También podría gustarte
- Ejecución de fábricas para revestir. EOCB0208De EverandEjecución de fábricas para revestir. EOCB0208Aún no hay calificaciones
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Estandarización Del Proceso de Fundición para Arenas Con Resinas Autofraguantes en La Industria Militar Fábrica Santa BárbaraDocumento7 páginasEstandarización Del Proceso de Fundición para Arenas Con Resinas Autofraguantes en La Industria Militar Fábrica Santa BárbaragisAún no hay calificaciones
- Biela de MotocicletaTrabajo EscritoDocumento28 páginasBiela de MotocicletaTrabajo Escritomaria quinteroAún no hay calificaciones
- Unidad 3 Tarea 4Documento8 páginasUnidad 3 Tarea 4wilson sepulveda carvajalinoAún no hay calificaciones
- Informe Fundición CalaveraDocumento14 páginasInforme Fundición CalaveraJuan Diego AsquiAún no hay calificaciones
- TRTRTRTT PDFDocumento16 páginasTRTRTRTT PDFEdison RiveraAún no hay calificaciones
- Informe Moldeo Por ArenaDocumento8 páginasInforme Moldeo Por ArenanicolevaleriavallejoreyesAún no hay calificaciones
- Proceso de Fundicion. Geoswald MendozaDocumento35 páginasProceso de Fundicion. Geoswald MendozageoswaldAún no hay calificaciones
- Aporte - Yisneidy GutierrezDocumento12 páginasAporte - Yisneidy GutierrezLida CamposAún no hay calificaciones
- INFORMe de MaquinadoDocumento19 páginasINFORMe de MaquinadoGustavoAún no hay calificaciones
- TF Grupo 11Documento17 páginasTF Grupo 11rafael velasquezAún no hay calificaciones
- Tarea 4 - 212022 - 75Documento19 páginasTarea 4 - 212022 - 75JAMES REINA ANGARITAAún no hay calificaciones
- Fabricación cojinetes sinterizadosDocumento9 páginasFabricación cojinetes sinterizadosValen AguirreAún no hay calificaciones
- Fundición en espuma perdida para autopartesDocumento5 páginasFundición en espuma perdida para autopartesSergio Diaz CardonaAún no hay calificaciones
- Post Tarea - Grupo 212022Documento55 páginasPost Tarea - Grupo 212022Kevin TorresAún no hay calificaciones
- Procesos Sav y CavDocumento17 páginasProcesos Sav y CavLuis IzaAún no hay calificaciones
- ReporteDocumento8 páginasReporteJorge GranadosAún no hay calificaciones
- Fundiciones Procesos de ManufacturaDocumento30 páginasFundiciones Procesos de Manufacturaand1pr0Aún no hay calificaciones
- TC4 212022 33Documento7 páginasTC4 212022 33maria jose agudelo montoyaAún no hay calificaciones
- Plantilla IEEEDocumento9 páginasPlantilla IEEEAngel Steven Forero CuervoAún no hay calificaciones
- 12 BDocumento33 páginas12 BJunior C. ArrigoniAún no hay calificaciones
- Tarea 4 Grupo 212022 11 PDFDocumento28 páginasTarea 4 Grupo 212022 11 PDFrafael velasquezAún no hay calificaciones
- Actividad 6 Procesos de ManufacturaDocumento8 páginasActividad 6 Procesos de ManufacturaIvanAún no hay calificaciones
- PistónDocumento29 páginasPistónROSA MARIANOAún no hay calificaciones
- Procesos de Fabricación N°1 (Prueba N°1)Documento20 páginasProcesos de Fabricación N°1 (Prueba N°1)Gabriel Valencia AvilaAún no hay calificaciones
- Practica FundicionDocumento13 páginasPractica FundicionJimena RamosAún no hay calificaciones
- PostTarea Grupo15Documento14 páginasPostTarea Grupo15OMAR JAIMES CEPEDAAún no hay calificaciones
- Presentación Laboratorio #5 de Diseño y Creatividad IDocumento16 páginasPresentación Laboratorio #5 de Diseño y Creatividad ICarlos CordobaAún no hay calificaciones
- Fundicion InformeDocumento6 páginasFundicion InformeSebastian MorenoAún no hay calificaciones
- Diagnóstico productividad fabricación carretillasDocumento40 páginasDiagnóstico productividad fabricación carretillasVICTOR EDUARDO HUAYTALLA MINCHANAún no hay calificaciones
- Proceso de FundicionDocumento12 páginasProceso de FundicionYered GuzmanAún no hay calificaciones
- TC - Grupo 63 - Deisy PerezDocumento7 páginasTC - Grupo 63 - Deisy PerezDeisy Milena Perez CamposAún no hay calificaciones
