También podría gustarte
- Manual para el diseño de instalaciones manufactureras y de serviciosDe EverandManual para el diseño de instalaciones manufactureras y de serviciosCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Mejora de métodos y tiempos de fabricaciónDe EverandMejora de métodos y tiempos de fabricaciónCalificación: 5 de 5 estrellas5/5 (2)
- Investigacion Tipos de Distribucion de PlantasDocumento17 páginasInvestigacion Tipos de Distribucion de PlantasHugo LaraAún no hay calificaciones
- Fundamentos Distribución de PlantaDocumento13 páginasFundamentos Distribución de PlantaDVDAún no hay calificaciones
- Distribucion de PlantaDocumento16 páginasDistribucion de PlantaCristian Paolo Villavicencio MatiasAún no hay calificaciones
- Naturaleza de Las ProducciónDocumento30 páginasNaturaleza de Las ProducciónAlejandro Giralt PalmaAún no hay calificaciones
- Distribución de PlantasDocumento15 páginasDistribución de PlantasInes LopezAún no hay calificaciones
- Introducción A La Distribución en PlantaDocumento16 páginasIntroducción A La Distribución en PlantaDaniel ValladaresAún no hay calificaciones
- Distribucion de PlantaDocumento7 páginasDistribucion de PlantaJosúe MartínezAún no hay calificaciones
- Objetivo de La Distribución en PlantaDocumento7 páginasObjetivo de La Distribución en PlantaSoy Politecnico Por Conviccion50% (2)
- Distribucion de PlantaDocumento22 páginasDistribucion de PlantaMARIA PEREZAún no hay calificaciones
- Acfrogd Ry0 Ujgvnrkefnxwbasdlmpsgklxebqjvdan0y1habpthcfonvzsbci 2opfuch8tah7j4zzl4r3qqcsgjva0kpgnxijyg5gbixh5 Qstq96lvq8 Dlrsvzhg578 Mhx1uyf3oc0nxzDocumento18 páginasAcfrogd Ry0 Ujgvnrkefnxwbasdlmpsgklxebqjvdan0y1habpthcfonvzsbci 2opfuch8tah7j4zzl4r3qqcsgjva0kpgnxijyg5gbixh5 Qstq96lvq8 Dlrsvzhg578 Mhx1uyf3oc0nxzPerla CuevasAún no hay calificaciones
- Distribución en PlantaDocumento17 páginasDistribución en PlantaAnthony ContrerasAún no hay calificaciones
- Ingenieria de PlantasDocumento11 páginasIngenieria de PlantasEstuardo HernándezAún no hay calificaciones
- Distribución en PlantaDocumento4 páginasDistribución en PlantaFrank Pizarro IbáñezAún no hay calificaciones
- Distribucion de PlantaDocumento51 páginasDistribucion de PlantaSteve Jordan Saavedra FarfanAún no hay calificaciones
- Clase 04 - Planiamiento Sistematico de Disposicion de PlantaDocumento53 páginasClase 04 - Planiamiento Sistematico de Disposicion de PlantaDari MendozaAún no hay calificaciones
- DISTRIBUCION EN PLANTA VideosDocumento14 páginasDISTRIBUCION EN PLANTA VideosErick Alexander Ventura CruzAún no hay calificaciones
- Distribucion Planta. DOCUMENTO 3Documento6 páginasDistribucion Planta. DOCUMENTO 3Carlos Andres DiazAún no hay calificaciones
- Distribucion de PlaDocumento51 páginasDistribucion de PlaOscar Paul Seclen LeonardoAún no hay calificaciones
- Diseño y Gestión de PlantasDocumento14 páginasDiseño y Gestión de PlantasSandra Fiorella Valverde HuizaAún no hay calificaciones
- U3 Sin RespuestasDocumento62 páginasU3 Sin RespuestasBrenda Ba100% (1)
- Parcial 2 LayoutDocumento37 páginasParcial 2 LayoutAdonis Cabrera100% (1)
- Bienes y Servicio TerminadoDocumento9 páginasBienes y Servicio TerminadoJulieth PintaAún no hay calificaciones
- Distribución de PlantaDocumento4 páginasDistribución de PlantaMelanie MenoscalAún no hay calificaciones
