También podría gustarte
- UML. Arquitectura de aplicaciones en Java, C++ y Python. 2ª EdiciónDe EverandUML. Arquitectura de aplicaciones en Java, C++ y Python. 2ª EdiciónAún no hay calificaciones
- Sistemas automáticos industriales de eventos discretosDe EverandSistemas automáticos industriales de eventos discretosAún no hay calificaciones
- Simulación de sistemas discretos: Un enfoque industrialDe EverandSimulación de sistemas discretos: Un enfoque industrialCalificación: 4 de 5 estrellas4/5 (1)
- Formulación y evaluación de proyectos agropecuarios: Estructura del proyecto agropecuario, con enfoque de marco lógico - 1ra ediciónDe EverandFormulación y evaluación de proyectos agropecuarios: Estructura del proyecto agropecuario, con enfoque de marco lógico - 1ra ediciónCalificación: 5 de 5 estrellas5/5 (2)
- Tema 13 Ejercicios de Selección de InversionesDocumento24 páginasTema 13 Ejercicios de Selección de InversionesmiscosasAún no hay calificaciones
- Solicitud Patente Municipal PDFDocumento2 páginasSolicitud Patente Municipal PDFTabita Gamboa Villarroel100% (1)
- Decapado y Pasivado Del Acero InoxidableDocumento19 páginasDecapado y Pasivado Del Acero Inoxidableolp757Aún no hay calificaciones
- Calidad y Mejora ContinuaDocumento7 páginasCalidad y Mejora ContinuaKevin Soller CardenasAún no hay calificaciones
- Laguna de ConacheDocumento6 páginasLaguna de ConacheJOCE399Aún no hay calificaciones
- El Mundo Nanotecnologia Situacion Prospectiva Mexico PDFDocumento74 páginasEl Mundo Nanotecnologia Situacion Prospectiva Mexico PDFGera CorralesAún no hay calificaciones
- Caso 2 212023 62 PDFDocumento12 páginasCaso 2 212023 62 PDFSteven RodriguezAún no hay calificaciones
- 002 Formato Diagrma Causa-EfectoDocumento10 páginas002 Formato Diagrma Causa-EfectoQUINONEZ EMMANUEL - NAMMAún no hay calificaciones
- 002 Formato Diagrma Causa-EfectoDocumento10 páginas002 Formato Diagrma Causa-EfectoJorge CalderonAún no hay calificaciones
- 007-Análisis de Los 5 Porqué SDocumento4 páginas007-Análisis de Los 5 Porqué SQUINONEZ EMMANUEL - NAMMAún no hay calificaciones
- Camilo CalidadDocumento5 páginasCamilo CalidadDARWIN CAMILO PALECIA BATECAAún no hay calificaciones
- Proyecto 1Documento3 páginasProyecto 1Fran Fabregas Crank100% (2)
- Click para Ver El DiagramaDocumento13 páginasClick para Ver El DiagramaJoel MontoyaAún no hay calificaciones
- Upo 4Documento69 páginasUpo 4Nelly Cerna RiosAún no hay calificaciones
- Diagrama de IshikawaDocumento24 páginasDiagrama de IshikawaASTRID CAROLINA HOYOS MOLINAAún no hay calificaciones
- Proyecto 1 Kpi'sDocumento4 páginasProyecto 1 Kpi'sFran Fabregas CrankAún no hay calificaciones
- Paper Proin 2Documento10 páginasPaper Proin 2jreyes.dc15Aún no hay calificaciones
- Amef PCDocumento4 páginasAmef PCAndree Olivera CarbajalAún no hay calificaciones
- Estrategia de Implementacion de Plantas en PunoDocumento45 páginasEstrategia de Implementacion de Plantas en PunoJOSE TERROBAAún no hay calificaciones
- NC Metalurgico Operador de Maquina Inyectora de PlasticoDocumento27 páginasNC Metalurgico Operador de Maquina Inyectora de PlasticoAnibal YarascaAún no hay calificaciones