- INFORME N°4 Marco TeoricoDocumento9 páginasINFORME N°4 Marco TeoricoLeonardo VillanuevaAún no hay calificaciones
- Inf Proc 2 - Moldeo y ColadaDocumento26 páginasInf Proc 2 - Moldeo y ColadaAnonymous qMLK5yxZsFAún no hay calificaciones
- CARLOS S-Procesos-IndustrialesDocumento15 páginasCARLOS S-Procesos-IndustrialesDani HerreraAún no hay calificaciones
- Anteproyecto Francisco y CristianDocumento15 páginasAnteproyecto Francisco y CristianLuisAún no hay calificaciones
- TF - Grupo - 18 v2Documento21 páginasTF - Grupo - 18 v2MH ConfortAún no hay calificaciones
- Proyecto Remanufactura Del Árbol de LevasDocumento11 páginasProyecto Remanufactura Del Árbol de LevasDavid Eq RAún no hay calificaciones
- FundicionDocumento5 páginasFundicionAmali Chura MamaniAún no hay calificaciones
- Fundición arena mejorasDocumento19 páginasFundición arena mejorasMonica Suarez GutierrezAún no hay calificaciones
- Presentacion Del ProyectoDocumento36 páginasPresentacion Del ProyectoJose Andres SolorzanoAún no hay calificaciones
- Entrega Final Procesos IndustrialesDocumento6 páginasEntrega Final Procesos Industrialesliseth tatiana diaz orozcoAún no hay calificaciones
- 1er Informe-Moldeo 2020-1 CONDORIDocumento31 páginas1er Informe-Moldeo 2020-1 CONDORITony SctAún no hay calificaciones
- Generalidades Sobre Selección de Materiales y Proceso de Fundición de Un Bloque de MotorDocumento4 páginasGeneralidades Sobre Selección de Materiales y Proceso de Fundición de Un Bloque de MotorJohan AcevedoAún no hay calificaciones
- PistonDocumento14 páginasPiston1320 ITM Macareno Rodríguez José RodolfoAún no hay calificaciones
- Segunda EntregaDocumento4 páginasSegunda EntregaVanesaAún no hay calificaciones
- Informe FundiciónDocumento12 páginasInforme FundiciónKatherine BolañosAún no hay calificaciones
- Elaboración de moldes y fabricación de piezas mecánicasDocumento29 páginasElaboración de moldes y fabricación de piezas mecánicaseverardo uriel montes pachecoAún no hay calificaciones
- Diseño y fabricación de engranes para molino de caña de azúcarDocumento5 páginasDiseño y fabricación de engranes para molino de caña de azúcarAnthonySánchezAún no hay calificaciones
- PROCESOS INDUSTRIALES ENTREGA 2Documento8 páginasPROCESOS INDUSTRIALES ENTREGA 2Dylan Julian RodriguezAún no hay calificaciones
- Creación de Brida de Aluminio Por FundiciónDocumento5 páginasCreación de Brida de Aluminio Por FundiciónJorge EcheverriAún no hay calificaciones
- Fundamentos en El Diseño de PlantasDocumento9 páginasFundamentos en El Diseño de PlantaslibronuevoAún no hay calificaciones
- Procesos industriales WikoDocumento10 páginasProcesos industriales WikoDeisy BarreraAún no hay calificaciones
- Informe de Procesos de Fundición de Mango de Llave de Tubería - Universidad Central - Angel ZarateDocumento5 páginasInforme de Procesos de Fundición de Mango de Llave de Tubería - Universidad Central - Angel ZarateÁngel ZárateAún no hay calificaciones
- AlcayataDocumento19 páginasAlcayataoswaldomaynascondoriAún no hay calificaciones
- Cuestionario y Analisis de Video (Matus Carmona Jesus) .Documento13 páginasCuestionario y Analisis de Video (Matus Carmona Jesus) .jesus matus carmonaAún no hay calificaciones
- Soporte de AluminioDocumento41 páginasSoporte de AluminioedyAún no hay calificaciones
- Problemas y Ejercicios #05Documento3 páginasProblemas y Ejercicios #05Esika NicasioAún no hay calificaciones
- Actividad2 ProcesosDeManufacturaDocumento7 páginasActividad2 ProcesosDeManufacturaMinerva UrbanoAún no hay calificaciones
- CLASE 4. GESTION DE SEGURIDA EN LAS EMPRESAS 2-Diciembre-2020Documento52 páginasCLASE 4. GESTION DE SEGURIDA EN LAS EMPRESAS 2-Diciembre-2020Benjamín Vitón TapiaAún no hay calificaciones
