rodriguezAún no hay calificaciones
- Administracion de MantenimientoDocumento13 páginasAdministracion de MantenimientoWilfredo CanaviriAún no hay calificaciones
- Curso Basico Mantenimiento Reactivo MR Proactivo Mpa Preventivo Predictivo Productivo Total Ciclo Vida EquipoDocumento9 páginasCurso Basico Mantenimiento Reactivo MR Proactivo Mpa Preventivo Predictivo Productivo Total Ciclo Vida EquipoalexAún no hay calificaciones
- Diseño e Implantación de Un Plan de Mantenimiento para MatricesDocumento45 páginasDiseño e Implantación de Un Plan de Mantenimiento para MatricesFernando Jair HuancaAún no hay calificaciones
- 10 Mantenimiento Productivo Total (TPM)Documento38 páginas10 Mantenimiento Productivo Total (TPM)Jesus NizamaAún no hay calificaciones
- Flujo Grama PreventivoDocumento1 páginaFlujo Grama Preventivosofia silvaAún no hay calificaciones
- Presentacion TPMDocumento9 páginasPresentacion TPMChávez DanielaAún no hay calificaciones
- Eficiencia en Procesos ProductivosDocumento25 páginasEficiencia en Procesos ProductivosMaria AguilarAún no hay calificaciones
- Expocicón Del TPMDocumento19 páginasExpocicón Del TPMKaren SalmonAún no hay calificaciones
- Mantenimiento Productivo Total - TPMDocumento19 páginasMantenimiento Productivo Total - TPMJainer Antonio Cera MercadoAún no hay calificaciones
- Lean Manufacturing I-13 Nuevo TPMDocumento39 páginasLean Manufacturing I-13 Nuevo TPMMiguel Espinoza MezaAún no hay calificaciones
- TPM Tesis Empresa Pernos y TuercasDocumento71 páginasTPM Tesis Empresa Pernos y TuercasFrancis ParedesAún no hay calificaciones
- MDP251 - Septiembre 2019 - Conceptos GeneralesDocumento18 páginasMDP251 - Septiembre 2019 - Conceptos GeneralesVictor PerezAún no hay calificaciones
- Administracion Efectiva InventariosDocumento17 páginasAdministracion Efectiva InventariosFrank CozAún no hay calificaciones
- Sergio Gomez - LogistacomercialDocumento7 páginasSergio Gomez - LogistacomercialAbogados Marta Ortiz Hector BarriosAún no hay calificaciones
- Modulo 2 - Planificación SGSVDocumento26 páginasModulo 2 - Planificación SGSVCoordinador TransportesAún no hay calificaciones
- Informe LaboratorioDocumento24 páginasInforme LaboratorioJAVIER ESTEBAN GALEANO IREGUIAún no hay calificaciones
- Taller Aplicad - IDocumento17 páginasTaller Aplicad - ICristian CarbajalAún no hay calificaciones
- Semana 1 - PresentaciónDocumento14 páginasSemana 1 - PresentaciónRICARDO ANDREE LAURA GODOYAún no hay calificaciones
- Proyecto at ComercialDocumento1 páginaProyecto at ComercialMartaAún no hay calificaciones
- Ta3 Retail Management ActualizadoDocumento8 páginasTa3 Retail Management ActualizadoMiriam Otero AlvaradoAún no hay calificaciones
- ResumenDocumento2 páginasResumenJaretzy VásquezAún no hay calificaciones
- Tema 8 - El Subsistema Comercial CompltDocumento58 páginasTema 8 - El Subsistema Comercial Compltchristian.wuAún no hay calificaciones
- TASCOIDocumento3 páginasTASCOIPaola Garcia AmaroAún no hay calificaciones
- Actividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO - PRACTICO - GESTION POR COMPETENCIAS - (GRUPO1) PDFDocumento5 páginasActividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO - PRACTICO - GESTION POR COMPETENCIAS - (GRUPO1) PDFStella AmayaAún no hay calificaciones
- Guión Inicial Think-E ChartDocumento2 páginasGuión Inicial Think-E ChartFrancisco Hernandez GonzalezAún no hay calificaciones
- La Introducción Al BalanceDocumento2 páginasLa Introducción Al BalanceJESSICA MARCELA PRADA PRADAAún no hay calificaciones
- Ejercicio 3Documento2 páginasEjercicio 3Celso MosqueraAún no hay calificaciones
- Inventarios AbcDocumento4 páginasInventarios AbcLuis GuerraAún no hay calificaciones
- Actividad Nomina y Prestaciones Sociales C516 - NPS HorasDocumento2 páginasActividad Nomina y Prestaciones Sociales C516 - NPS HorasLuz marina Oyola pajaroAún no hay calificaciones
- PROCESSMAPDocumento2 páginasPROCESSMAPZaqueo GUZMAN ALFAROAún no hay calificaciones
- Estrategia y GestionDocumento9 páginasEstrategia y GestionEmilyAún no hay calificaciones
- Computrabajo México - Bolsa de Trabajo, Ofertas de Trabajo - Buscar Empleo en Computrabajo MéxicoDocumento4 páginasComputrabajo México - Bolsa de Trabajo, Ofertas de Trabajo - Buscar Empleo en Computrabajo MéxicoAntonio AguilarAún no hay calificaciones
- Liderazgo y Gestión EmpresarialDocumento2 páginasLiderazgo y Gestión EmpresarialharryAún no hay calificaciones
- 3 L Viana Manual de Costos y PresupuestosDocumento93 páginas3 L Viana Manual de Costos y PresupuestosAna Greys Taboada TorresAún no hay calificaciones
- A3CIM - Estrategia Creativa UNAPEC-5Documento2 páginasA3CIM - Estrategia Creativa UNAPEC-5Ronny Vladimir Feliz SenclerAún no hay calificaciones
- Lineas de Investigacion UnermbDocumento5 páginasLineas de Investigacion UnermbCrypto VzlaAún no hay calificaciones
- Gestion y SistemasDocumento8 páginasGestion y SistemasNicols ChaconAún no hay calificaciones
- Quiz 1 - Semana 3 - RA - SEGUNDO BLOQUE-FUNDAMENTOS DE PUBLICIDAD - (GRUPO3)Documento6 páginasQuiz 1 - Semana 3 - RA - SEGUNDO BLOQUE-FUNDAMENTOS DE PUBLICIDAD - (GRUPO3)JOSE ALEXANDER100% (1)