También podría gustarte
- Plantilla Check List ISO 9001Documento30 páginasPlantilla Check List ISO 9001paulo53675% (4)
- Sem 11 - Planes de Muestreo ANSI - ASQ Z1.4Documento61 páginasSem 11 - Planes de Muestreo ANSI - ASQ Z1.4Carlos GonzalesAún no hay calificaciones
- FOR-LAB-006 - Matriz - LV 17025 - Crit - Pol - Ley - SECCION - C - EA - 06AIDADocumento7 páginasFOR-LAB-006 - Matriz - LV 17025 - Crit - Pol - Ley - SECCION - C - EA - 06AIDAAngel SevillaAún no hay calificaciones
- PPAP 4th Ed Spanish PDFDocumento73 páginasPPAP 4th Ed Spanish PDFcarrizoloco100% (1)
- Hoja Control de Calibración y Mantenimiento de EquipoDocumento1 páginaHoja Control de Calibración y Mantenimiento de EquipoSyv Consultores AsociadosAún no hay calificaciones
- Validacion de Sistemas Computadorizados en La Industria FarmaceuticaDocumento49 páginasValidacion de Sistemas Computadorizados en La Industria Farmaceuticasergio6Aún no hay calificaciones
- Core Tools PresentaciónDocumento151 páginasCore Tools Presentaciónaugusto5891Aún no hay calificaciones
- Buenas Practicas de LaboratorioDocumento46 páginasBuenas Practicas de LaboratorioASEGURAMIENTO DE LA CALIDADAún no hay calificaciones
- UF1255 - Planificación y desarrollo de carrozados y reformas de importanciaDe EverandUF1255 - Planificación y desarrollo de carrozados y reformas de importanciaAún no hay calificaciones
- Plan de Calidad-ConsolidadoDocumento18 páginasPlan de Calidad-ConsolidadoArnaldoAún no hay calificaciones
- La Industria Textil en MéxicoDocumento6 páginasLa Industria Textil en MéxicoDianaUbicuaAún no hay calificaciones
- Guía de Aprendizaje 3. Análisis de Impacto Al Negocio - BIADocumento4 páginasGuía de Aprendizaje 3. Análisis de Impacto Al Negocio - BIAWillder MojicaAún no hay calificaciones
- Guia para La Elaboracion de Plan de Calidad de Una ObraDocumento42 páginasGuia para La Elaboracion de Plan de Calidad de Una ObraLuis Armando Alvarez LaraAún no hay calificaciones
- Ficha Tecnica de Indicadores CualitativosdocxDocumento2 páginasFicha Tecnica de Indicadores Cualitativosdocxestefany9507100% (1)
- Formato PIPOCDocumento2 páginasFormato PIPOCDarwin Parra SaldivarAún no hay calificaciones
- 13) Plan de Control Rev 3.0Documento18 páginas13) Plan de Control Rev 3.0Dipol AutomotiveAún no hay calificaciones
- S1a1 - Analisis de Mercados Doc OriginalDocumento7 páginasS1a1 - Analisis de Mercados Doc OriginalDentro de la Musica sin CopyrigchtAún no hay calificaciones
- 04 Descripción General de Los Requisitos de ISO 9001-2015.Documento83 páginas04 Descripción General de Los Requisitos de ISO 9001-2015.Karina Alvarez PillacaAún no hay calificaciones
- Francisco - Avila Tarea 2Documento7 páginasFrancisco - Avila Tarea 2Santiago Ávila BenavidesAún no hay calificaciones
- Bitácora Curso Iso 22301 Sesión 2Documento6 páginasBitácora Curso Iso 22301 Sesión 2Angie Evangelista MautinoAún no hay calificaciones
- IV Validación de Procesos PDFDocumento37 páginasIV Validación de Procesos PDFmariAún no hay calificaciones
- Entrenamiento AMT - Planeacion MDCDocumento126 páginasEntrenamiento AMT - Planeacion MDCIsaias OrsiniAún no hay calificaciones
- 20) Safe Launch Plan and Product Characteristic Matrix Rev 3.0Documento14 páginas20) Safe Launch Plan and Product Characteristic Matrix Rev 3.0Dipol Automotive100% (1)