- Documento de ?GABO?Documento4 páginasDocumento de ?GABO?CHRISTIAN JONATHAN MOREDIA PADILLAAún no hay calificaciones
- Mantenimiento Taller1 G1Documento1 páginaMantenimiento Taller1 G1dereckchavez44Aún no hay calificaciones
- GESTION DE CALIDAD - FinalDocumento20 páginasGESTION DE CALIDAD - FinalAstrid E AcostaAún no hay calificaciones
- Caso EspecialDocumento4 páginasCaso EspecialServicio TecnicoAún no hay calificaciones
- Evaluación T2Documento12 páginasEvaluación T2Marco casquiAún no hay calificaciones
- CAUSASDocumento2 páginasCAUSASDafne Lázaro AquinoAún no hay calificaciones
- Copia de Dato Arbol de PerdidasDocumento57 páginasCopia de Dato Arbol de Perdidasoscar giraldoAún no hay calificaciones
- Karen Espinoza Trejo-Proyecto InnovacionDocumento41 páginasKaren Espinoza Trejo-Proyecto InnovacionJaqueline EspinozaAún no hay calificaciones
- Manual Lean Construction Herramientas de MejoramientoDocumento82 páginasManual Lean Construction Herramientas de MejoramientoMati Elgueta DroguettAún no hay calificaciones
- MM Ipd 001Documento26 páginasMM Ipd 001Alvaro David Gutiérrez MárquezAún no hay calificaciones
- Sesión 3Documento5 páginasSesión 3JONATHAN AGUILARAún no hay calificaciones
- Manual Operación VD Host On Line 2018Documento31 páginasManual Operación VD Host On Line 2018Diana LoaizaAún no hay calificaciones
- Caso Practico - Gerencia de CalidadDocumento11 páginasCaso Practico - Gerencia de Calidadkatherine MontillaAún no hay calificaciones
- Ishikawa - CosteoDocumento116 páginasIshikawa - Costeojreyes.dc15Aún no hay calificaciones
- Efrain Solis Gonzalez 0317117830 Poi 9aDocumento36 páginasEfrain Solis Gonzalez 0317117830 Poi 9aEfrain GonzalezAún no hay calificaciones
- Plantilla Mejora ContinuaDocumento5 páginasPlantilla Mejora ContinuaRicardo AníbalAún no hay calificaciones
- Diagrama de IshikawaDocumento16 páginasDiagrama de IshikawaRuben Abel Mamani SihuacolloAún no hay calificaciones
- 4.1 QFD CasaCalidadDocumento49 páginas4.1 QFD CasaCalidadHenryJaramilloConstante0% (1)
- Diagrama de IshikawaDocumento3 páginasDiagrama de IshikawaRenzo VasquezAún no hay calificaciones
- Avance de Proyecto Grupo 1Documento8 páginasAvance de Proyecto Grupo 1Josué Evert Villegas CallaAún no hay calificaciones
- ILJR14116 Formacion 01Documento178 páginasILJR14116 Formacion 01mary medinaAún no hay calificaciones
- ExpoDocumento14 páginasExpoErnesto PerézAún no hay calificaciones
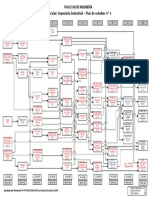
- Malla Curricular Ingenieria Industrial Fi UcssDocumento1 páginaMalla Curricular Ingenieria Industrial Fi UcssAndres MontesAún no hay calificaciones
- Trabajo Final Expo Interna 2020 - Gamarra y AvilaDocumento13 páginasTrabajo Final Expo Interna 2020 - Gamarra y AvilaDiego Puchoc BarzolaAún no hay calificaciones
- Gonzalez Deza P1Documento49 páginasGonzalez Deza P1Christopher kevin González dezaAún no hay calificaciones
- Momento 4 Prueba Final.Documento23 páginasMomento 4 Prueba Final.reginoenith1000Aún no hay calificaciones
- Malla Curricular Ingenieria Industrial Fi UcssDocumento1 páginaMalla Curricular Ingenieria Industrial Fi UcssJhonnyBarrientosSarmientoAún no hay calificaciones
- Urgente 2.1-VegaDocumento36 páginasUrgente 2.1-VegaMilagros Giovana Vega CruzadoAún no hay calificaciones