- Distribución en PlantaDocumento4 páginasDistribución en PlantamoyapalmaAún no hay calificaciones
- Distribucion en Planta 5Documento4 páginasDistribucion en Planta 5YulenyAún no hay calificaciones
- Dibujo de Plantas IndustrialesDocumento30 páginasDibujo de Plantas IndustrialesJuan Varg Re50% (2)
- Distribucion PlantaDocumento51 páginasDistribucion PlantaEVELIN YAMILET SERRANO CABRERAAún no hay calificaciones
- Capítulo 3 - Distribución en PlantaDocumento28 páginasCapítulo 3 - Distribución en PlantaLuis Enrique Woo RochaAún no hay calificaciones
- Tema 6. La Distribución en Planta en PDFDocumento20 páginasTema 6. La Distribución en Planta en PDFLorenzo MonroyAún no hay calificaciones
- Ingeniería de Plantas 01 - DistribuciónDocumento100 páginasIngeniería de Plantas 01 - DistribuciónWendy CrisóstomoAún no hay calificaciones
- Distribución Física de La PlantaDocumento5 páginasDistribución Física de La PlantaDIANANAVASAún no hay calificaciones
- Distribucion PlantaDocumento12 páginasDistribucion PlantaHarold martinez fernandezAún no hay calificaciones
- Distribucion en PlantaDocumento18 páginasDistribucion en PlantaGiulliano GuerraAún no hay calificaciones
- PLANTAS INDUSTRIALES Tema 3Documento52 páginasPLANTAS INDUSTRIALES Tema 3Josue GutierrezAún no hay calificaciones
- Disposición y Arreglo de PlantaDocumento19 páginasDisposición y Arreglo de Plantamelina100% (1)
- Distribución de Planta 2Documento51 páginasDistribución de Planta 2kuzmin garibay100% (1)
- InformeDocumento7 páginasInformeNANCY MONSERRAT DOMINGUEZ VILLARAún no hay calificaciones
- Diseño de PlantaDocumento5 páginasDiseño de PlantaNelson220878% (9)
- Unidad II. Distribucion de Las Instalaciones FisicasDocumento22 páginasUnidad II. Distribucion de Las Instalaciones FisicasHolvert PérezAún no hay calificaciones
- Estudios Diseño de PlantaDocumento46 páginasEstudios Diseño de PlantaKike LizarbeAún no hay calificaciones
- Material de Apoyo - Distribucion de PlantasDocumento7 páginasMaterial de Apoyo - Distribucion de Plantasangeolys RodriguezAún no hay calificaciones
- Capítulo 4 PDFDocumento98 páginasCapítulo 4 PDFUlisesSandovalAún no hay calificaciones
- Distribución de Planta Layout LauraDocumento14 páginasDistribución de Planta Layout Lauraleia_24Aún no hay calificaciones
- 8.1 Factores Materiales, Hombres, MáquinasDocumento11 páginas8.1 Factores Materiales, Hombres, MáquinasDayaTorresAún no hay calificaciones
- Distribución de Planta. GuiaDocumento14 páginasDistribución de Planta. GuiaJose Armando JaenAún no hay calificaciones
- 4 Cuarta Semana Clase IiDocumento14 páginas4 Cuarta Semana Clase IiEVELYN LOPEZ CARRANZAAún no hay calificaciones
- Act3EIGF (Distribucion)Documento7 páginasAct3EIGF (Distribucion)Alexis Yahir Reyes J.Aún no hay calificaciones
- Ing de PlantaDocumento20 páginasIng de PlantaLuis La RosaAún no hay calificaciones
- U2 Diseño y Adecuacion Planta IndustrialDocumento69 páginasU2 Diseño y Adecuacion Planta IndustrialzcechAún no hay calificaciones
- UNIDAD II Distribución de Las Instalaciones FísicasDocumento10 páginasUNIDAD II Distribución de Las Instalaciones FísicasPaarla ChannelAún no hay calificaciones
- 07 Tema SPFMCDocumento18 páginas07 Tema SPFMCIvan SAún no hay calificaciones
- Distribución de Planta o LayoutDocumento5 páginasDistribución de Planta o LayoutLuiGGi LARREA P.Aún no hay calificaciones