- PRESENTACIÓN - Programa Ecuador Carbono Cero (PECC)Documento26 páginasPRESENTACIÓN - Programa Ecuador Carbono Cero (PECC)José Luis Saá LoorAún no hay calificaciones
- Teoría 10 Tecnología Farmacéutica 2023Documento94 páginasTeoría 10 Tecnología Farmacéutica 2023KATERIN THALIA RONDO TOLENTINOAún no hay calificaciones
- Pqp-Training Suppliers Ago-2019Documento61 páginasPqp-Training Suppliers Ago-2019luisAún no hay calificaciones
- 01 Ppi Topografia v1Documento2 páginas01 Ppi Topografia v1Wara VelasquezAún no hay calificaciones
- Taller 4. Plan de CalidadDocumento2 páginasTaller 4. Plan de CalidadTarcila CadizAún no hay calificaciones
- Clase 7Documento17 páginasClase 7Diego YarlequeAún no hay calificaciones
- Despliegue de La Función de Calidad IIDocumento70 páginasDespliegue de La Función de Calidad IIFernandoAún no hay calificaciones
- 06 Especificaciones Tecnicas MariasDocumento9 páginas06 Especificaciones Tecnicas MariasJose Vicente Olguin RodriguezAún no hay calificaciones
- RG04-IO3501 Plan de CalidadDocumento5 páginasRG04-IO3501 Plan de Calidadmaria isabelAún no hay calificaciones
- IndicepipingDocumento1 páginaIndicepipingjuniuni18Aún no hay calificaciones
- RG04-IO3501 Plan de CalidadDocumento7 páginasRG04-IO3501 Plan de CalidadKirita StAún no hay calificaciones
- Memorias de TallerDocumento15 páginasMemorias de Tallerjuan fernando VelezAún no hay calificaciones
- Plan de Trabajo Estudiante (Quimica) Ucv MJDocumento4 páginasPlan de Trabajo Estudiante (Quimica) Ucv MJRonny PortilloAún no hay calificaciones
- 1 PDFDocumento1 página1 PDFIsaac Alejandro Román ChávezAún no hay calificaciones
- PIE-SICOLL-2024-01, Rev.0 Pba. Hidrostática Collahuasi Línea de 7 PulgDocumento4 páginasPIE-SICOLL-2024-01, Rev.0 Pba. Hidrostática Collahuasi Línea de 7 PulgRodrigoArayaAún no hay calificaciones
- Sistema de La Gestion de La Calidad (Paradas de Planta)Documento2 páginasSistema de La Gestion de La Calidad (Paradas de Planta)Ing. Jhon RomeroAún no hay calificaciones
- Presentación Curso AC410Documento141 páginasPresentación Curso AC410microactivaAún no hay calificaciones
- Matriz Aspetos e ImpactosDocumento71 páginasMatriz Aspetos e ImpactosAdriana María Caicedo TiqueAún no hay calificaciones
- Matriz Evaluacion de SoftwareDocumento9 páginasMatriz Evaluacion de SoftwareFatima PavonAún no hay calificaciones
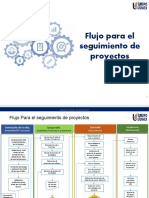
- Flujo de ProyectosDocumento2 páginasFlujo de ProyectosCHAKA TRAKAAún no hay calificaciones
- SGC-MANUAL Manual de Sistema de Gestion Calidad REV 0Documento29 páginasSGC-MANUAL Manual de Sistema de Gestion Calidad REV 0Marco Antonio Riquelme AcuñaAún no hay calificaciones
- IPDC-PTI-T4-C-02 Construcción de Dique Tipo VIIIDocumento3 páginasIPDC-PTI-T4-C-02 Construcción de Dique Tipo VIIIAlejandro NietoAún no hay calificaciones
- Caracterizacion Gestion de La CalidadDocumento3 páginasCaracterizacion Gestion de La CalidadMelvin Hernandez TrujilloAún no hay calificaciones
- Ficha de Revisión - Plan y Programa de Auditoría de ElectroDocumento15 páginasFicha de Revisión - Plan y Programa de Auditoría de ElectroalexAún no hay calificaciones