- Clase 6. Iperc-Dentificacion y Evaluacion de Riesgos-Iperc 2022 - 2Documento70 páginasClase 6. Iperc-Dentificacion y Evaluacion de Riesgos-Iperc 2022 - 2Benjamín Vitón TapiaAún no hay calificaciones
- Sol Parc Fundición 221Documento2 páginasSol Parc Fundición 221Benjamín Vitón TapiaAún no hay calificaciones
- Clase 4 Gestion de Cierre de Minas Por Activos MinerosDocumento46 páginasClase 4 Gestion de Cierre de Minas Por Activos MinerosBenjamín Vitón TapiaAún no hay calificaciones
- Clase 8 .Recuperacion Oro en YanacochaDocumento28 páginasClase 8 .Recuperacion Oro en YanacochaBenjamín Vitón TapiaAún no hay calificaciones
- Examen Final Fundicion (Preciado Vega)Documento5 páginasExamen Final Fundicion (Preciado Vega)Benjamín Vitón TapiaAún no hay calificaciones
- Examen Final de Fundicion - Purizaca GersonDocumento6 páginasExamen Final de Fundicion - Purizaca GersonBriggette LaimeAún no hay calificaciones
- Clase 1.significado de La Gestion-1.Documento58 páginasClase 1.significado de La Gestion-1.maikol Moscoso PinoAún no hay calificaciones
- Tercera Práctica Calificada Piro 2021-IiDocumento7 páginasTercera Práctica Calificada Piro 2021-IiBenjamín Vitón TapiaAún no hay calificaciones
- 1prue Entra Solidif 14-9-21Documento2 páginas1prue Entra Solidif 14-9-21Benjamín Vitón TapiaAún no hay calificaciones
- Tercera Práctica Calificada Piro 2021-IiDocumento7 páginasTercera Práctica Calificada Piro 2021-IiBenjamín Vitón TapiaAún no hay calificaciones
- 1 Trabajo de SolidificacionDocumento26 páginas1 Trabajo de SolidificacionBenjamín Vitón TapiaAún no hay calificaciones
- Examen Final de Fundicion - Montañez Bayona Leonardo DanteDocumento5 páginasExamen Final de Fundicion - Montañez Bayona Leonardo DanteBenjamín Vitón TapiaAún no hay calificaciones
- Examen Final Fundición Burgos John 20-2Documento4 páginasExamen Final Fundición Burgos John 20-2Benjamín Vitón TapiaAún no hay calificaciones
- Examen Parcial 2020 I PiroDocumento8 páginasExamen Parcial 2020 I PiroBenjamín Vitón TapiaAún no hay calificaciones
- Segunda Práctica Calificada Piro 2021-IiDocumento6 páginasSegunda Práctica Calificada Piro 2021-IiBenjamín Vitón TapiaAún no hay calificaciones
- Examen Parcial de PirometalurgiaDocumento7 páginasExamen Parcial de PirometalurgiaBenjamín Vitón TapiaAún no hay calificaciones
- Examen Parcial de PirometalurgiaDocumento7 páginasExamen Parcial de PirometalurgiaBenjamín Vitón TapiaAún no hay calificaciones
- Solucionario EF PIRO - 2020-IDocumento10 páginasSolucionario EF PIRO - 2020-IBenjamín Vitón TapiaAún no hay calificaciones
- Examen Final Piro 2021-2Documento12 páginasExamen Final Piro 2021-2Benjamín Vitón TapiaAún no hay calificaciones
- Electrodeposicion Del ZincDocumento24 páginasElectrodeposicion Del ZincBenjamín Vitón TapiaAún no hay calificaciones
- 3ra PC de Piro 2021-1Documento6 páginas3ra PC de Piro 2021-1Benjamín Vitón TapiaAún no hay calificaciones
- Clas Mezc6 14-4-22Documento75 páginasClas Mezc6 14-4-22Benjamín Vitón TapiaAún no hay calificaciones
- Análisis termodinámico de procesos pirometalúrgicos para la producción de MnO y Cs2ODocumento10 páginasAnálisis termodinámico de procesos pirometalúrgicos para la producción de MnO y Cs2OBenjamín Vitón TapiaAún no hay calificaciones
- Soli - Indice de FinuraDocumento2 páginasSoli - Indice de FinuraBenjamín Vitón TapiaAún no hay calificaciones
- Cuarta Práctica Calificada Piro 2021-IiDocumento9 páginasCuarta Práctica Calificada Piro 2021-IiBenjamín Vitón TapiaAún no hay calificaciones
- Formato de OficioDocumento2 páginasFormato de OficioBenjamín Vitón TapiaAún no hay calificaciones
- Placa Dentobacteriana Articulo PDFDocumento4 páginasPlaca Dentobacteriana Articulo PDFTirsa GonzalezAún no hay calificaciones
- Me M Cal Culo AscensorDocumento34 páginasMe M Cal Culo AscensorJuan Miguel Pilco ChucuyaAún no hay calificaciones