- Plantas Industriales - Clase 1Documento18 páginasPlantas Industriales - Clase 1Yesli FinolAún no hay calificaciones
- Ing. PlantasDocumento6 páginasIng. PlantasMiguel FeijoóAún no hay calificaciones
- 2.9. Distribucion de La PlantaDocumento14 páginas2.9. Distribucion de La Plantashara beatrizAún no hay calificaciones
- Método de Los EslabonesDocumento13 páginasMétodo de Los EslabonesDiego Espinoza SánchezAún no hay calificaciones
- Factor Material y Factor MaquinariaDocumento32 páginasFactor Material y Factor MaquinariaRoOco H. Ruiz89% (9)
- Me 4Documento21 páginasMe 4Jano BioAún no hay calificaciones
- Encuesta ExcelDocumento1 páginaEncuesta ExcelFederico CordobaAún no hay calificaciones
- Abrir Donde viven las musas.pdfDocumento413 páginasAbrir Donde viven las musas.pdfFederico CordobaAún no hay calificaciones
- IAMAMOTO Servicio Social y Division Del Trabajo SeleccionDocumento17 páginasIAMAMOTO Servicio Social y Division Del Trabajo SeleccionFederico CordobaAún no hay calificaciones
- Universidad Nacional de La Patagonia Austral - Territorio de Santa CruzDocumento12 páginasUniversidad Nacional de La Patagonia Austral - Territorio de Santa CruzFederico CordobaAún no hay calificaciones
- Material Didactico 12Documento16 páginasMaterial Didactico 12Federico CordobaAún no hay calificaciones
- Denise Maldonado - Trabajo Final - Seminario de TesinaDocumento18 páginasDenise Maldonado - Trabajo Final - Seminario de TesinaFederico CordobaAún no hay calificaciones
- Actividad #2Documento1 páginaActividad #2Federico CordobaAún no hay calificaciones
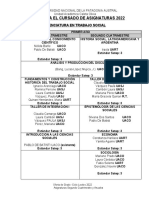
- Oferta para El Cursado de Asignaturas 2022: Licenciatura en Trabajo SocialDocumento6 páginasOferta para El Cursado de Asignaturas 2022: Licenciatura en Trabajo SocialFederico CordobaAún no hay calificaciones
- MD 2 23Documento15 páginasMD 2 23Federico CordobaAún no hay calificaciones
- Origen Del Derecho Comercial PDFDocumento1 páginaOrigen Del Derecho Comercial PDFFederico CordobaAún no hay calificaciones
- MD1 ComprasDocumento14 páginasMD1 ComprasFederico CordobaAún no hay calificaciones
- Clase #1 - Diagnóstico OrganizacionalDocumento3 páginasClase #1 - Diagnóstico OrganizacionalFederico CordobaAún no hay calificaciones
- MD ParcialDocumento122 páginasMD ParcialFederico CordobaAún no hay calificaciones
- Clase #5 - Las Organizaciones y Los Ambientes de TrabajoDocumento4 páginasClase #5 - Las Organizaciones y Los Ambientes de TrabajoFederico CordobaAún no hay calificaciones
- Reporte de Movimiento RectilineoDocumento7 páginasReporte de Movimiento RectilineoAdrian SanchezAún no hay calificaciones
- Taller Modelos de Regresion SimpleDocumento4 páginasTaller Modelos de Regresion SimpleDaniela Guzman BejaranoAún no hay calificaciones
- Prácticas de Laboratorio de Sistemas de Control Avanzado PDFDocumento38 páginasPrácticas de Laboratorio de Sistemas de Control Avanzado PDFEduardohrdz HernandezAún no hay calificaciones
- Viveza Criolla. Desteza, Minimo Esfuerzo o Sentido Del HumorDocumento8 páginasViveza Criolla. Desteza, Minimo Esfuerzo o Sentido Del HumorBetzabeth RinconAún no hay calificaciones
- Módulo de Práctica Deportiva y Ejercicio FísicoDocumento19 páginasMódulo de Práctica Deportiva y Ejercicio FísicoJorgito Herrera QuevedoAún no hay calificaciones