- 3059-P3-PPI-EST-023 Montaje de Estructuras MetálicasDocumento1 página3059-P3-PPI-EST-023 Montaje de Estructuras Metálicaseddy tincoAún no hay calificaciones
- QAC-074 (1) .En - EsDocumento17 páginasQAC-074 (1) .En - EsANTONIO MARTINEZAún no hay calificaciones
- Gestión de La Calidad en Los NegociosDocumento3 páginasGestión de La Calidad en Los NegociosChonchito NoriegaAún no hay calificaciones
- Gestión de La Calidad en Los NegociosDocumento3 páginasGestión de La Calidad en Los NegociosChonchito NoriegaAún no hay calificaciones
- Gladis - Martinez - A3 - 3 - Análisis de Impacto Al Negocio - BIADocumento10 páginasGladis - Martinez - A3 - 3 - Análisis de Impacto Al Negocio - BIAGladis MartínezAún no hay calificaciones
- Ficha de Revisión - Plan y Programa de AuditoríaDocumento14 páginasFicha de Revisión - Plan y Programa de AuditoríaBielMamaniYapuchuraAún no hay calificaciones
- 9) Material and Performance Test Results Rev 3.0Documento9 páginas9) Material and Performance Test Results Rev 3.0Dipol AutomotiveAún no hay calificaciones
- Apuntes Ing. de Calidad U1Documento38 páginasApuntes Ing. de Calidad U1gerardo vega francoAún no hay calificaciones
- Gestion Por ProcesosDocumento26 páginasGestion Por Procesosjmontalvoa2Aún no hay calificaciones
- Valor Ganado y Programacion GanadaDocumento10 páginasValor Ganado y Programacion Ganadarobin11111111Aún no hay calificaciones
- BPM S Producción AuditoriaDocumento5 páginasBPM S Producción AuditoriaCESAR REYES LOPEZAún no hay calificaciones
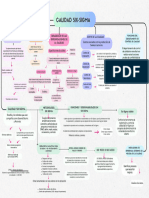
- Calidad Six SigmaDocumento1 páginaCalidad Six Sigmaca4707394Aún no hay calificaciones
- For-lab-006-Matriz LV 17025 Crit Pol Ley Seccion B 06Documento10 páginasFor-lab-006-Matriz LV 17025 Crit Pol Ley Seccion B 06Josue Crispin RitoAún no hay calificaciones
- 08 2020 LFP-C-043 Manometro 700 Bar PRE-008Documento4 páginas08 2020 LFP-C-043 Manometro 700 Bar PRE-008Alicia PaucarAún no hay calificaciones
- Evaluacion Al Sistema de RecubrimientoDocumento135 páginasEvaluacion Al Sistema de RecubrimientoALBERTO RAMIREZAún no hay calificaciones
- Core Tools - ApqpDocumento1 páginaCore Tools - ApqpsikdjjsnAún no hay calificaciones
- FOR-LAB-006 - Matriz - LV 17025 - Crit - Pol - Ley - SECCION - B - Incertidumbre - 06AIDADocumento10 páginasFOR-LAB-006 - Matriz - LV 17025 - Crit - Pol - Ley - SECCION - B - Incertidumbre - 06AIDAAngel SevillaAún no hay calificaciones
- Buenas Practicas de AlmacenamientoDocumento61 páginasBuenas Practicas de AlmacenamientoASEGURAMIENTO DE LA CALIDADAún no hay calificaciones
- BPM en La Industria FarmaceuticaDocumento48 páginasBPM en La Industria FarmaceuticaASEGURAMIENTO DE LA CALIDADAún no hay calificaciones
- Trabajo Teórico de Unidad IDocumento7 páginasTrabajo Teórico de Unidad IASEGURAMIENTO DE LA CALIDADAún no hay calificaciones
- Conducta de MercadoDocumento18 páginasConducta de MercadoChristian CrespoAún no hay calificaciones
- El Concepto de Gestión Hace Referencia A La Acción y A La Consecuencia de Administrar o Gestionar AlgoDocumento1 páginaEl Concepto de Gestión Hace Referencia A La Acción y A La Consecuencia de Administrar o Gestionar AlgokintaroemsAún no hay calificaciones
- Evaluacion Final - COSTOS Y PRESUPUESTOSDocumento15 páginasEvaluacion Final - COSTOS Y PRESUPUESTOSJuan Saavedra ChalaAún no hay calificaciones