- PRACTICA 3 Control de La CalidadDocumento12 páginasPRACTICA 3 Control de La CalidadJhonny Zurita GonzalesAún no hay calificaciones
- Plantilla de Muestra - Presentación Comité de AtcDocumento12 páginasPlantilla de Muestra - Presentación Comité de AtcGiuliana QuesquenAún no hay calificaciones
- Diapotitivas de Susrtentación Hernán ValenciaDocumento17 páginasDiapotitivas de Susrtentación Hernán ValenciaJoel ValenciaAún no hay calificaciones
- Upo06 Clase3034Documento16 páginasUpo06 Clase3034Reyes AnnyAún no hay calificaciones
- T04820Documento107 páginasT04820Ivan EstrellaAún no hay calificaciones
- Casopracticoluismedina 170426032425Documento11 páginasCasopracticoluismedina 170426032425Reinaldo J GrubersAún no hay calificaciones
- Proyecto de Innovacion y Mejora Yan Lucca S.A.CDocumento13 páginasProyecto de Innovacion y Mejora Yan Lucca S.A.CJohn Williams Pallarco AstoAún no hay calificaciones
- Caso Práctico - Evoilución Despliegue de Sistema de CalidadDocumento4 páginasCaso Práctico - Evoilución Despliegue de Sistema de Calidadvanesa.bertelegniAún no hay calificaciones
- Propuesta Mejoramiento ProcesoDocumento140 páginasPropuesta Mejoramiento ProcesoKlenny EstefanyAún no hay calificaciones
- Ahy Vamos 2Documento29 páginasAhy Vamos 2Rodrigo Edwar ObregonAún no hay calificaciones
- 3.4. Diagrama de Pareto. (m.4.x.x) Capitulo 3Documento6 páginas3.4. Diagrama de Pareto. (m.4.x.x) Capitulo 3Daniel Angelo Tarazona LeivaAún no hay calificaciones
- Taller N°1 - Grupo 4Documento4 páginasTaller N°1 - Grupo 4WALTER ANTONIO GUILLERMO DEL RIOAún no hay calificaciones
- Tarea N°3 Estudio de MétodosDocumento7 páginasTarea N°3 Estudio de Métodossofia durand espinnozaAún no hay calificaciones
- Auditoria de PLM VSDocumento18 páginasAuditoria de PLM VSAna OrtizAún no hay calificaciones
- LUP-41 Rev. 0 Rack de Piezas MuestraDocumento1 páginaLUP-41 Rev. 0 Rack de Piezas MuestraAna OrtizAún no hay calificaciones
- Procedimiento AmefDocumento17 páginasProcedimiento AmefAna OrtizAún no hay calificaciones
- 066 Estudio de Tiempos y MovimientosDocumento27 páginas066 Estudio de Tiempos y MovimientosAna OrtizAún no hay calificaciones
- 011 Tabla Seguimiento PérdidasDocumento1 página011 Tabla Seguimiento PérdidasAna OrtizAún no hay calificaciones
- 032 Formato de Matriz XDocumento1 página032 Formato de Matriz XAna OrtizAún no hay calificaciones
- 003 Formato Lección de Un PuntoDocumento2 páginas003 Formato Lección de Un PuntoAna OrtizAún no hay calificaciones
- 010 Formato Plan de AcciónDocumento1 página010 Formato Plan de AcciónAna OrtizAún no hay calificaciones
- 049 Master Plan ProyectosDocumento1 página049 Master Plan ProyectosAna OrtizAún no hay calificaciones
- 012 Formato Recolección de Tiempos y PérdidasDocumento1 página012 Formato Recolección de Tiempos y PérdidasAna OrtizAún no hay calificaciones
- 001 Formato de 5W + 1HDocumento1 página001 Formato de 5W + 1HAna OrtizAún no hay calificaciones
- Problemas de Malla Marzo-ActualDocumento8 páginasProblemas de Malla Marzo-ActualAna OrtizAún no hay calificaciones
- Reporte de InspeccionDocumento12 páginasReporte de InspeccionAna OrtizAún no hay calificaciones