- Memoria Descriptiva Fisiografia PDFDocumento38 páginasMemoria Descriptiva Fisiografia PDFRey Alan Kana HuillcaAún no hay calificaciones
- Azteca y IncaDocumento1 páginaAzteca y Inca7. Luz Elena cobón GonzálezAún no hay calificaciones
- Capitulo 5 PDFDocumento410 páginasCapitulo 5 PDFdas413Aún no hay calificaciones
- Exposición Diapositivas VinoDocumento12 páginasExposición Diapositivas VinoAlicia VargasAún no hay calificaciones
- Trabajos en Altura - Sociedad Minera Cerro Verde S.A.A. - 2013 PDFDocumento235 páginasTrabajos en Altura - Sociedad Minera Cerro Verde S.A.A. - 2013 PDFBryan mallqui rojas67% (3)
- Sesión 12 - Practica InmunodepresoraDocumento11 páginasSesión 12 - Practica InmunodepresoramonchitoAún no hay calificaciones
- Perífrasis verbales: definición, tipos y reconocimientoDocumento3 páginasPerífrasis verbales: definición, tipos y reconocimientoJulia GongoraAún no hay calificaciones
- Sensibles a la acción del EspírituDocumento4 páginasSensibles a la acción del EspírituusernameonAún no hay calificaciones
- Ciclo Lisogenico y Ciclo LiticoDocumento15 páginasCiclo Lisogenico y Ciclo LiticoCHRISTIAN TORRESAún no hay calificaciones
- Vinno E10Documento4 páginasVinno E10darmanex.sasAún no hay calificaciones
- El Violin NegroDocumento311 páginasEl Violin NegroCary Rosas100% (1)
- Mariuortiz Contrato ArrendamientoDocumento4 páginasMariuortiz Contrato Arrendamientogladys stella puentes aramburoAún no hay calificaciones
- Tig OpnDocumento17 páginasTig OpnRenato Defilippi CurichAún no hay calificaciones
- Paradigma de La Salud MentalDocumento92 páginasParadigma de La Salud MentalRosita LauraAún no hay calificaciones
- Equipo 8 - Rayo LaserDocumento14 páginasEquipo 8 - Rayo LaserAnahi OsorioAún no hay calificaciones
- Las Sociedades de Control TetoDocumento3 páginasLas Sociedades de Control TetoMiguel Angel BalantaAún no hay calificaciones
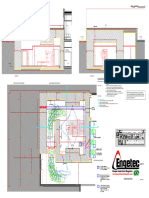
- A4-Et-12 - Búnker Radioterapia-A1 E50Documento1 páginaA4-Et-12 - Búnker Radioterapia-A1 E50mario loboAún no hay calificaciones
- Taller Práctico Elaboración de Empaques Productos Transformados Carnico y Frutas Dgavc 13122023Documento12 páginasTaller Práctico Elaboración de Empaques Productos Transformados Carnico y Frutas Dgavc 13122023kevin UrrozAún no hay calificaciones
- Actividad de Puntos Evaluables - Escenario 2 - FLUIDOS Y TERMODINÁMICADocumento6 páginasActividad de Puntos Evaluables - Escenario 2 - FLUIDOS Y TERMODINÁMICADiana CarolinaAún no hay calificaciones
- Bioestadística: Test de Hipótesis Nivel EXPERIMENTAL o EXPLICATIVO Por Bioq. José Luis Soto Velásquez (4-4)Documento206 páginasBioestadística: Test de Hipótesis Nivel EXPERIMENTAL o EXPLICATIVO Por Bioq. José Luis Soto Velásquez (4-4)José Luis Soto Velásquez100% (1)
- Pon de ValeroDocumento7 páginasPon de ValeroDanny bladimir choque mamaniAún no hay calificaciones
- Practica Fuerza de Rozamiento - ESTUDIANTESDocumento4 páginasPractica Fuerza de Rozamiento - ESTUDIANTESAngel GlAún no hay calificaciones
- Caracterizacion Socio Cultural PDFDocumento13 páginasCaracterizacion Socio Cultural PDFLenin Zanabria Ampuero100% (3)
- Clasificación Por La Viscosidad o Normativa SAEDocumento3 páginasClasificación Por La Viscosidad o Normativa SAEKevin LandaverdeAún no hay calificaciones
- Discapacidad motriz: estrategias de intervenciónDocumento76 páginasDiscapacidad motriz: estrategias de intervenciónIlse CastilloAún no hay calificaciones
- LAVADORAS Falla y SolucionesDocumento9 páginasLAVADORAS Falla y SolucionesMechín Rodriguez EjvrAún no hay calificaciones
- Guía de instalación y uso de termotanque Rheem de menos deDocumento25 páginasGuía de instalación y uso de termotanque Rheem de menos deVagancio Morales MichelenaAún no hay calificaciones
- SgaDocumento38 páginasSgaDianita ReyesAún no hay calificaciones