- Tarea Unidad 2, Calidad TotalllDocumento9 páginasTarea Unidad 2, Calidad TotalllJose AndersonAún no hay calificaciones
- Guias-Base-liquidacion 2023Documento15 páginasGuias-Base-liquidacion 2023Enkarservsa Encargos VentservariosAún no hay calificaciones
- Examen Final - Semana 8 - RA - PRIMER BLOQUE-LIDERAZGO Y PENSAMIENTO ESTRATEGICO - (GRUPO3) PDFDocumento15 páginasExamen Final - Semana 8 - RA - PRIMER BLOQUE-LIDERAZGO Y PENSAMIENTO ESTRATEGICO - (GRUPO3) PDFKaren Dayanna Chisco OrtizAún no hay calificaciones
- 1hproyerctofinal CompressedDocumento26 páginas1hproyerctofinal CompressedPluma Pluma Ma. GabrielAún no hay calificaciones
- Modelo Canvas McDonaldsDocumento1 páginaModelo Canvas McDonaldsAbraham Lopez FigueroaAún no hay calificaciones
- Actividad 4Documento7 páginasActividad 4Julian Jimenez DehezaAún no hay calificaciones
- Teorias de La AdministracionDocumento2 páginasTeorias de La AdministracionSol MendozaAún no hay calificaciones
- Repaso para El Primer ParcialDocumento7 páginasRepaso para El Primer ParcialMarta SerrataAún no hay calificaciones
- 9s ExpoDocumento28 páginas9s ExpoCRISTHIAN DAVID MARTINEZ GRIJALVAAún no hay calificaciones
- Planificación de RR - HHDocumento58 páginasPlanificación de RR - HHCRISTINA VALERIA CALDERON ZUMAETAAún no hay calificaciones
- Instructivo Tecnico Matriz DOFADocumento41 páginasInstructivo Tecnico Matriz DOFAGUSTAVOAún no hay calificaciones
- Capítulo 18Documento19 páginasCapítulo 18ScribdTranslationsAún no hay calificaciones
- Merca Espero Que QuedeDocumento16 páginasMerca Espero Que QuedeGiselle DíazAún no hay calificaciones
- Análisis Foda Sobre El Uso de La Inteligencia Competitiva en Pequeñas Empresas de La Industria Del VestidoDocumento23 páginasAnálisis Foda Sobre El Uso de La Inteligencia Competitiva en Pequeñas Empresas de La Industria Del Vestidojorge andres arcilaAún no hay calificaciones
- Reporte-de-sostenibilidad-2022Documento106 páginasReporte-de-sostenibilidad-2022Valeria MatosAún no hay calificaciones
- Identidad de La Marca - Material ExtraDocumento16 páginasIdentidad de La Marca - Material ExtraAgostina sjjshsAún no hay calificaciones
- La Marca Como SímboloDocumento5 páginasLa Marca Como SímboloSoranyAún no hay calificaciones
- Actividad N°3-Equipo N°3Documento12 páginasActividad N°3-Equipo N°3Jose carlos GarciaAún no hay calificaciones
- Sistemas de Información de Gestión (MIS)Documento13 páginasSistemas de Información de Gestión (MIS)Aldo Flores castilloAún no hay calificaciones
- Examen FinalDocumento11 páginasExamen Finalvictor bejaranoAún no hay calificaciones
- Rsalvatierra Trabajo Practico 3 Sem 3Documento14 páginasRsalvatierra Trabajo Practico 3 Sem 3yessicaAún no hay calificaciones
- Caracteristicas y Etapas de Auditoria de Gestion - DesempeñoDocumento11 páginasCaracteristicas y Etapas de Auditoria de Gestion - DesempeñojhonatanAún no hay calificaciones
- Diferencia Entre Administración y GestiónDocumento3 páginasDiferencia Entre Administración y Gestiónpriscila leonor quinde pintoAún no hay calificaciones
- Integrando El Diseño y El Desarrollo Organizacional Por ProcesosDocumento8 páginasIntegrando El Diseño y El Desarrollo Organizacional Por ProcesosValeria CastilloAún no hay calificaciones