- Check 5SDocumento2 páginasCheck 5SAna OrtizAún no hay calificaciones
- 15 Guia Exportador ECUADORDocumento6 páginas15 Guia Exportador ECUADORVeronica Vera VillamilAún no hay calificaciones
- Reporte de Sostenibilidad 2020 DANPER VF 17.09.2021 1Documento117 páginasReporte de Sostenibilidad 2020 DANPER VF 17.09.2021 1Celia SanchezAún no hay calificaciones
- Semana 16 Clase CasoPracticoExamenFinal CRMDocumento13 páginasSemana 16 Clase CasoPracticoExamenFinal CRMEsther SoteloAún no hay calificaciones
- Universidad Trabajo Pote 1Documento17 páginasUniversidad Trabajo Pote 1Alexander Anthony Guevara GarciaAún no hay calificaciones
- Módulo 1Documento18 páginasMódulo 1Heidy EspejoAún no hay calificaciones
- Apuntes de Inventarios AdoDocumento77 páginasApuntes de Inventarios AdoCinthya OchoaAún no hay calificaciones
- (Ehs-20-16) Procedimiento para Trabajos en AlturasDocumento9 páginas(Ehs-20-16) Procedimiento para Trabajos en AlturasVannesa ViafaraAún no hay calificaciones
- Infografía Requisitos Básicos para Cotizar en BolsaDocumento1 páginaInfografía Requisitos Básicos para Cotizar en BolsaCARLOS ALBERTO GAYTAN VAZQUEZAún no hay calificaciones
- Proveedores Turbina PeltonDocumento73 páginasProveedores Turbina PeltonErnesto QuispeAún no hay calificaciones
- Demanda Pagares ArenasDocumento13 páginasDemanda Pagares ArenasHector GonzalezAún no hay calificaciones
- GENER-P-41-Requisitos para Desechos Peligrosos y No Peligrosos V2Documento14 páginasGENER-P-41-Requisitos para Desechos Peligrosos y No Peligrosos V2Ariel FuentesAún no hay calificaciones
- Metodologias de SistemasDocumento12 páginasMetodologias de SistemasVladimir Luna MagneAún no hay calificaciones
- Tesis - Cpa Como Gerente FinancieroDocumento230 páginasTesis - Cpa Como Gerente FinancieroWilson Alexander Perez VelizAún no hay calificaciones
- RUPEDocumento2 páginasRUPEAlejo VicAún no hay calificaciones
- Tarea 3 Mana 501Documento6 páginasTarea 3 Mana 501Ailyl SantiagoAún no hay calificaciones
- Procesos de La AdministracionDocumento14 páginasProcesos de La AdministracionJorge OsorioAún no hay calificaciones
- Cultura Organizacional de EcopetrolDocumento1 páginaCultura Organizacional de EcopetrolDAMIAN CAMILO NARVAEZ SANTACRUZAún no hay calificaciones
- Tareas CostosDocumento33 páginasTareas Costosjosuerzavala100% (1)
- Guía de Estudio de MacroeconomíaDocumento26 páginasGuía de Estudio de MacroeconomíaJavier AguilarAún no hay calificaciones
- Caso 1 - La Gestión Pública de Antonio NavarroDocumento8 páginasCaso 1 - La Gestión Pública de Antonio Navarronurytbay140Aún no hay calificaciones
- ES3 U1 Diana VenturaDocumento5 páginasES3 U1 Diana VenturaÁlvaro PeñaAún no hay calificaciones
- Depreciacion y Vida Util de Activo Maquinaria ConstruccionDocumento4 páginasDepreciacion y Vida Util de Activo Maquinaria ConstruccionROBERTO ABAJAún no hay calificaciones
- Tienda de Mascotas OnlineDocumento91 páginasTienda de Mascotas Onlinezaira pazAún no hay calificaciones
- Grafica en SmartArtDocumento15 páginasGrafica en SmartArtJohanna ReyesAún no hay calificaciones
- Tarea Unidad 1 Principio de EconomiaDocumento3 páginasTarea Unidad 1 Principio de EconomiaMiguelina Antonia Martinez FernandezAún no hay calificaciones