- Evaluacion Ciencias Sistema NerviosoDocumento4 páginasEvaluacion Ciencias Sistema NerviosoFernanda Isabel Soto Soto100% (2)
- El Compromiso Con Los Grupos de Interés - Lena StrandbergDocumento26 páginasEl Compromiso Con Los Grupos de Interés - Lena StrandbergRaul LibAún no hay calificaciones
- Tarea 1 - Concepto de Integral - Colaborativo 100411A - 1141Documento28 páginasTarea 1 - Concepto de Integral - Colaborativo 100411A - 1141michel aguilarAún no hay calificaciones
- Sce in 501 0005 0 Prueba Hidraulica en Ramales y GasoductosDocumento35 páginasSce in 501 0005 0 Prueba Hidraulica en Ramales y GasoductosAugusto GeniniAún no hay calificaciones
- Tutorial de Photoshop Cs6 by ArielDocumento365 páginasTutorial de Photoshop Cs6 by ArielAriel Apaza BaldiviesoAún no hay calificaciones
- Taller de Habilidades para La Vida PlanificacionDocumento3 páginasTaller de Habilidades para La Vida PlanificacionMyriam ORMEÑOAún no hay calificaciones
- Actividad Formativa IIIDocumento12 páginasActividad Formativa IIIAlejandraRodriguezAún no hay calificaciones
- Sesión de Aprendizaje 06 - Arte - Mayo El CollageDocumento2 páginasSesión de Aprendizaje 06 - Arte - Mayo El Collagejose goicocheaAún no hay calificaciones
- Analista de Sistemas Informe-1Documento7 páginasAnalista de Sistemas Informe-1jessenia mera100% (1)
- Reproduccion Peces Del TrópicoDocumento241 páginasReproduccion Peces Del Trópicoleidyhenao17Aún no hay calificaciones
- Hackear HotmailDocumento4 páginasHackear HotmailLuis FalconAún no hay calificaciones
- Moraramirez Oswaldoarturo M17s1ai1Documento5 páginasMoraramirez Oswaldoarturo M17s1ai1Oswaldo Mora RamírezAún no hay calificaciones
- Muerte y Resurección Del CuerpoDocumento127 páginasMuerte y Resurección Del CuerpoOctavio LLAún no hay calificaciones
- Protocolo Entrevista OrganizacionalDocumento4 páginasProtocolo Entrevista OrganizacionalSINFONIA MUSICALAún no hay calificaciones
- Programacion de Agosto 2023Documento13 páginasProgramacion de Agosto 2023Denisse PacotaypeAún no hay calificaciones
- Planificación S1Documento5 páginasPlanificación S1Antonio Jair HernandezAún no hay calificaciones
- Angel Zarraga El Sentido de La Creacion PDFDocumento26 páginasAngel Zarraga El Sentido de La Creacion PDFreznor01Aún no hay calificaciones
- Art. Gerencia PúblicaDocumento66 páginasArt. Gerencia PúblicaGIMENEZ PUENTES MARIA PIAAún no hay calificaciones
- Clase Investigacion Operativa AdmDocumento65 páginasClase Investigacion Operativa AdmEberdRodriguezMinayaAún no hay calificaciones
- Preguntas Frecuentes SispromDocumento10 páginasPreguntas Frecuentes SispromYamunaque Piscoya ElianaAún no hay calificaciones
- FX Escafoides y Artrosis SecundariaDocumento7 páginasFX Escafoides y Artrosis SecundariaFelipe Ismael Burgos Becerra0% (1)
- Presentación Soapie de EnfermeriaDocumento10 páginasPresentación Soapie de Enfermerianeni0311Aún no hay calificaciones
- BOBBIO - Naturaleza Del Prejuicio PDFDocumento15 páginasBOBBIO - Naturaleza Del Prejuicio PDFAbigail Rodríguez SerranoAún no hay calificaciones
- Analisis Tesis FeuerbachDocumento3 páginasAnalisis Tesis FeuerbachGonzalo Torres Orellana50% (2)
- Estadistica y Tecnicas - Guion TematicoDocumento5 páginasEstadistica y Tecnicas - Guion TematicoGeo LimAún no hay calificaciones